Изобретение относится к технологии пайки при производстве электронной техники и может быть использовано в радиотехнической, электронной и приборостроительной промьгашенности
Целью изобретения является улучшение качества пайки за счет установки заранее заданного зазора между паяемыми деталями и повьппения производительности за счет обеспечения условий для групповой пайки.
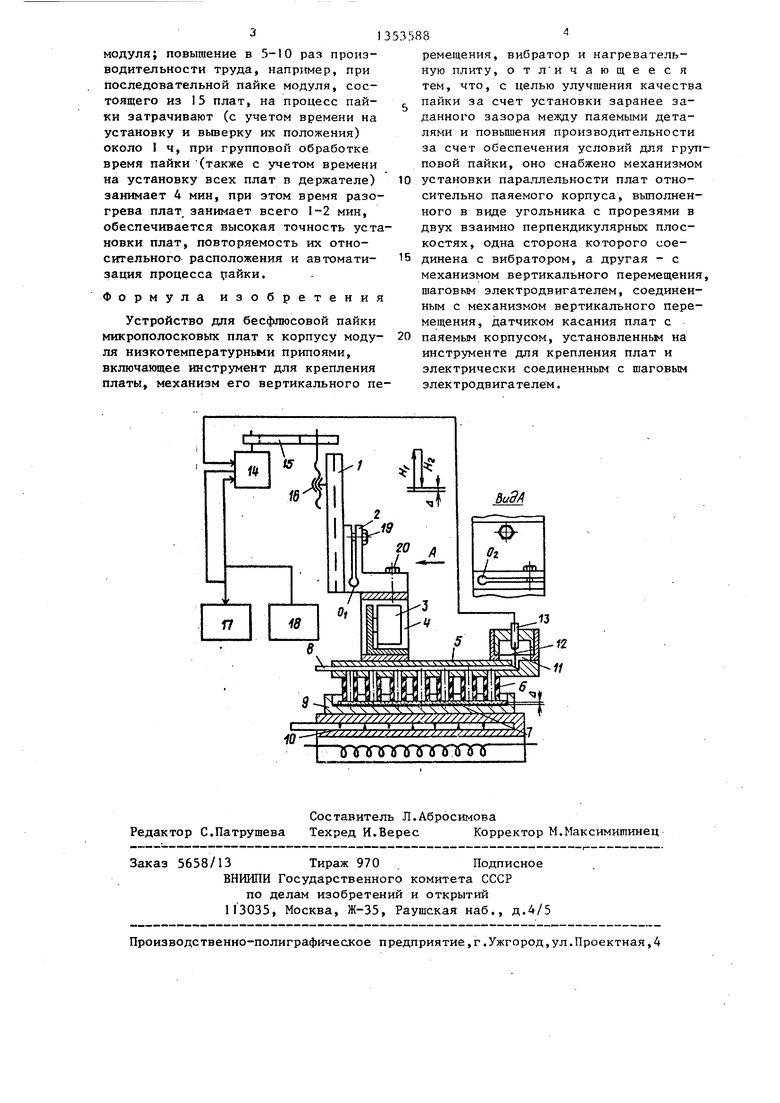
На чертеже представлена схема устройства.
Устройство содержит ползун 1 вертикального перемещения, на который крепится механизм 2 установки параллельности плат, на подвижной части которого закреплен вибратор 3. К мембранам 4 присоединен держатель 5 с установленными на нем в определенном порядке вакуумными присосами 6, с помощью которых крепятся паяемые платы 7. Трубка 8 соединяется с вакуумным насосом или вакуумной системой, Паяемьш корпус модуля 9 устанавливают на нагревательную плиту 10. В нагревательной плите 10 имеются каналы, в которые подают сжатьм воздух для кратковременного охлаждения нагревательной плиты на 30-40 С. К держателю 5 крепился датчик касания, состоящий из мембраны 1I с подвижным контактом 12 и регулируемым контактом 3. Внутренняя полость датчика касания соединяется каналами с вакуумными присосами 6. Привод ползуна 1 состоит из шагового электродвигателя 14, зубчато-ременной передачи 15 и винта-гайки 16. Имеется также счетчик 17 импульсов и програм- мйые переключатели 18.
Устройство работает следующим образом.
Сначала производится настройка параллельности плат 7 относительно корпуса модуля 9. Установка параллельности положения плат осуществляется регулировочными болтами 19 и 20 с помощью болта 19 в плоскости чертежа относительно перемычки 0, а болта 20 в плоскости, перпендикулярной плоскости чертежа относительно перемычки О i.
На нагретой нагревательной плите 10 закрепляют корпус модуля 9 и на нем размегцают платы 7. Подводят вакуумные присосы 6 к платам 7, захватывают их с помощью механизма 2
установки параллельности плат устанавливают плату параллельно паяемой плоскости корпуса модуля 9, после чего отключают вакуум и ползун возвращают в верхнее положение.
Автоматический цикл работы устройства осуществляется следующим образом.
Включают шаговый электродвигатель 14, который через ременную передачу 15 и передачу винт-гайка 16 перемещает вниз ползун 1 с закрепленными на нем механизмом 2 установки
параллельности плат, вибратором 3 и держателем 5 с вакуумными присосами 6. При касании плат 7 присосами 6 перекрывают поступление в них воздуха. В каналах держателя 5 создается
вакуум, мембрана 11 перемещается вниз и подвижный контакт 12 размыкается с контактом 13. Подается сигнал на реверс щагового электродвигателя. Ползун поднимается на заранее установленную нд программном переключателе 18 высоту И, и останавливается в верхнем положении. Затем на корпус модуля укладьтают дозированную фольгу припоя, который под воздействием нагревателя расплавляется. После этого включают шаговый электродвигатель и ползун перемещается вниз на величину Н (Н,-Н й), где Л - зазор между платами и корпусом модуля, определяющий толщину паяного шва. В зтом положении ползун останавливается, после чего включается вибратор 3 на время, необходимое для осуществления бесфлюсовой пайки.
По окончании пайки вибратор 3 отключается, выключается нагрев и включается кратковременно охлаждение нагревательной плиты 10, после чего включается шаговый электродвигатель
и производится подъем ползуна 1. В верхнем положении ползун останавливается. Спаянное изделие снимают.
Использование предлагаемого устройства позволяет осуществлять бес-
флюсовую групповую пайку микрополос- ковых плат к корпусу модуля с заданной толщиной паяного шва и равновы- сг/тного по всей площади спая и обеспечивает повышение качества и надежности микроэлектронных приборов за счет уменьшения времени нагрева плат в 10-15 раз (1-2 мин вместо 10- 30 мин) ив 10-15 раз увеличивается точность расположения плат в корпусе
модуля; повышение в 5-10 раз производительности труда, напр1шер, при последовательной пайке модуля, состоящего из 15 плат, на процесс пайки затрачивают (с учетом времени на установку и вьюерку их положения) около 1 ч, при групповой обработке время пайки (также с учетом времени на установку всех плат в держателе) занимает 4 мин, при этом время разогрева плат занимает всего 1-2 мин, обеспечивается высокая точность установки плат, повторяемость их относительного- расположения и автоматизация процесса райки.
Формула изобретения
Устройство для бесфлюсовой пайки микрополосковых плат к корпусу модуля низкотемпературньми припоями, включающее инструмент для крепления платы, механизм его вертикального пе53588
ремещения, вибратор и нагревательную плиту, отл ичающееся тем, что, с целью улучшения качества
с пайки за счет установки заранее заданного зазора меязду паяемыми деталями и повышения производительности за счет обеспечения условий для групповой пайки, оно снабжено механизмом
10 установки параллельности плат относительно паяемого корпуса, выполненного в виде угольника с прорезями в двух взаимно перпендикулярных плоскостях, одна сторона которого сое15 динена с вибратором, а другая - с механизмом вертикального перемещения, шаговым электродвигателем, соединенным с механизмом вертикального перемещения, датчиком касания плат с паяемым корпусом, установленньм на инструменте для крепления плат и электрически соединенным с шаговым электродвигателем.
20
Тч N. Лл . .. ////////////////////////Typify///
;,..Ii.7
тггпппппппппг
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бесфлюсовой низкотемпературной пайки микрополосковых устройств | 1981 |
|
SU965656A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ | 2023 |
|
RU2829164C1 |
| Устройство для бесфлюсового лужения | 1988 |
|
SU1569128A1 |
| Микропаяльник для бесфлюсовой пайки | 1986 |
|
SU1360929A1 |
| Установка пайки корпусов электронных приборов | 1985 |
|
SU1333492A1 |
| Способ пайки в парах легкоиспаряющегося элемента | 1980 |
|
SU929357A1 |
| ПОЛУАВТОМАТ ДЛЯ ГЕРМЕТИЗАЦИИ ПАЙКОЙ ПЛОСКИХ КОРПУСОВ ПОЛУПРОВОДПИКОВ | 1973 |
|
SU365226A1 |
| Способ монтажа микросборок в корпус модуля | 2016 |
|
RU2661337C2 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1999 |
|
RU2171520C2 |
| Устройство для пайки микросхем | 1980 |
|
SU912421A1 |
Изобретение относится к технологии пайки электронных приборов и может быть использовано в радиотехнической и приборостроительной промьпп- ленности. Целью изобретения является , улучшение качества пайки за счет установки заранее заданного зазора меж,г ду паяемыми деталями и повышение производительности устройства за счет обеспечения условий для групповой пайки. Цель изобретения достигается введением механизма установки параллельности плат в виде угольника с прорезями в двух взаимно перпендикулярных плоскостях. Одной стороной механизм соединен с вибратором, а другой - с механизмом вертикального перемещения. Вертикальное перемещение обеспечивается шаговым электродвигателем, электрически соединенным с датчиком касания плат с паяемым корпусом. Цри этом обеспечиваются высокая точность установки плат и повторяемость их относительного расположения, а также бесфлюсовая групповая пайка плат к корпусу модуля с заданной толщиной паяного шва. 1 ил. с 
Составитель Л.Абросимова Редактор С.Патрущева Техред И.ВересКорректор М.Максимишинец
..ОВМ..я.«.М..|..«,.к„...Н,..,..«..,.„,„,,„.,
Заказ 5658/13 Тираж 970 , Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
| Бейль В.И | |||
| и др | |||
| Пайка микро- полосковых устройств низкотемпературными припоями без применения флюса | |||
| - Электронная техника, сер | |||
| Т, вьш | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
