1
Известтны полуавтоматы, применяющиеся для герметизации пайкой плоских корпусов Микросхем, содержащие стол, рабочую камеру с нагревательным устройством, механизм давления и за.грузочйое устройство, в состав которого входят загрузочный блок с гнездами для установки в них паяемых деталей и захватывающий рычаг для перемещения деталей из гнезд загрузочного олока к нагревателям, работающий от вакуумной системы, причем нагревателям придают форму, соответствующую конфигурации паяемых деталей.
Предложенное устройство отличается от йзвесБных тем, что устройство для подачи корпусов и крышек к нагревателям выполнено в виде кассеты-пенала с механизмом ее перемещения по направляющим стола, имеющим длину больще длины рабочей камеры, а нагревательное устройство снабжено механизмом подъема и опускания.
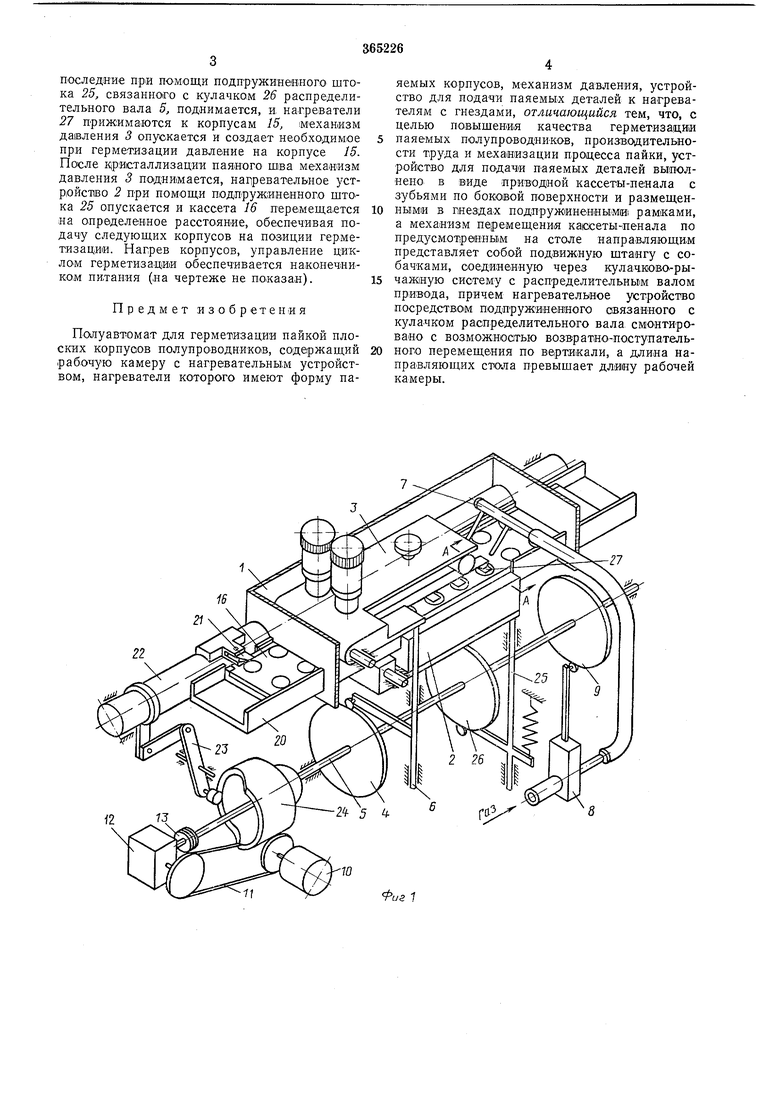
Такое выполнение полуа-вто-мата позволяет перемещаться нескольким кассетам одновременно, производить загрузку корпусов в кассеты и выгрузку их вне полуавтомата и независимо от цикла его работы, осуществлять автоматическую подачу корпусов на позицию герметизации. Все это сокращает перерывы между циклам1И герметизации, при1водит к повьвшению цроиз1водительности труда и качества герметизации паяемых полупроводников. Па фиг. 1 дан общий вид полуавтомата; на фиг. 2 - кассета; на фиг. 3 - разрез по А-Л на фиг. 1.
Полуавтомат состоит из укрепленной на столе (на чертеже не показан) рабочей камеры 1 с размещенными в ней нагревательным устройством 2, механизмом давления 3, связанным с кулачкол 4 распределительного вала 5 при помощи штака Ь, и коллектором 7 для наполнения газом камеры 1 через клапан 8, связанный с кулачком 9 распределительного вала 5, который приводится во вращение электродвигателем W через клиноременную передачу 11, редуктор 12 и муфту предельного момента 13.
Для фиксации крышек 14 корпусов 15 и возмолшости шагового перемещения кассета 16 выполнена в виде пенала с зубьями 17 на
боковой стороне, гнездами 18 и находящимися в них подпружиненными рамками 19. Кассета-пенал 16 с уложенными в ней корпусами 15 и крышками 14 вставляется в направляющие 20 стола и подхватывается собачками 21,
укрепленными на штанге 22, ко1торая совершает возвратно-поступательное движение при помощи рычажной системы 23, связанной с кулачком 24 распределительного вала 5. Когда кассета 16 по направляющим 20 в
1 доходит до нагревательного устройства 2,
последние при подпружинегапого штока 25, связанного с кулачком 26 распределительного вала 5, поднимается, и, нагреватели 27 прижимаются к корпусам 15, механизм давления 3 опускается и создает необходимое при герметизации давление на корпусе 15. После к)рясталлнзации паяного шва механизм давления 3 поднимается, нафевательное устройство 2 при помощи подпружиненного штока 25 опускается и кассета 16 пере|Меш,ается на определенное расстояние, обеспечивая подачу следуюпхих корпусов на позиции герметизации. Нагрев корпусов, управление циклом герметизации обеспечивается наконечником питания (на чертеже не по.казан).
Предмет изобретения
Полуавтомат для герметизации пайкой плоских корпусов полупроводников, содержащий рабочую камеру с нагревательным устройством, нагреватели которого имеют форму паяемых корпусов, механизм давления, устройство для подачи паяемых деталей к нагревателям с гнездами, отличающийся тем, что, с целью повышения качества герметизадии
паяемых полупроводников, производительности труда и механизации процесса пайки, устройство для подачи паяемых деталей вьшолиено в виде приводной кассеты-пенала с зубьями по боковой поверхности и размещенными в гнездах подпружиненными рамками, а механизм перемещения кассеты-пенала по предусмотренным на столе направляющим представляет собой подвижную штангу с собачками, соединенную через кулачково-рычажную систему с распределительным валом привода, причем нагревательное устройство посредством подпружиненного связанного с кулачком распределительного вала, смонтировано с возможностью возвратно-поступательного перемещения по вертикали, а длина направляющих стола превышает длину рабочей камеры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для напайки кристаллов | 1973 |
|
SU451505A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ДЕТАЛЕЙ В ВАКУУМЕ | 1968 |
|
SU221859A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ СТАРТЕРОВ | 1972 |
|
SU326662A1 |
| Устройство для пайки | 1980 |
|
SU927428A1 |
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| ПОЛУАВТОМАТ ДЛЯ ПАЙКИ ОСТОВОВ РАДИАТОРОВ | 1973 |
|
SU408725A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ В ПЛАСТМАССОВОМ КОРПУСЕ | 1969 |
|
SU243075A1 |
| ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАНТОВОЙ ОБУВИ | 1970 |
|
SU264937A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |

фиг 2
