В процессе производства рантовой обуви неизбежно образование выступающий части но контуру следа обуви в результате скренления ранта с губой -стельки. Наличие неровности на поверхности подошвы ухудшает внешний вид обуви и вызывает преждевременный износ ее.
Технология обувного производства предусматривает выравнивание выступаюшей части путем заполнения следа прокладкой. Однако скрепление, включающее пришитую часть ранта, губу стельки, затяжную кромку заготовки и подноска, не обрабатывается.
Установлено, что прессование узла «рант - губа стельки обеспечивает плотное прИформование ранта к заготовке, выравнивает след обуви и способствует уменьшению износа подошвы.
Известен полуавтомат для обработки обуви, состоящий из смонтированных на станине вращающегося стола с закрепленными на нем носочным и пяточны.м упорами для колодки и головки с рабочим инструментом.
В оиисываемо.м полуавтомате, с целью улучшения качества обуви при прессовании узла «рант - губа стельки в качестве рабочего инструмента применен свободно вращающийся формующий конический роли-к, шарнирно закрепленный на подвижном в вертикальной плоскости стержне, приводимом в движение посредством рычажной системы от пневмоцилиндра.
Рычажная система может быть снабжена набором сменных грузовых щайб, служащих для прижатия ролика к изделию, а пневмоцилиндр предназначен лищь для подъема груза и отведения ролика от изделия.
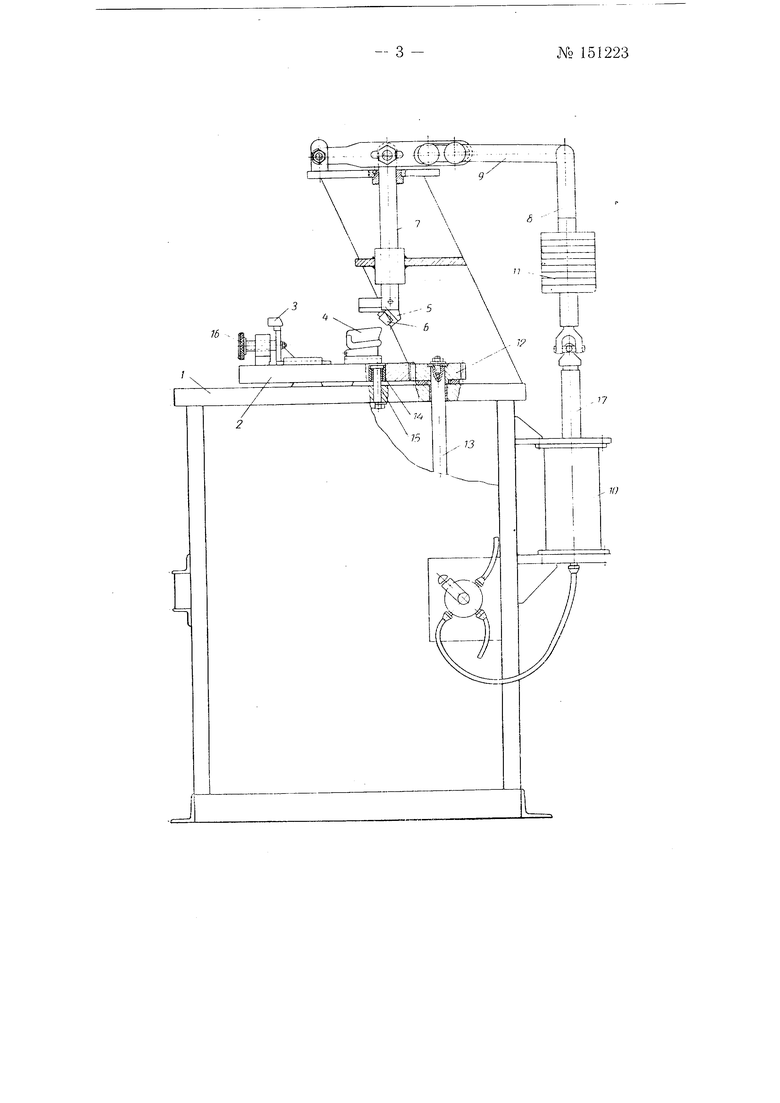
На чертеже схематично изображен полуавтомат.
NO 151223- 2 Полуавтомат состоит из смонтированных на станине / вращающегося стола (шестерни) 2, с закрепленными на нем носочным 5 и пяточным 4 упорами для колодки и головки 5 с рабочим инструментом, представляющим собой вращающийся формующий конический ролик 6, шарнирно закрепленный на подвижном в вертикальной плоскости стержне 7, приводимом в движение посредством рычажной системы, состоящей из рычагов S и Я от пневмоцилиндра 10.
Рычажная система снабжена набором сменных грузовых шайб П, прижимающих ролик 6 к обрабатываемому изделию. Пневмоцилиндр осуществляет подъем груза и отводит роли-к от изделия.
Вращающийся стол выполнен в виде фигурной полой шестерни 2, находящейся в зацеплении с ведущей щестерней 12, жестко закрепленной на вертикальном валу 13. Внутренний контур фигурной шестерни 2 расположен на одинаковом расстоянии от края и является копиром, обкатывающим втулку 14, вращающуюся на стационарно установленной оси 15. Контур фигурной шестерни соответствует усередненному контуру следа правой и левой полупары обуви.
Положение установленного на шестерне 2 носочного упора 3 обеспечивает обработку трех смежных размеров обуви. Носочный упор имеет возможность регулировки (при помощи винта 16) для установки его на определенный размер.
Для обработки обувь помещают следом вверх на упор 5 и 4 и приводят полуавтомат в действие. От электродвигателя (на чертеже не изображен) получает вращение вертикальный вал 13 вместе с ведущей шестерней 12, посредством которой получает вращение ведомая фигурная шестерня 2 с установленной на «ей обрабатываемой обувью. Одновременно включают Пневмоцилиндр 10, шток 17 которого шарнирно связан с рычагом 8, имеющим грузовые шайбы 11. При движении штока 17 пневмоцилиндра одновременно приводятся в движение рычаг 8 и шарнирно соединенный с ним рычаг 9 с подвижным вертикальным стержнем 7. При опускании стержня конический формуюший ролик 6, также опускается до соприкосновения его с обрабатываемой частью обуви. Благодаря грузу-шайбам 11 ролик 6 прижимается к изделию с определенным усилием и начинает вращаться на своей оси, осуществляя при этом прессование узла «рант - губа стельки. По окончании обработки ролик отводят от обуви при переключении направления движения п} евмоцилиндра 10.
Пред м ет изобретения
1.Полуавтомат для обработки обуви, состоящий из смонтированных на станине вращающегося стола с закрепленными на нем носочным и пяточным упорами для колодки и головки с рабочим инструментом, отличающийся тем, что, с целью улучшения качества обуви при прессовании узла «рант - губа стельки в качестве рабочего инструмента применен свободно врашающийся формующий конический ролик, шарнирно закрепленный на подвижном в вертикальной плоскости стержне, приводимом в движение посредством рычажной системы от пневмоцилиндра.
2.Полуавтомат по п. 2, отличающийся тем, что рычажная система снабжена набором сменных грузовых шайб, служащих для прижатия ролика к изделию, а Пневмоцилиндр предназначен лишь для подъема груза и отведения ролика от изделия.

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для формования пяточной части заготовки рантовой обуви | 1960 |
|
SU135362A1 |
| Способ пошива беззатяжной рантовой обуви | 1958 |
|
SU122412A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ КОЛОДКИ В ОБУВЬ, ФОРМОВАНИЯ И СУШКИ ГЕЛЕНОЧНОЙ ЧАСТИ ОБУВИ | 1965 |
|
SU170329A1 |
| Полуавтомат для формования и сушки носочной части заготовки рантовой обуви | 1959 |
|
SU125166A1 |
| Обувь рантового типа на платформе | 1954 |
|
SU99851A1 |
| Полуавтомат для изготовления двухслойной с отформованной губой стельки | 1954 |
|
SU100241A1 |
| Полуавтомат для накладки и крепления подошв на обуви | 1956 |
|
SU111432A1 |
| Полуавтомат для формования и сушки носочно-пучковой части заготовки обуви и ее затяжной кромки | 1961 |
|
SU143681A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Автомат для изготовления двухслойной с отформованной губой стельки | 1955 |
|
SU103706A1 |