Изобретение касается электротехнологии с нагревом токопроводных материалов в электроплите.
Целью изобретения является повышение качества нагрева деталей за счет сокращения стадии зажигания.
Способ осуществляется следующим образом.
Перед погружением в электролит деталь предварительно нагревают любым способом, затем погружают в электролит и замыкают электроцепь. После погружения детали вокруг нее образуется газопаровой слой за счет теплоотдачи, затем через деталь, электролит, омывающий ее газопаровой слой пропускается электрический ток, и деталь нагревается до требуемой температуры. Температуру предварительного нагрева выбирают в следующем интервале.
tкип + tохл - tэ < tнагр < tфаз,
где
tнагр - температура нагрева детали;
tкип - температура кипения электролита;
tохл - температура охлаждения детали за время, необходимое для транспортировки и погружения на глубину обработки от места нагрева до места электролитной обработки;
tэ - температура электролита;
tфаз - температура фазовых превращений металла детали, образования окислов на поверхности.
Пример 1. Нагревают стальной стержень (электрод) диаметром 2 мм под закалку. Материл стержня Сталь 40, поэтому нагрев следует вести до температуры 850 - 860oC, охлаждение проводят в том же электролите, в котором осуществляется нагрев. Температуру предварительного нагрева выбирают исходя из следующих ограничивающих факторов. Температура предварительного нагрева должна быть выше температуры кипения электролита (состав его: сода кальцинированная (Na2CO3) 18%, вода остальное. Если стержень будет нагрет ниже этой температуры, кипения электролита на его поверхности не происходит, что не способствует образованию газопарового слоя на его поверхности. Необходимо дать запас нагрева на температуру tохл для компенсации охлаждения стержня при переносе и погружении в электролит. Эта температура связана с теплообменом между стержнем и окружающей средой. Стержень переносится в помещение, где установлена ванна с электролитом. Поэтому с достаточной степенью точности этот запас определяется так: если температура воздуха в помещении tо.с. ниже температуры электролита или равна, то tохл = tэ - tо.с. + tэ, если температура воздуха в помещении выше температуры электролита или равна, то tохл = tас. Обычно температура воздуха в помещении tо.с. = 20oC, отсюда tохл = 20oC и tнагр ≥120oC.
Нецелесообразно осуществлять нагрев выше 500oC, так как при этой температуре на поверхности стержня образуется окалина. При нагреве выше 220oC с доступом воздуха на поверхности стальных деталей появляются цвета "побежалости" от соломенно-желтого при 220oC до синего при 300oС. На поверхности предварительно нагретого тела, помещенного в воду температурой 20oC, идет пузырчатое кипение при температуре 100 - 400oC.
Учитывая все эти факторы назначают оптимальную температуру предварительного нагрева 200oC. После нагрева стержень помещают в электролит.
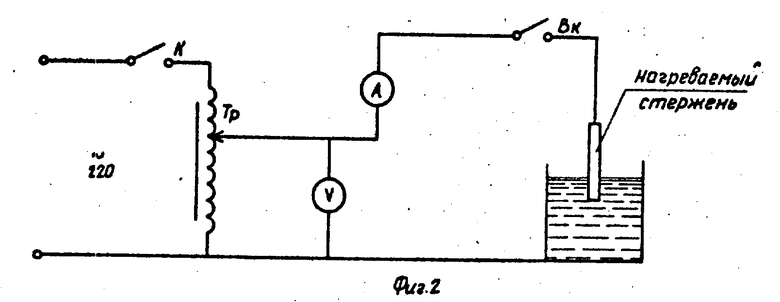
При погружении в электролит на поверхности его образуется газопаровая рубашка, идет кипение электролита. Процесс кипения сопровождается изменением площади контакта между электролитом и поверхностью стержня, контакт между электролитом и поверхностью стержня прерывается. В это время включается постоянный технологический ток, стержень - анод, ванна - катод (см. фиг.1). При прохождении его через электролит, газопаровой слой и деталь прерывание контакта за счет кипения обуславливает появление искровых разрядов и колебание тока в цепи.
Дальнейший разогрев стержня происходит за счет искровых разрядов, проходящих через газопаровой слой.
Образование газопарового слоя за счет предварительного нагрева до 200oC снижает значение силы тока и напряжения технологического тока, необходимые для осуществления нагрева в электролите без предварительного нагрева на 15%.
Этот же стержень нагревают при подключении к источнику переменного тока (см. фиг. 2). Температуру предварительного нагрева устанавливают такую же. Сравнивают значения минимального напряжения, необходимого для осуществления нагрева стержня при его погружении в содовый электролит на глубину 5 мм. При электролитном нагреве без предварительного нагрева процесс начинают осуществлять при напряжении технологического тока в 140 B, при электролитном нагреве с применением предварительного подогрева, процесс начинают при напряжении технологического тока 120 В.
Пример 2. Нагревают медную проволоку диаметром 2,5 мм (электрод) до температуры плавления 1083,2oC с целью получения на конце стержня сферического утолщения.
Температуру предварительного нагрева выбирают из следующих ограничивающих факторов:
1) она должна быть выше температуры кипения электролита, состоящего из 15% (NaCl) соли поваренной и 85% воды;
2) она должна быть ниже температуры образования окислов меди, появляющихся при нагревании до красноты;
3) она должна быть в пределах 100 - 400oC, т.к. в этом интервале идет пузырчатое кипение на поверхности нагретого и охлаждаемого в воде тела;
4) она должна обеспечить запас тепла на температуру tохл - для компенсации охлаждения стержня при переносе и погружении в электролит.
Этим требованиям удовлетворяет любая температура нагрева в интервале 120 - 400oC. Нагрев осуществляют в пламени газовой горелки до 200 - 300oC.
После нагрева проволоку помещают в электролит.
При погружении в электролит на поверхности проволоки образуется газопаровой слой, через который проходит переменный технологический ток. При его прохождении происходит дальнейший разогрев проволоки при силе тока 0,9 А и напряжении 160 В. С образованием на конце проволоки сферического утолщения процесс нагрева прекращают.
Применение предложенного способа позволяет вести одностадийный процесс нагрева, исключая стадию зажигания, т.к. при погружении уже нагретой детали сразу образуется газопаровой слой.
Авторское свидетельство СССР N 643542, кл. C 21 D 1/44, 1976.
Авторское свидетельство СССР N 168315, кл. C 21 D 1/04, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2725441C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В ЭЛЕКТРОЛИТНОЙ ПЛАЗМЕ | 1991 |
|
RU2009212C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНОГО ИЗДЕЛИЯ С ЭЛЕКТРОЛИТНЫМ НАГРЕВОМ | 2012 |
|
RU2572663C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ В ЭЛЕКТРОЛИТНОЙ ПЛАЗМЕ | 1992 |
|
RU2009213C1 |
| Способ нагрева заготовок, деталей и изделий в электролите и устройство для осуществления способа | 1958 |
|
SU116223A1 |
| Устройство для электролитно-плазменного нагрева проволоки | 1986 |
|
SU1397504A1 |
| Установка для термической обработки металлических изделий | 1986 |
|
SU1425220A1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2023 |
|
RU2820693C1 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛЫ | 1998 |
|
RU2138564C1 |
| СПОСОБ КОНТРОЛЯ СОСТАВА ЭЛЕКТРОЛИТА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА И ЩУП | 1993 |
|
RU2039131C1 |
Изобретение относится к способу нагрева деталей в электролите. Цель изобретения - повышение качества нагрева деталей за счет исключения стадии зажигания. Газопаровой слой получают теплоотдачей, для чего деталь перед погружением в электролит предварительно нагревают, при этом температуру предварительного нагрева детали определяют в следующем интервале tкип + tохл - tэ < tнагр < tфаз, где tнагр - температура нагрева детали; tкип - температура кипения электролита; tохл - температура охлаждения детали за время, необходимое для транспортировки и погружения на глубину обработки от места нагрева до места электролитной обработки; tэ - температура электролита; tфаз - температура фазовых превращений металла детали, образования окислов на поверхности. Затем деталь помещают в электролит, вокруг детали сразу образуется газопаровой слой, пропускается ток и ведется нагрев, т.е. происходит одностадийный нагрев. 2 ил.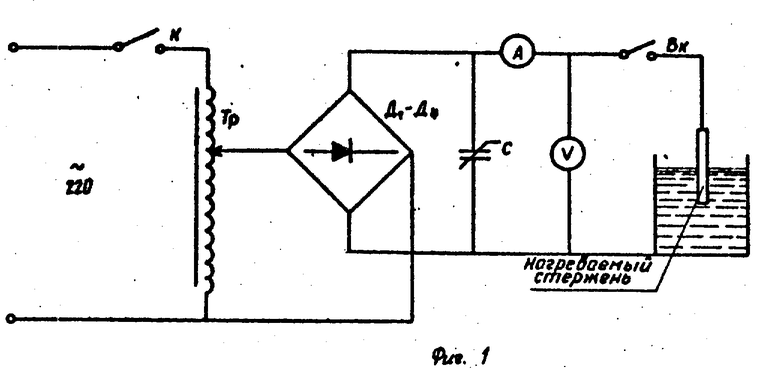
Способ нагрева детали в электролите, включающий погружение детали в электролит, замыкание электроцепи, отличающийся тем, что, с целью повышения качества нагрева за счет сокращения стадии зажигания, деталь перед погружением в электролит предварительно нагревают до температуры, ограниченной температурным интервалом
tо х л + tк - tэ < tн а г р < tф а з
где tн а г р - температура нагрева детали;
tк - температура кипения электролита;
tо х л - температура охлаждения детали за время, необходимое на транспортировку и погружение на глубину обработки от места нагрева до места электролитной обработки;
tэ - температура электролита;
tф а з - температура фазовых превращений металла детали, образования окислов на поверхности.
