Существенным недостатком нагрева изделий в электролите является неравномерное распределение тока по поверхности изделия, что приводит к перегреву и даже оплавлению острых кромок. Применение в установках экранирования устраняет этот недостаток, но снижает к.п.д. нагрева и усложняет конструкцию установок, а также не предотвращает перегрева концов стержней при погружении их на длину более трех диаметров.
Предлагаемый способ нагрева заготовок, деталей и изделий в электролите устраняет указанные недостатки. Он предусматривает поточный нагрев изделий в электролите; постепенное погружение изделия в электролит, которое позволяет возбуждать процесс при малых мощностях источника тока и создает благоприятные условия для форсированного нагрева при постепенном увеличении силы тока; расположение изделий под малым углом к поверхности электролита, что дает возможность нагревать его с заранее выбранного участка и постепенно распространять область нагрева к острым кромкам, исключая их перегрев. Это достигается применением в устройстве вращающейся электролитной ванны в виде цилиндрического резервуара, вместе с которой перемещаются изделия; сменной обечайки с контактными гнездами, в которые укладываются изделия по радиусу к оси ванны и под некоторым углом к стенке ванны; винтового домкрата; осуществляющего наклон ванны поворотом ее относительно оси червяка электропривода вращения ванны и устанавливающего этим уровень электролита в ванне под определенным углом.
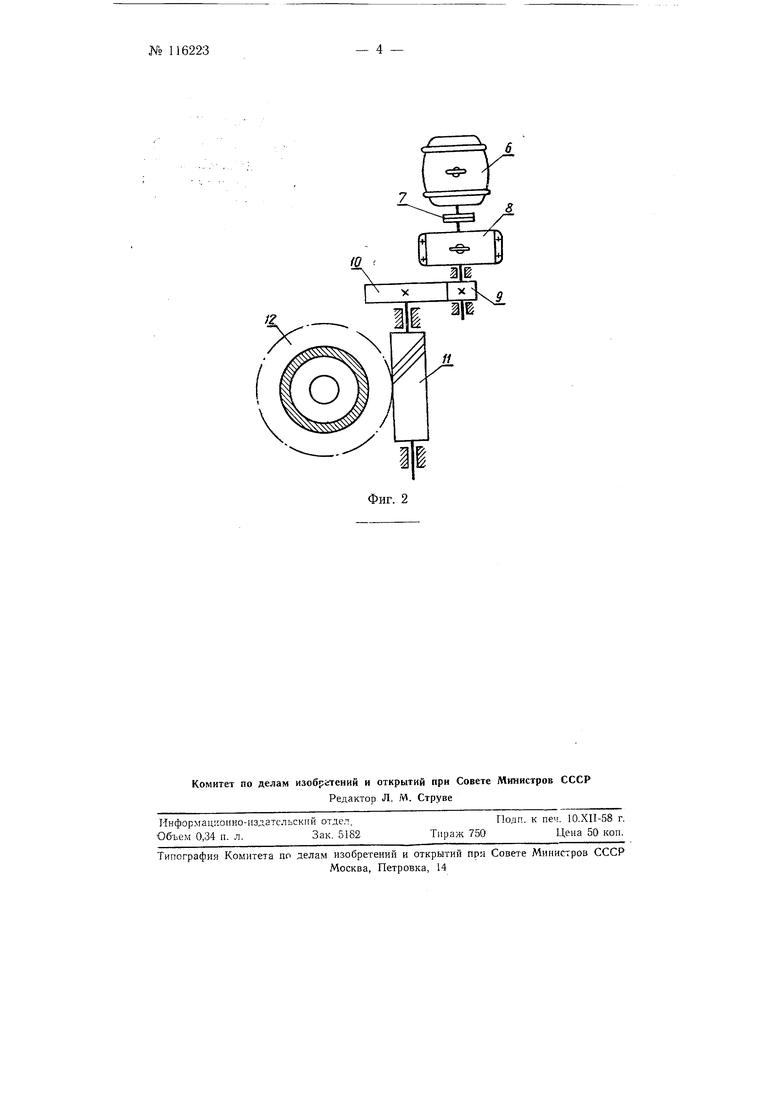
На фиг. I показана схема устройства для нагрева заготовок, деталей и изделий в электролите; на фиг. 2 - схема привода вращения электролитной ванны.
Устройство состоит из следующих узлов: основной ванны 1, коллектора 2, домкрата 5, дополнительной ванны 4, насоса 5 и электропривода вращения основной ванны, включающего в себя электродвигатель 6, муфту 7, редуктор 8, сменные щестерни 9 и W и червячную пару 11 и 12.
Ny 116223
Основная ванна / представляет собой цилиндрический резервуар со съемной обечайкой 13, имеющей контактные гнезда 14 для размещения нагреваемых изделий, которые укладываются по радиус} к оси ванны / и наклонены к стенке ванны под некоторым углом. Ванна / заполняется электролитом (7-12%-ный водный раствор К2СОз или NaCl), может поворачиваться относительно оси червяка 11 на угол +10°, -15° домкратом 3 и вращаться вокруг своей оси.
Вращение ванны осуществляется от электродвигателя 6 через редуктор 8, сменные шестерни 9 и 10 и червячную пару 11 и 12.
Для перемешивания электролита предусмотрены дополнительная занна 4 и узел насоса 5.
Установка питается от генератора постоянного тока напряжением 220 в.
Изделия являются катодом и соединены с генератором через коллектор 2, а основная ванна / является анодом.
Нагрев заготовок, деталей и изделий производится следующим образом.
Уложенные в гнезда 14 обечайки 13 изделия перемещаются вместе с ванной /, делающей 0,125-0,5 об/мин. За счет наклона ванны / изделия п)и ее вращении постепенно погружаются в электролит. В момент соприкосновения изделия с электролитом, благодаря электролизу раствора и тепловому действию тока, в течение небольшого промежутка времени на участке контакта возникает сплошной водородный слой. Через него непрерывно проходят микроразряды, являющиеся причиной нагревания поверхности изделия. Дальнейшее погружение изделия в электролит приводит к интенсивному разогреву необходимого объема детали. Такой режим погружения обеспечивает снижение плотности тока и равномерную нагрузку генератора. Соответствующим наклоном изделия к уровню электролита обеспечивается разогревание его от середины к торцу, что устраняет перегрев острых кромок.
Ток к изделию подводится непосредственно перед контактом последнего с электролитом и отключается после выхода из электролита. Это осуществляется скольжением щетки 15 от каждого изделия по секторам коллектора 2. Нагрев изделий происходит нормально при температуре электролита 40-60°. Так как тонкий поверхностный слой нагревается до больщей температуры, предусмотрен слив электролита через втзлку 16 в дополнительную ванну 4. Неремешанный электролит из дополнтельной ванны 4 насосом 5 по трубопроводу перекачивается в основную ванну 1. Регулировка уровня электролита осуществляется перемещением втулки 16 вдоль оси ванны /.
Съем и ук чадка изделий производится одним рабочим в секторе поворота ванны, где изделия обесточены; укладка осуществляется по регулируемому упору на требуемую длину. Производительность установки зависит от двух факторов: числа одновременно нагреваемых изделий и мощности источника питания током.
При нагреве цилиндрических стержней диаметром 14 мм, длиной 42 мм и мощности генератора тока 20 кет, число нагреваемых деталей в час составит 600 шт., т. е. одновременному нагреву подвергается 10 заготовок Б минуту.
Предмет изобретения
1. Способ нагрева заготовок деталей и изделий в электролите, отличающийся тем, что, с целью снижения мощности тока на возбуждение процесса нагрева, изделия, находящиеся под током, постепенно погружают в электролит.
2.Способ по п. 1, отличающийся тем, что, с целью устранения иерегрева острых кромок, изделие расиолагают иод малым углом к иоверхности электролита таким образом, что вначале нагревают более массивные его части, а затем постепеино распростраияют область нагрева к острым кромкам.
3.Устройство для осуществления способа по и. 1, отличающееся тем, что, с целью обеспечения производства поточного нагрева изделий в электролите, в нем применена вращающаяся электролитная ванна в виде цилиндрического резервуара, вместе с которой перемещаются изделия.
4.Устройство по и. 3, отличающееся тем, что, с целью обеспечения иостеиеиного погружения изделия в электролит, в нем применен винтовой домкрат, осуществляющий наклон ванны поворотом ее относительно оси червяка электропривода вращения ванны и устанавливающим этим уровень электролита в ванне под определенным углом.
5.Устройство по п. 3, отличающееся тем, что, с целью обеспечения расположения изделий под малым углом к поверхности электролита, в ванне применена сменная обечайка с контактными гнездами, в которые укладываются изделия по радиусу к оси ванны иод некоторым углом к стенке ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нагрева заготовок в электролите | 1959 |
|
SU133481A1 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ НАГРЕТЫХ ПРОТЯЖНЫХ ИЗДЕЛИЙ | 1972 |
|
SU349736A1 |
| Устройство для электролитической сварки стержней в стык | 1960 |
|
SU134784A1 |
| Устройство для сварки проводов в электролите | 1960 |
|
SU143939A1 |
| УСТРОЙСТВО для ПРЕРЫВАНИЯ СТРУИ ЭЛЕКТРОЛИТА | 1972 |
|
SU337436A1 |
| Установка для нагрева в электролите | 1973 |
|
SU580237A1 |
| УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВКИ ПОД СЛОЕМ ЭЛЕКТРОЛИТА | 1970 |
|
SU282380A1 |
| УСТРОЙСТВО для НАГРЕВА ДЕТАЛЕЙ В ЭЛЕКТРОЛИТЕ | 1969 |
|
SU254545A1 |
| Установка для местного нагрева стержней в электролите | 1973 |
|
SU511355A1 |
| Установка для термической обработки металлических изделий | 1986 |
|
SU1425220A1 |

/4
7 f
Ю .
