11
Изобретение относится к черной металлургии, а именно к обработке металлов давлением, и может быть использовано при холодной прокатке полос на непрерывных прокатно-дресси- розочных станах.
Целью изобретения является снижение энергозатрат и расширение сортамента.
Способ состоит в том, что величину обжатия во второй клети выбирают а соответствии с уравнением:
1
0,4 +0,09 -0,015, 15
i
(1)
где fy- суммарное обжатие; f, f. - коэффициенты трения в первой и второй клетях соответственно;
Rj - радиус рабочего валка второй клети, мм; ho - исходная толщина полосы
(подката), мм.
Методика исследований влияния распределения обжатий по клетям (проходам) на энергозатраты при прокатке заключается в последовательном делении вида связи уравнения.
с с/ fF f - j Ч ь„ R/
(2)
где j - обжатие, соответствующее
минимуму суммарной энергии деф.
Решение задачи достигается поэтапным проведением экспериментов. На первом этапе определяют зависимость 2 неизменных остальных параметрах. Во второй серии опытов
R
определяют влияние
на посредством прокатки образцов разной толщины. В третьей серии опытов изменяют условия трения по клетям (проходам).
На втором этапе исследований методом планированного эксперимента определяют многофакторную связь „ в функции параметров прокатки.
Экспериментальная модель зависимости Ej строится в виде функциональной связи:
i, ;
(3)
Разложив в ряд и ограничившись его первым членом, искомую зависимость представляют выражением:
2 с„а
d (А)
Логарифмирование приводит к поли- ному первой степени, позволяющему постановку полного классического факторного эксперимента:
,x,+bjX2+b3X3 где 1 - функция отклика;
(5)
- варьируемые факторы в закодированном виде
- i 1 о
1ьх,1п а; X 1п Ь; х 1п d
X.
- нулевая точка и интервал
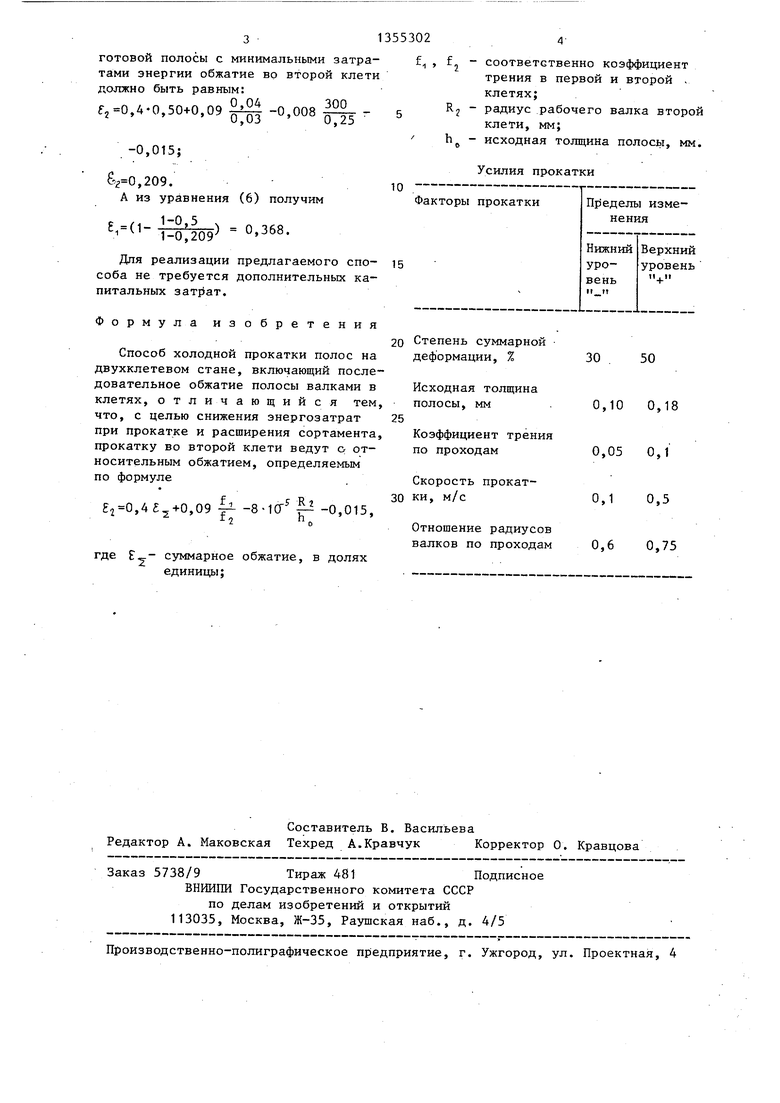
варьирования фактора; Ь; - коэффициент регрессии. Прокатку проводят на стане с диаетром валков 150, 200, 250 мм. Условия прокатки приведены в таблице.
Для определения оптимального с точи зрения затрат энергии распределения обжатий по клетям необходимо поль- зоваться уравнением (1), с помощью которого определяют величину относительного обжатия во второй клети при заданной суммарной степени деформации. Величину частотного относительного обжатия в первой клети находят по
уравнению:
с- -п -
1-F 2
(6)
Как видно из уравнения (1), распределение обжатий по клетям зависит от суммарного обжатия, условий трения по клетям и исходной толщины поосы.
Предлагаемый способ можно реализовать на двухклетевых станах, предназначенных для производства тонкой
D
стальной полосы (при т- 600 о-2000 и более).
Например, для получения, тонкой стальной полосы с требуемыми свойствами из подката толщиной ,23 мм суммарное обжатие (г) должно быть равным 50%. Диаметр рабочего валка второй клети равен 600 мм, -а коэффициент трения по клетям соответственно равен: для первой - 0,04; для второй - 0,03. Тогда для получения
ГОТОВОЙ полосы с минимальными затра- f , f - соответственно коэффициент тами энергии обжатие во второй клетитрения в первой и второй должно быть равным:клетях;
f, 0,4-0,50+0,09 MI -0,008 - 5 г Радиус рабочего валка второй 0,25клети, мм;
f o исходная толщина полосы, мм. -0,015;
Усилия прокатки ,209.10
А из уравнения (6) получимФакторы прокатки
Пр)еделы изменения
-1 0 3 «Для реализации предлагаемого спо- 15 соба не требуется дополнительных капитальных .
Формулаизобретения
Способ холодной прокатки полос на двухклетевом стане, включающий последовательное обжатие полосы валками в клетях, отличающийся тем, что, с целью снижения энергозатрат
при прокатке и расширения сортамента. прокатку во второй клети ведут Q от- носительным обжатием, определяемым по формуле
,4 +0,09 1 -8-10 -0,015,
где f-c- суммарное обжатие, в долях единицы;
Составитель В. Васильева Редактор А. Маковская Техред А.Кравчук Корректор 0. Кравцова
Заказ 5738/9 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Пр)еделы изменения
Верхний уровень
30
50
деформации, % Исходная толщина полосы, мм
Коэффициент трения по проходам
Скорость прокат- ки, м/с
Отношение радиусов валков по проходам
0,100,18
0,050,i
0,10,5
0,60,75
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ РУЛОННОЙ СТАЛИ | 2008 |
|
RU2375468C1 |
| Способ холодной прокатки полос на двухклетевом стане | 1988 |
|
SU1540880A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 2006 |
|
RU2332270C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ НАГАРТОВАННОЙ СТАЛИ | 2008 |
|
RU2369456C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2003 |
|
RU2238809C2 |
| Способ холодной прокатки полос на непрерывном стане | 1988 |
|
SU1600870A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ РУЛОННОЙ НАГАРТОВАННОЙ СТАЛИ ДЛЯ ОЦИНКОВАНИЯ | 2009 |
|
RU2402391C1 |
| Способ управления многоклетевым прокатным станом | 1989 |
|
SU1696027A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при холодной прокатке полос на непрерывном двухклетевом прокатно-дрессировочном стане. Цель изобретения - снижение энергозатрат при прокатке и расширение сортамента. Способ состоит в деформации полосы из малоуглеродистой стали при повторной холодной прокатке на двухклетевом стане с относительным обжатием во 2-й клети, определяемым из уравнения ,, - - B-IO - Rj/hj, - 0,015, где суммарное обжатие; f, 2 соответст- . веяно коэффициент трения в первой и второй клетях; R 2. радиус рабочего валка второй клети, мм; hp - исходная толщина полосы, мм. Способ позволяет прокатывать полосы толщиной до 0,12 мм. € (Л оо ел сд со о to
| Химич Г.Л | |||
| и др | |||
| Оптимальная производительность станов холодной прокатки | |||
| М.: Металлургия, 1970, с | |||
| Русская печь | 1919 |
|
SU240A1 |
