Изобретение относится к черной металлургии, в частности к обработке металлов давлением, и может быть использовано при холодной прокатке полос на двухклетевых станах.
Целью изобретения является повышение качества полос.
Способ включает последовательное обжатие полос валками обеих клетей, а прокатку в первой клети ведут с относительным обжатием в соответствии с уравнением
, + 3)2Qo,n (1)
К q
где Q - количество прокатанного металла с начала кампании рабочих валков, т;
R - исходная шероховатость рабочих валков первой клети, мкм,
Изменение обжатия в первой клети в зависимости от количества прокатанного металла с начала кампании валков и от исходной шероховатости рабочих валков первой клети позволяет поддерживать в данной клети постоянный тепловой профиль рабочих валков, и следовательно, обеспечит устойчивое ведение процесса прокатки.
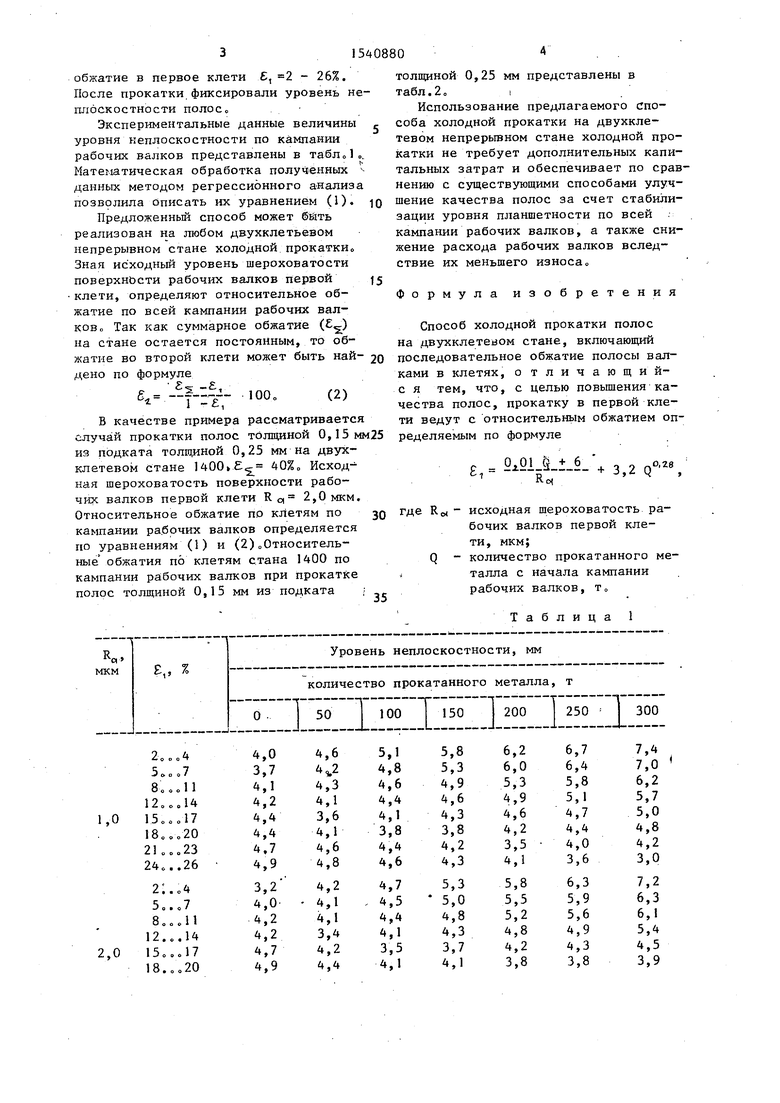
Для определения функциональной зависимости относительного обжатия, обеспечивающего получение готовой продукции с требуемым уровнем планшетности по всей кампании рабочих валков, от количества прокатанного металла и исходной шероховатости рабочих валков первой клети проведены исследования на двухклетевом стане 1400. Шероховатость рабочих валков первой клети составляла ,0; 2,0; 3,0 мкм. Кампания рабочих валков 300 т. Требуемый уровень не более 4,0 ммо Выбранные исходные данные соответствуют условиям эксплуатации двухклетевых прокатных станов. При проведении экспериментов задавали: количество прокатанного металла О 0; 50; 100; 150; 200; 250 и 300 т;
(Я
ел
4 О 00
оо
обжатие в первое клети Б, 2 - 26%. После прокатки фиксировали уровень неплоскостности полос„
Экспериментальные данные величины уровня неплоскостности по кампании рабочих валков представлены в табл01о Математическая обработка полученных данных методом регрессионного анализа позволила описать их уравнением (1).
Предложенный способ может быть реализован на любом двухклетьевом непрерывном стане холодной прокатки0 Зная исходный уровень шероховатости поверхнЬсти рабочих валков первой клети, определяют относительное обжатие по всей кампании рабочих валков Так как суммарное обжатие (Е) на стане остается постоянным, то обжатие во второй клети может быть най- дено по формуле
,
100
(2)
1 -Ј,
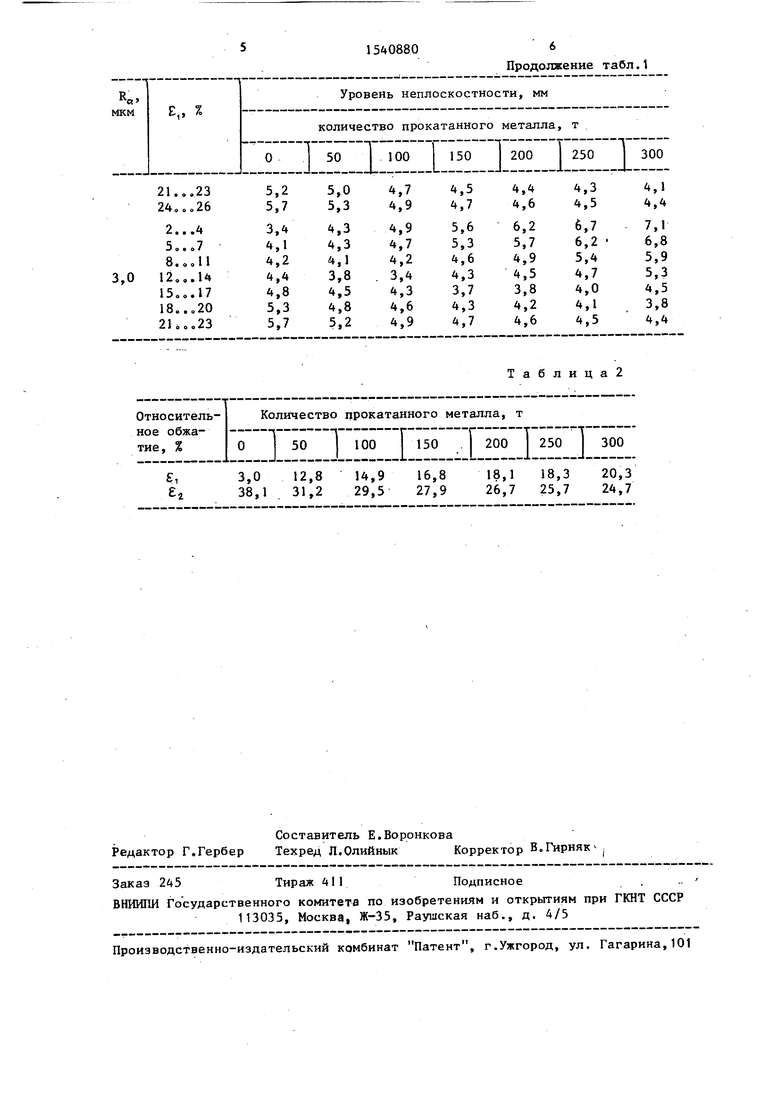
В качестве примера рассматривается случай прокатки полос толщиной 0,15мм из подката толщиной 0,25 мм на двух- клетевом стане 40%„ Исходная шероховатость поверхности рабочих валков первой клети R 2,0 мкм.
Относительное обжатие по клетям по кампании рабочих валков определяется по уравнениям (1) и (2)„Относительные обжатия по клетям стана 1400 по кампании рабочих валков при прокатке полос толщиной 0,15 мм из подката
5
толщиной 0,25 мм представлены в табл,2с i
Использование предлагаемого способа холодной прокатки на двухкле- тевом непрерывном стане холодной прокатки не требует дополнительных капитальных затрат и обеспечивает по сравнению с существующими способами улучшение качества полос за счет стабилизации уровня планшетности по всей кампании рабочих валков, а также снижение расхода рабочих валков вследствие их меньшего износа„
Формула изобретения
Способ холодной прокатки полос на двухклетевом стане, включающий последовательное обжатие полосы валками в клетях, о тличающий- с я тем, что, с целью повышения качества полос, прокатку в первой клети ведут с относительным обжатием определяемым по формуле
с . з 2 о° 28 tl Re, Q
где RO исходная шероховатость рабочих валков первой клети, мкм;
Q - количество прокатанного металла с начала кампании рабочих валков, т„
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2312721C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2012 |
|
RU2493924C1 |
| Способ регулирования процесса холодной прокатки полос в валках с шероховатой поверхностью | 1980 |
|
SU969339A1 |
| Способ прокатки полосового металла в многоклетевом стане | 1985 |
|
SU1297956A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2006 |
|
RU2315118C1 |
| Способ горячей прокатки полос | 1985 |
|
SU1268218A1 |
| Способ холодной прокатки | 1989 |
|
SU1643128A1 |
| Способ холодной прокатки полос на двухклетевом стане | 1986 |
|
SU1355302A1 |
| Способ регулирования процесса холодной прокатки полос на непрерывном стане в валках с шероховатой поверхностью | 1991 |
|
SU1780885A1 |
| Способ производства холоднокатаных полос | 1983 |
|
SU1093369A1 |
Изобретение относится к области черной металлургии, в частности к обработке металлов давлением. Цель изобретения - повышение качества полос. Способ холодной прокатки в первой клети ведут с относительным обжатием в соответствии с уравнением. Способ позволяет получить прокат с требуемым уровнем планшетности на протяжении всей кампании рабочих валков. 2 табл.
,0
,0
о о о Н
J О Q О
8„«Л1 12„оо14 15...17 18...20 2 К „ о 23 24о..26
2;.о4
| Способ холодной прокатки полос на двухклетевом стане | 1986 |
|
SU1355302A1 |
