11355325
Изобретение относится к обработке металлов давлением и может быть ис-г пользовано для изготовления инструмента для закатки днип; баллонов, пред-j чения герметичности баллона.
Благодаря тому, что в пер части днища, закатанного пре мым роликом, создается оптим утолщение металла, возможно
назначенных для хранения и транспортировки сжатых, сжиженных и растворенных газов под высоким давлением.
Цель изобретения - снижение расхода металла за счет сокращения длины заготовки под обкатку.
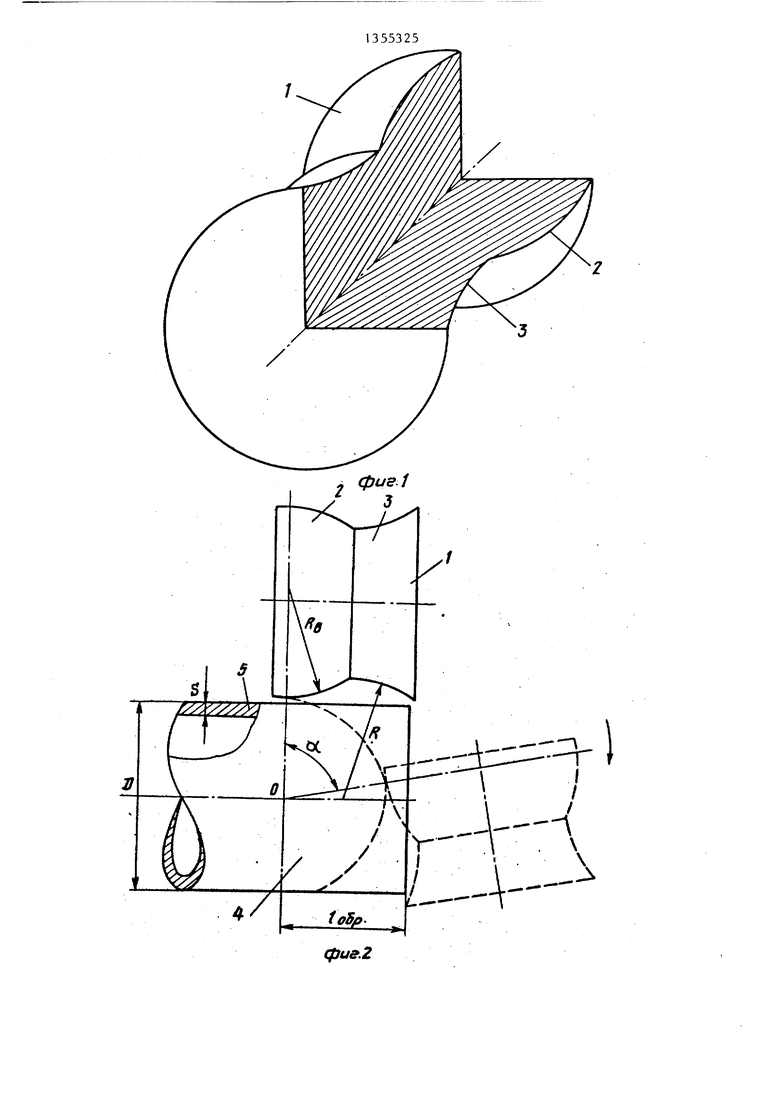
На фиг.1 изображен предлагаемый ролик для закатки днищ баллонов, общий вид; на фиг.2 - конструкция ролика и схема закатки днища баллона.
Ролик 1 для закатки днищ баллонов имеет сопряженные между собой радиусные выпукльм и вогнутый участки 2 и 3, радиус Rg кривизны образующей выпуклого участка 2 составляет 0,7 - 1,0 от радиуса R кривизны образующей вогнутого участка 3.
Закатку днища 4 на заготовке 5 роликом 1 осуществляют после нагрева длины обрабатываемой заготовки (ipBo ) за один рабочий ход - поворот инструмента относительно оси О - центра вращения поворотного суппорта машины на угол ot : 80 (суппорт на фиг. 2 не показан). .
С начального момента и до окончания закатки выпуклым участком 2 ролика 1 деформируют периферийную часть, а вогнутым участком 3 - торцовую часть заготовки 5. По мере формования днища 4 в периферийной его части увеличиваются растяги ваюи(ие, а в торцовой - сжимающие напряжения в металле, что создает рациональное его распределение вдоль образующей днища 4. При этом в периферийной части днища 4 величина коэффициента утолщения стенки Kg может не превьшать 1,1, а в центральной части (в месте стыка
кромок заготовки) К, 1,5 - 1,6. Такое утолщение в центральной части днища необходимо создать-для обеспеБлагодаря тому, что в периферийной части днища, закатанного предлагаемым роликом, создается оптимальное утолщение металла, возможно уменьшение длины заготовки при изготовлении баллона в среднем на 0,12 D.
Экспериментальное исследование процесса закатки днищ баллонов предлагаемым и известным роликами проводилось на трубчатых заготовках из
углеродистой стали с наружным диаметром 100 мм и толщиной стенки 2,85; 4,0; 6,67 мм.
Образующие выпуклого участка 2
ролика 1 представляли собой дугу окружности с радиусами 38,5; 41,0; 60,0; 67,0 и 80 мм, а образующая вогнутого участка 3 представляла собой дугу окружности с радиусом 67 мм.
Наружный диаметр ролика бып равен 100 мм.
Исследования показали, что при
Вб R
меньшая (на 5 мм) длина заготовки под закатку днища при неизменном качестве получаемого закатанного днища.
соотношении
0,7-1,0 требуется
Формула изобретения
Ролик для закатки днищ баллонов, имеющий сопряженные между собой ра-, диусные выпуклый и вогнутый участки рабочей поверхности, отличающийся тем, что, с целью снижения расхода металла за счет сокращения длины заготовки под обкатку, /радиус кривизны образующей выпуклого участка равен 0,7 - 1,0 радиуса кри- 45 |Визны образующей вогнутого участка.
tffSfl- фиг,2

| название | год | авторы | номер документа |
|---|---|---|---|
| Интрумент для закатки днищ баллонов | 1990 |
|
SU1754297A1 |
| Способ изготовления полых осесимметричных деталей | 1986 |
|
SU1412840A1 |
| Инструмент для закатки горловин баллонов | 1990 |
|
SU1729665A1 |
| Ролик для закатки горловин баллонов | 1978 |
|
SU751476A1 |
| Устройство для закатки горловин баллонов | 1990 |
|
SU1771854A1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСУДОВ | 2007 |
|
RU2354483C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Машина для закатки труб | 1987 |
|
SU1423221A1 |
| ВОГНУТАЯ ТОРЦЕВАЯ КРЫШКА БАНКИ | 2017 |
|
RU2731858C2 |
Изобретение относится к инструменту - ролику для давильной обработки концов труб при-изготовлении днищ баллонов и позволяет снизить расход металла заготовки. Для достижения этой цели ролик, имеющий радиусные выпуклый и вогнутый участки рабочей поверхности, сопряженные между собой, вьтолнен с радиусом кривизны образующей выпуклого участка, составляющим 0,7 - 1,0 радиуса кривизны образующей вогнутого участка. Такое выполнение ролика увеличивает (при давил.ь- ной обработке с поворотом ролика) осевое течение металла заготовки и позволяет тем самым уменьшить длину закатываемого участка заготовки. 2 ил.
| Ролик для закатки горловин баллонов | 1978 |
|
SU751476A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
