кг
00 N|
Изобретение относится к обработке металлов давлением, в частности к изготовлению полых осесимметричных деталей из листового материала типа днищ резервуаров.
Цель изобретения - повышение качества деталей путем исключения гофрирования на кольцевом участке и коробления сферичес- 1 сой части.
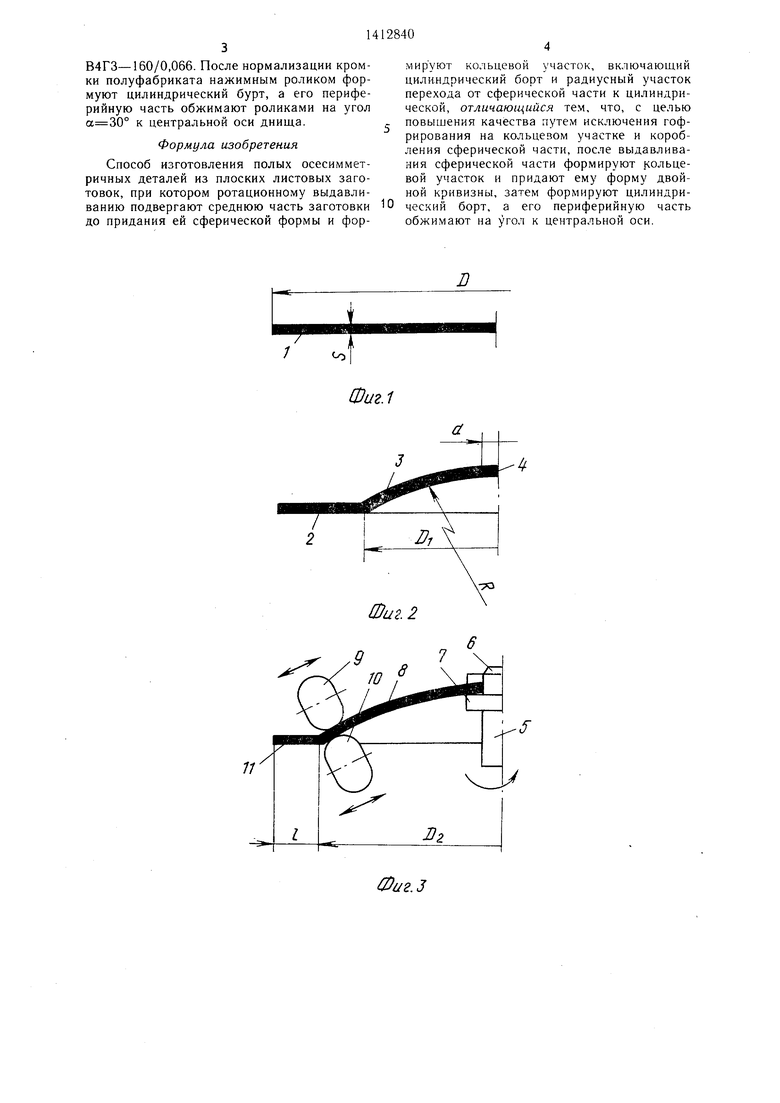
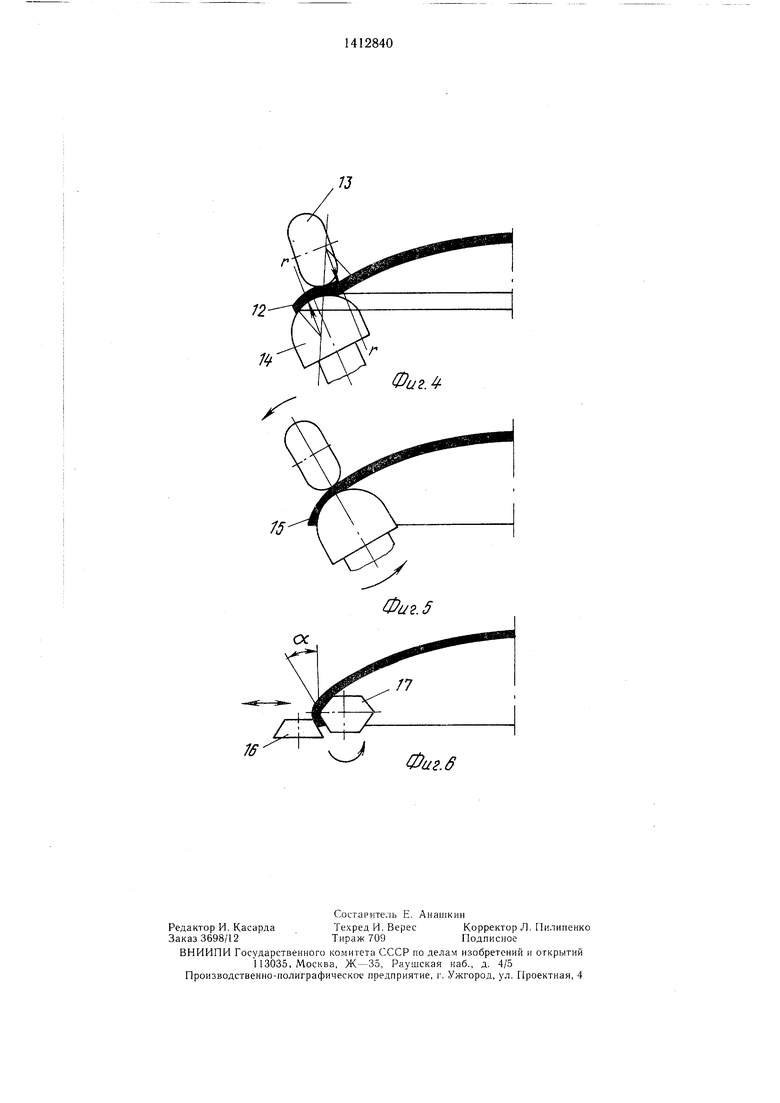
На фиг. 1 изображена исходная загс- foBKa; на фиг. 2 - полуфабрикат с отформованной сферической центральной jiacTbro; на фиг. 3 - полуфабрикат С обкатанной криволинейной частью днища; На фиг. 4 - предварительно отформован- Иый периферийный участок двойной кривиз- ы; на фиг. 5 - схема закатки борта |анища; на фиг. 6 - схема обжима кром- |ки борта.днища.
i Способ изготовления деталей осущест- Ьляется следующим образом. Круглую заготовку 1 из листа получают одним из известных способов, например, ;Вырезкой на дисковых ножницах. Полуфаб- |рикат 2, имеющий криволинейную часть 3 ic пробитым центральным отверстием 4,щтам- пуют на гидравлическом прессе из листо- : вой заготовки 1, для чего последнюю устанавливают вертикально на пресс и в щтам- пе совмещенного действия формуют центральную часть полуфабриката и в нем пробивают технологическое отверстие 4.
Затем полуфабрикат устанавливают на свободно вращающийся щпиндель 5 обкатной машины. Прижимают планшайбой 6 предварительно отштампованную сферическую часть 3 к кольцевому бурту 7, выполненному на оси шпинделя 5, и обкатывают криволинеуню часть полуфабриката 8 нажимным роликом 9 по опорному ролику 10, составляя недеформированный кольцевой участок i 1 изделия, расположенный перпендикулярно оси вращения шпинделя 5. Центрирование полуфабриката при выполнении этой операции осуществляют с помощью предварительно пробитого отверстия 4 в центре отформованной части 3, после чего деформируют кольцевой периферийный участок 11, придавая ему форму кривой двойной кривизны 12.
Эта операция выполняется на обкатной мащине нажимным роликом 13 по опорному ролику 14, радиус которого равен радиусу сопряжения криволинейной поверхности с боковой цилиндрической поверхностью борта 15 днища. Затем тем же инструментом оформляют цилиндрический борт и радиусный участок перехода цилиндрической и криволинейной поверхностей днища.
Завершающую процесс обработки технологическую операцию обжи.ма кромки борта 15 осуществляют ротационным выдавливанием нажимным роликом 16 по опорному ролику 17. При этом нажимной ролик 6 с помощью гидроцилиндра не показан) перемещается в горизонтальной плоскости.
5
5
Выполнение кольцевого периферийного участка 11 двойной кривизны 12 перед закаткой цилиндрического борта и оформление радиуса сопряжения его с криволинейной поверхностью полуфабриката 8 поз- воляет обеспечить максимально возможную деформацию кромки борта изделия без потери устойчивости при закатке цилиндрического борта 15 криволинейной части полуфабриката 8.
0 После этого кромку цилиндрического борта 15 полуфабриката 8 нагревают токами высокой частоты до температуры нормализации. Затем выполняют обжим кромки борта 15 нажимным роликом 6 по опорному ролику 17. Таким образом обеспечивают высокую точность размеров и форму изделия, упрощают центрирование днища с обечайкой при сборке резервуара, т. е. повышают качество и снижают трудоемкость сборки изделия.
Q Экспериментальное изготовление днищ с криволинейной поверхностью выполняют из круглых заготовок диаметро.м мм, вырезанных на дисковых ножницах модели Н-4420 из листового проката толщиной мм стали марки «Сталь 3. В штампе совмещенного действия на гидравлическом прессе усилием 160 т формуют центральную часть полуфабриката диаметром мм; радиус кривизны R 1600 мм. Пробивают отверстие диаметром d - 60 .мм для установки, центрирования к крепления заготовки на оси шпинделя обкатной машины, на которой способом ротационного выдавливания нажимным роликом- по опорному ролику получают криволинейную часть днища диаметром D 1500 мм и радиусом кривизны мм. Величину давления в гидроцилиндре нажимного ролика автоматически регулируют в процессе обкатки от 15 до 60 атм.
На прямолинейном участке длиной 150 мм другой парой роликов у кромки
0 полуфабриката предварительно формуют кольцевой участок, радиус кривизны которого мм. Таким образом получают криволинейный участок двойной кривизны, тем самым увеличивая кольцевую жесткость обрабатываемого полуфабриката. Затем тем же роликом обкатывают оставшийся недеформированный прямолинейный участок и ранее закатанный участок на кромке полуфабриката. После этого осуществляют окончательно калибровку радиуQ са сопряжения цилиндрического борта с криволинейн ой поверхностью днища. Перед калибровкой кольцевую периферийную поверхность кромки борта нагревают до 1 830-850°С и охлаждают па воздухе. Нормализацию осуществляют на нестандарт5 ной установке, планшайба которой с закрепленной на ней заготовкой вращается с числом оборотов п 0,125 об/мин.
Б комплект установки входит индуктор и высокочастотный генератор модели
0
В4ГЗ-160/0,066. После нормализации кромки полуфабриката нажимным роликом формуют цилиндрический бурт, а его периферийную часть обжимают роликами на угол к центральной оси днища.
Формула изобретения
Способ изготовления полых осесиммет- ричных деталей из плоских листовых заготовок, при котором ротационному выдавливанию подвергают среднюю часть заготовки до придания ей сферической формы и фор0
мир уют кольцевой участок, включающий цилиндрический борт и радиусный участок перехода от сферической части к цилиндрической, отличающийся тем, что, с целью повышения качества путем исключения гофрирования на кольцевом участке и коробления сферической части, после выдавливания сферической части формируют кольцевой участок и придают ему форму двойной кривизны, затем формируют цилиндрический борт, а его периферийную часть обжимают на угол к центральной оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полых осесимметричных деталей типа днищ | 1989 |
|
SU1704884A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ТИПА ДНИЩ | 2000 |
|
RU2175901C2 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| Способ изготовления цилиндрических полых деталей | 1990 |
|
SU1798028A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛОГО ТЕЛА ИЗ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ВИДЕ КРУГЛОЙ ЗАГОТОВКИ | 2007 |
|
RU2445181C2 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ | 2011 |
|
RU2490085C1 |
| Способ формирования горловины полого цилиндрического изделия и устройство для его осуществления | 1990 |
|
SU1810175A1 |
| Способ изготовления полых изделий из сварных трубных заготовок | 1990 |
|
SU1761353A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПУКЛЫХ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ ИЗ ОВАЛЬНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2053035C1 |
Изобретение относится к обработке металлов давлением, в частности к изготовлению полых осесимметричных деталей типа днищ резервуаров. Цель изобретения - повышение качества за счет исключения гофрообразования. Для этого после выдавливания сферической части формируют кольцевой участок и придают ему форму двойной кривизны. Затем формируют кольцевой борт, а его периферийную часть обжимают на угол к центральной оси. Исключение гофр на цилиндрической части борта днища позволяет устранить брак. 6 ил.
Фиг.1
Ша2.2
Фиг.З
15
Of.
w
Фа2.5
Фа 2.6
| Патент ФРГ № 1916593, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
