Изобретение относится к области обработки металлов давлением, а именно к изготовлению сосудов высокого давления, например, различных баллонов, лейнеров, огнетушителей и т.п., предназначенных для сжиженных и растворенных газов, используемых в различных областях техники.
Основными требованиями, предъявляемыми к сосудам высокого давления, являются обеспечение их высокой конструктивной прочности и эксплуатационной надежности при минимальных весовых характеристиках. Поэтому для изготовления облегченных сосудов используют высокопрочные легированные стали, которые позволяют при минимальных толщинах стенки выдерживать высокие рабочие давления.
Однако изготовление облегченных тонкостенных сосудов связано с большими проблемами при формообразовании цилиндрической части и горловины, связанные с высокой склонностью к гофрообразованию в процессе формообразования.
При определении уровня техники использовались общедоступные сведения, предоставленные в различных отечественных и зарубежных источниках информации.
Известен способ изготовления баллонов, описанный в книге М.А.Гредитора. «Давильные работы и ротационное выдавливание», Москва, Машиностроение, 1971 г., с.58-63, заключающийся в том, что трубную заготовку на концевой части нагревают в индукторе высокочастотной установки на длине на 5÷10 мм больше длины деформируемого участка до температуры 1100÷1250°C, затем вводят ее в полый шпиндель закатной машины и закрепляют в нем. Шпинделю машины придают вращение. Затем деформирующим инструментом трения придают форму днищу. При повороте формователя - инструмента трения металл выдавливается внутрь заготовки, стык металла уплотняется, а шов сваривается. После этого закатывают горловину формователем, имеющим профиль горловины (рис.38, стр.60).
Недостатком известного способа является невысокая прочность в цилиндрической части баллона при большой толщине стенки (22÷32 мм), что обуславливает большой вес баллона.
Кроме того, в стыке днища баллона возможны непровары и трещины (стр.63), что требует дополнительные механические обработки - высверливанию дефектной зоны, нарезанию резьбы и после этого заглушению резьбовой пробкой.
Известен также способ изготовления баллонов (а.с. СССР №1002071, кл. В21D 51/24, 1983 г.), в котором закатку горловины баллона осуществляют путем формирования переходного и цилиндрического участков нагретого конца вращающейся трубной заготовки формирующим и с поворотом роликов относительно оси подпирающим роликами. Недостатком данного способа при деформировании тонкостенных заготовок из-за высокой разовой деформации является образование на внутренней поверхности горловины складок и гофр металла.
Кроме того, для получения профиля горловины и днищ с поворотом формирующего и подпирающего роликов или инструмента трения относительно оси заготовки требуется применение специального оборудования. В результате ограничиваются технологические использования известных способов для закатки горловин и днищ баллонов на универсальном оборудовании типа токарных и обкатных станков, применяемых в машиностроении.
К недостаткам этого технического решения является также отсутствие операции формоизменения цилиндрической части заготовок повышающей точность геометрических размеров и механическую и циклическую прочность сосудов давления при минимальных толщинах стенки.
Наиболее близким по своей технической сущности является «Способ закатки горловины» - патент RU 2002538 C1, B21D 51/24 включающий поэтапное формирование переходного и цилиндрического участков горловины на нагретом конце вращающейся трубной цилиндрической заготовки с формирующим и опорно-калибрующим роликами, на первом этапе опорно-калибрующим роликом на конце трубчатой (цилиндрической) формируют опорный участок, на втором этапе опорный участок переформировывают возвратно-поступательным перемещением формирующего ролика по криволинейной траектории с величиной обжима не более 0,3 радиуса формирующего ролика за один проход, на третьем этапе осевым перемещением опорно-калибрующего ролика формуют окончательный профиль горловины.
Данный способ принят авторами за прототип.
Недостатком данного способа применительно к проблеме получения тонкостенных сосудов является отсутствие дополнительного подогрева с контролем и регулированием температуры нагрева заготовки при закатке горловины, а также отсутствие операций по утонению цилиндрической части заготовки.
Известно также устройство для осуществления способа закатки горловины - патент RU №2002538 C1, B21D 51/24, содержащее высокочастотный индуктор для нагрева конца цилиндрической заготовки под закатку, деформирующие ролики и цанговый зажим, закрепленный в шпинделе станка.
Основным недостатком описанного устройства является отсутствие дополнительного подогрева концевой части заготовки, а также средств контроля и регулирования температуры.
Данное устройство также принято авторами за прототип.
Задачей способа и устройства, принятого авторами за прототипы, являлось расширение технологических возможностей производства толстостенных баллонов.
Общими признаками с предлагаемым способом и устройством являются нагрев конца цилиндрической заготовки в высокочастотном индукторе, закрепление ее в зажиме шпинделя и ротационный обжим горловины деформирующими роликами.
В отличие от прототипа в предлагаемом заявителем способе изготовления тонкостенных сосудов высокого давления используют заготовку с переходным участком коническим по наружной поверхности и дном переменной толщиной стенки с центровым утолщением, вначале заготовку подвергают ротационной вытяжке цилиндрической части в холодном состоянии за один или несколько переходов с образованием утолщенной части под обжим горловины, тонкостенной цилиндрической части, переходного участка конического по внутренней поверхности и с разделением деформации между переходами, с промежуточными термическими операциями рекристаллического отжига и дробеструйными обработками, затем после нагрева в индукторе перемещают ее по лотку к зажиму, затем загружают в него толкателем и выполняют ротационный обжим горловины с газопламенным подогревом заготовки и с контролем и регулированием температуры нагрева; в предлагаемом устройстве для осуществления способа индуктор установлен на расстоянии от зажима 1,0÷1,5 длины заготовки, перед индуктором и за ним размещен лоток для загрузки и выгрузки заготовок, при этом газовая горелка закреплена на узле ролика, а пирометр установлен над зоной нагрева заготовки и на расстоянии от оси заготовки с направлением луча лазерного маркера под прямым углом к обрабатываемой поверхности.
В частных случаях, то есть в конкретных формах выполнения, способ характеризуется следующими признаками:
- используют заготовку с толщиной стенки цилиндрической части, равной 3÷7 толщинам стенки цилиндрической части готового сосуда;
- донная часть заготовки выполнена с толщиной стенки в зоне сопряжения дна с коническим переходным участком, равной 1,5÷2,1 толщинам стенки цилиндрической части готового сосуда и возрастающей к центровому утолщению до 2,2÷3 толщин;
- переходный участок при ротационной вытяжке выполняют коническим по внутренней поверхности с углом наклона образующей, равным 0,05÷0,15 угла наклона образующей его наружной поверхности до обработки заготовки, и длиной, равной 4÷6 толщинам стенки цилиндрической части заготовки;
- утолщенную цилиндрическую часть под обжим горловины формируют по толщине стенки на первом переходе ротационной вытяжки, и по длине - на последнем переходе;
- разделение деформации при ротационной вытяжке цилиндрической части заготовки выполняют таким образом, что на первом переходе ротационной вытяжки степень деформации составляет 30÷40%, а на последнем переходе 85÷95% суммарной степени деформации;
- газопламенный подогрев осуществляют в интервале температур 900-1000°C с контролем и регулированием температуры в этих пределах пирометром;
- окончательную термическую обработку выполняют с закалкой и отпуском.
В частных случаях, то есть в конкретных формах выполнения устройство характеризуется следующими признаками:
- лоток выполнен на основной части с угловым профилем постоянного сечения со сторонами, равными 1,3÷1,5 радиуса заготовки, а на концевой части перед зажимом на каждой из двух сторон переменного сечения;
- профиль концевой части лотка перед зажимом выполнен в виде дуги окружности с радиусом, равным 3,5÷4,5 радиуса заготовки, с высотой в начале профиля и длиной, соответственно равными 0,15÷0,3 и 2,5÷3,5 радиуса заготовки;
- газовая горелка установлена с наклоном ее оси к поверхности заготовки под углом 80÷100° в плоскости поперечного сечения и под углом 40÷60° к оси заготовки в вертикальном осевом сечении;
- пирометр установлен на высоте не менее 1 метра от оси заготовки по вертикали и не менее одного радиуса заготовки по горизонтали в плоскости поперечного сечения.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Задачей предлагаемого изобретения является создание способа изготовления тонкостенных сосудов высокого давления и устройства для осуществления способа, позволяющих получать тонкостенные высокопрочные и легкие сосуды, выдерживающие высокие внутренние давления, с высокой устойчивостью процесса формообразования, точностью геометрических размеров и качеством обработанной поверхности.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе, включающем нагрев конца цилиндрической заготовки в высокочастотном индукторе, закрепление ее в зажиме шпинделя, приведение во вращение вокруг своей оси и ротационный обжим горловины деформирующими роликами, особенность заключается в том, что используют заготовку с переходным участком коническим по наружной поверхности и дном переменной толщины с центровым утолщением, вначале заготовку подвергают ротационной вытяжке цилиндрической части в холодном состоянии за один или несколько переходов с образованием утолщенной цилиндрической части под обжим горловины, тонкостенной цилиндрической части, переходного участка конического по внутренней поверхности и с разделением деформации между переходами, с промежуточными термическими операциями рекристаллизационного отжига и дробеструйными обработками и затем после нагрева в индукторе перемещают ее по лотку к зажиму, загружают в него толкателем и выполняют ротационный обжим горловины с газопламенным подогревом заготовки и с контролем и регулированием температуры нагрева; в известном устройстве, включающем зажим шпинделя, индуктор и деформирующие ролики, особенность заключается в том, что индуктор установлен на расстоянии от зажима 1,0÷1,5 длины заготовки, перед индуктором и за ним размещен лоток для загрузки и выгрузки заготовок, при этом газовая горелка закреплена на узле ролика, а пирометр установлен над зоной нагрева заготовки и на расстоянии от оси заготовки.
Новая совокупность операций, а также наличие связей между ними позволяют в способе за счет:
- использования заготовки с переходным участком коническим по наружной поверхности - обеспечить плавность входа роликов на участке перехода от дна к цилиндрическому участку при ротационной вытяжке этого участка, так как усилия и деформации при вхождении роликов плавно возрастают на коническом участке от минимальных величин до заданного значения;
- использования заготовки с дном переменной толщины с центровым утолщением - 1) исключить соединения дна с цилиндром (сварные, резьбовые и др.), что повышает надежность, прочность и циклическую прочность сосудов; 2) обеспечить плавность вхождения роликов на переходном участке, так переменность толщины стенки от дна к переходному участку позволяет начинать процесс ротационной вытяжки от нулевых значений усилий и деформаций, а при постоянной толщине стенки дна при входе роликов резко возрастают усилия и деформации, что приводит к отрыву дна; 3) обеспечить центрирование заготовки относительно оси, так центровое утолщение при фиксации заготовки прижимом и в процессе ротационной вытяжки входит в соответствующее углубление прижима и этим центрирует заготовку относительно оси оправки и, соответственно, оси обработки;
- ротационной вытяжки цилиндрической части заготовки в холодном состоянии за один или несколько переходов с образованием утолщенной цилиндрической части под обжим горловины - обеспечить устойчивость процесса дальнейшего формообразования горловины, так как толстая стенка более устойчива при обжиме от гофрообразования;
- ротационной вытяжки в холодном состоянии за один или несколько переходов с образованием тонкостенной цилиндрической части - обеспечить формообразование тонкой стенки цилиндрической части сосуда с высокой устойчивостью процесса формоизменения, так как метод ротационной вытяжки цилиндрических заготовок за один или нескольких переходов в холодном состоянии позволяет получать весьма тонкие заготовки, в то время как ротационный обжим горловин обуславливает необходимость нагрева конца заготовки и использование более толстых стенок;
- ротационной вытяжки с образованием переходного участка конического по внутренней поверхности - обеспечить плавный переход толщины стенки от толстого дна к тонкостенной цилиндрической части, при этом важен внутренний конус, так как процесс формообразования становится устойчивым и ликвидируется возможность отрыва дна, при прохождении деформирующих роликов на переходном участке толщина стенки плавно уменьшается в направлении от дна к цилиндру, деформации и усилия также плавно возрастают от дна к цилиндру;
- ротационной вытяжки с разделением деформации между переходами с промежуточными термическими операциями рекристаллизационного отжига и дробеструйными обработками - обеспечить высокую степень суммарной деформации и весьма тонкую стенку цилиндрической части, так как рекристаллизационный отжиг снимает наклеп металла и внутренние напряжения между переходами, а дробеструйная обработка очищает поверхность заготовок от окалины, создает шероховатость поверхности, чем ликвидирует проворот заготовок в процессе ротационной вытяжки и ротационного обжима;
- перемещение заготовки по лотку к зажиму и загрузки в него толкателем - обеспечить доставку заготовки в цанговый зажим шпинделя через индуктор;
- ротационного обжима горловины с газопламенным подогревом заготовки и с контролем и с регулированием температуры нагрева - обеспечить устойчивость процесса формоизменения горловины сосуда путем подогрева заготовки газовым пламенем, так как индукционный нагрев не обеспечивает постоянство температуры нагрева ввиду быстрой потери тепла нагретой части заготовки; контроль и регулирование температуры нагрева при газопламенном нагреве также обеспечивает устойчивость процесса ротационного обжима, так как при газопламенном подогреве регулируется газовый поток кислорода и пропана отключением и включением газовой горелки по сигналу пирометра при отклонении температуры металла заготовки от заданных значений.
В частных случаях, то есть в конкретных формах выполнения, новая совокупность операций, а также наличие связей между ними позволяют в способе за счет:
- использования заготовки с толщиной стенки цилиндрической части, равной 3÷7 толщинам стенки цилиндрической части готового сосуда, - обеспечить при большой толщине стенки малую длину заготовки и сэкономить металл, то есть обеспечить высокий коэффициент использования металла; при толщине стенки менее 3 толщин возрастает длина исходной заготовки и размеры кружка под изготовление исходной цилиндрической заготовки с дном и, следовательно, возрастает расход металла, при толщине более 7 толщин стенки цилиндрической части готового сосуда возрастает количество переходов обработки цилиндрической части заготовки под обжим горловины;
- использования заготовки с толщиной стенки в зоне сопряжения дна с коническим переходным участком, равной 1,5÷2,1 толщинам стенки цилиндрической части готового сосуда и возрастающей к центровому утолщению до 2,2÷3 толщин, обеспечить устойчивость процесса ротационной вытяжки при внедрении деформирующих роликов в заготовку и надежную фиксацию заготовки в донной части, так как при толщинах стенки заготовки в зоне сопряжения менее 1,5 толщин цилиндрической части готового сосуда возложен отрыв донной части из-за резкого перехода толщин цилиндрической части и донной части, при толщинах стенки заготовки в зоне сопряжения более 2,1 толщин цилиндрической части возрастает степень деформации при прохождении деформирующих роликов зоны сопряжения, что приводит к гофрообразованию в этой зоне из-за неравномерности деформации, то есть после прохождения роликами этой зоны образуется поперечные гофры в виде волн вспучивания; при увеличении толщины стенки донной части к центровому утолщению более 3,0 толщин стенки цилиндрической части сосуда возрастает вес, а при увеличении толщины стенки менее 2,2 толщин стенки ухудшаются условия фиксации заготовки на оправке из-за вероятности коробления заготовки при ее фиксации прижимом, так как усилия прижатия заготовки должно быть не менее осевого усилия ротационной вытяжки, при малых усилиях прижима происходит проворот заготовки на оправке;
- использования заготовки с центровым утолщением по наружной поверхности диаметром, равным 0,2÷0,3 диаметра заготовки, и толщиной, равной 4÷6 толщинам стенки цилиндрической части сосуда, - обеспечить надежность и фиксацию и соосность заготовки относительно оси оправки, так при диаметре утолщения менее 0,2 диаметра заготовки и толщине менее 4 толщин стенки цилиндрической части возникает смещение оси заготовки, при диаметре утолщения более 0,3 диаметра заготовки и толщине заготовки более 6 толщин стенки возрастает вес заготовки, что приводит к необходимости дополнительной токарной обработки и увеличению трудоемкости изготовления;
- выполнения переходного участка при ротационной вытяжке коническим по внутренней поверхности с углом наклона образующей, равным 0,05÷0,15 угла наклона образующей его наружной поверхности до обработки заготовки, и длиной, равной 4÷6 толщинам стенки заготовки, - обеспечить плавность нарастания деформаций вдоль переходного участка и эти соотношения, с точки зрения данного эффекта, являются оптимальными, так как при угле наклона образующей менее 0,05 угла наклона образующей его наружной поверхности и длине более 6 толщин стенки заготовки возрастает объем переходного участка и вес сосуда, при угле наклона образующей внутренней поверхности более 0,15 угла наклона образующей наружной поверхности переходного участка и длине менее 4 толщин стенки заготовки возрастает вероятность отрыва донной части из-за появления поперечных гофр;
- формирования утолщенной цилиндрической части под обжим горловины по толщине стенки на первом переходе ротационной вытяжки, и по длине - на последнем переходе - обеспечить устойчивость процесса ротационного обжима с необходимым запасом металла по толщине на первом переходе и по объему на последнем переходе, так как устойчивость процесса ротационного обжима обусловлена толстой стенкой и объемом металла под обжим горловины, в то же время необходимо заметить, что при ротационном обжиме тонкой стенки толщиной, равной толщине цилиндрической части последнего перехода ротационной вытяжки, потребуется большое число переходов обжима, при этом процесс обжима тонкой стенки неустойчив из-за гофрообразования в виде поперечных и продольных волн;
- разделения деформации при ротационной вытяжке цилиндрической части заготовки таким образом, что на первом переходе ротационной вытяжки степень деформации составляет 30-40%, а на последнем переходе 85-95% суммарной степени деформации - обеспечить высокую устойчивость процесса формообразования, так как при других соотношениях степеней деформации наблюдается гофрообразование в виде поперечных гофр и выпучиваний, так при значениях до 30% малая деформация стенки на первом проходе потребуется увеличения степени деформации на последнем проходе более 95%, что может привести к обрывам тонкой стенки, а при значениях более 40% на первом проходе, деформация стенки на последнем проходе снижается менее 95%, что не позволяет обеспечить прижатие тонкой стенки к оправке и возникают поперечные гофры;
- газопламенного подогрева в интервале температур (900-1000)°C с контролем и регулированием температуры в этих пределах пирометром, обеспечить именно в этом интервале постоянство температуры металла заготовок и этим обеспечить высокую устойчивость процесса ротационного обжима горловины, при температуре ниже 900°C возникают продольные гофры с трещинами, при температуре выше 1000°C возникают утяжки в виде продольных гофр; контролирование и регулирование температуры в этих пределах пирометром также обеспечивает устойчивость процесса ротационного обжима, так как при отклонении температуры в ту или другую стороны от заданного интервала сигнал пирометра подается в программное устройство станка на включение и отключение газовой горелки;
- выполнение окончательной термической обработки с закалкой и отпуском - обеспечить высокие механические свойства тонкостенных сосудов (предел прочности, предел текучести, относительное удлинение, ударную вязкость, циклическую прочность), так как при изготовлении тонкостенных сосудов высокого давления используются легированные стали, то использование окончательной термообработки в виде закалки и отпуска обеспечивают высокие прочностные свойства и безосколочное разрушение при аварийных ситуациях, что определялось при испытаниях до окончательного разрушения внутренним давлением.
Новая совокупность операций, а также наличие связей между ними позволяют в устройстве за счет;
- установки индуктора на расстоянии от зажима 1÷1,5 длины заготовки - обеспечить возможность размещения в этой зоне газовой горелки для газопламенного подогрева утолщенной части заготовки при ротационном обжиме и лотка для загрузки и выгрузки заготовки, данное расстояние оптимально с точки зрения также перемещения горелки с роликами в процессе обжима горловины и перемещения заготовки при загрузке и выгрузке, уменьшение расстояния менее 1,0 длины не позволит осуществить формообразование горловины, загрузку и выгрузку заготовки, а увеличение расстояния более 1,5 длины приводит к увеличению затрат электроэнергии и повышенному расходу газа при нагреве и подогреве заготовки;
- размещения перед индуктором и за ним лотка для загрузки и выгрузки заготовок - обеспечить соосность заготовки и оси обработки, оси индуктора, оси шпинделя и соответственно оси зажима в процессе загрузки заготовки толкателем в индуктор, в процессе индукционного нагрева, в процессе перемещения нагретой заготовки в зажим шпинделя станка, в процессе ее фиксации и затем при выгрузки обработанной заготовки;
- закрепления газовой горелки на узле ролика - обеспечить постоянный контакт газового пламени с зоной обработки при ротационном обжиме, так как при всех переходах ротационного обжима газовый поток пламени всегда направлен на обрабатываемую поверхность;
- установки пирометра над зоной нагрева заготовки и на расстоянии от оси заготовки - обеспечить защиту пирометра от продуктов газопламенного нагрева, то есть обезопасить прибор от перегрева, пыли и продуктов сгорания газа;
- установки пирометра с направлением луча лазерного маркера под прямым углом к обрабатываемой поверхности - избежать погрешности замеров, так как отражение луча лазерного маркера при угле наклона 90° к обрабатываемой поверхности не дает искажений в показаниях температуры.
В частных случаях, то есть в конкретных формах выполнения, новая совокупность операций, а также наличие связей между ними позволяют в устройстве за счет:
- выполнения лотка на основной части с угловым прямоугольным профилем постоянного сечения со сторонами, равными 1,3÷1,5 радиуса заготовки, а на концевой части перед зажимом - переменного сечения - обеспечить надежность транспортировки заготовки и ее соосность с осью обработки, так как угловой прямоугольный профиль постоянного сечения основной части лотка со сторонами 1,3÷1,5 радиуса заготовки обеспечивает перекрытие прямоугольным профилем цилиндрической поверхности заготовки и это значение оптимально, так как при сторонах профиля менее 1,3 радиуса возможно выпадение заготовки с лотка, а при более 1,5 радиуса возрастают размеры и вес лотка и, следовательно, трудоемкость его изготовления при выполнении лотка на концевой части переменного сечения обеспечивают возможность перемещения деформирующих роликов в процессе ротационного обжима, так как при этом случае создаются зоны свободного подхода роликов к заготовке;
- выполнения профиля концевой части лотка перед зажимом на каждой из двух сторон в виде дуги окружности с радиусом, равным 3,5÷4,5 радиуса заготовки, с высотой в начале профиля и длиной, соответственно равными 0,15÷0,3 и 2,5÷3,5 радиуса заготовки, - обеспечить свободный проход деформирующих роликов к заготовке в процессе ротационного обжима, одновременно обеспечить опору цилиндрической части заготовки при ее входе в зажим шпинделя станка при сохранении соосности заготовки с осью обработки, при уменьшении и увеличении данных соотношений ухудшаются условия перемещения роликов в зоне обработки, нарушается соосность заготовки с осью обработки и ухудшается вход заготовки в зажим из-за перекоса оси заготовки, так при величине радиуса профиля менее 3,5 радиуса заготовки уменьшается высота профиля в средней части, что также приводит к перекосу оси заготовки при ее входе в зажим, а при величине радиуса профиля более 4,5 радиуса заготовки ролики не смогут войти в зону обработки, при высоте профиля менее 0,15 радиуса заготовки и длине профиля более 3,5 радиуса заготовки из-за перекоса оси заготовка не войдет в зажим, а при высоте профиля более 0,3 радиуса заготовки и длине профиля менее 2,5 радиусов заготовки ролики не смогут войти в зону обработки;
- установки газовой горелки с наклоном ее оси к обрабатываемой поверхности заготовки под углом 80÷100° в плоскости поперечного сечения и под углом 40÷60° к оси заготовки в вертикальной плоскости осевого сечения - обеспечить направление газового пламени, то есть форса огня, в зону обработки заготовки, которая в процессе ротационного обжима приобретает радиусный профиль с горловиной, поэтому такой наклон обеспечивает полный охват газовым пламенем всей зоны, и отклонение оси горелки в любую сторону от указанных пределов, определенных эксперементальным путем, приводит к недогреву или перегреву отдельных участков обработки с потерей устойчивости в виде поперечных и продольных гофр, трещин и обрывов горловины;
- установки пирометра на высоте не менее 1 м от оси заготовки по вертикали и не менее одного радиуса заготовки по горизонтали в плоскости поперечного сечения - обеспечить точность показаний пирометра, так как при таком положении прибора поток горячих продуктов сгорания газа минует пирометр, эти продукты поднимаются вертикально от зоны обработки, положение пирометра оптимально, при уменьшении высоты менее 1 м и приближении пирометра к оси прокатки на расстояние менее одного радиуса по горизонтали в плоскости поперечного сечения показания пирометра из-за воздействия продуктов сгорания искажаются и возможен выход его из строя.
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что в способе изготовления тонкостенных сосудов высокого давления, включающем нагрев конца цилиндрической заготовки в высокочастотном индукторе, закрепление ее в зажиме шпинделя, приведение во вращение вокруг своей оси и ротационный обжим горловины деформирующими роликами, в отличие от прототипа, согласно изобретению используют заготовку с переходным участком коническим по наружной поверхности и дном переменной толщины с центровым утолщением, вначале заготовку подвергают ротационной вытяжке цилиндрической части в холодном состоянии за один или несколько переходов с образованием утолщенной цилиндрической части под обжим горловины, тонкостенной цилиндрической части, переходного участка конического по внутренней поверхности и с разделением деформации между переходами с промежуточными термическими операциями рекристаллизационного отжига и дробеструйными обработками и затем после нагрева в индукторе перемещают ее по лотку к зажиму, загружают в него толкателем, и выполняют ротационный обжим горловины с газопламенным подогревом заготовки и с контролем и регулированием температуры нагрева; в устройстве для изготовления тонкостенных сосудов высокого давления, включающего зажим шпинделя, индуктор и деформирующие ролики, в отличие от прототипа согласно изобретению индуктор установлен на расстоянии от зажима 1,0÷1,5 длины заготовки, перед индуктором и за ним размещен лоток для загрузки и выгрузки заготовок, при этом газовая горелка закреплена на узле ролика, а пирометр установлен над зоной нагрева заготовки и на расстоянии от оси заготовки с направлением луча лазерного маркера под прямым углом к обрабатываемой поверхности.
Сущность изобретения поясняются чертежами, где на фиг.1 изображены заготовка в исходном положении, первый и последний переход ротационной вытяжки деформирующими роликами на оправке в холодном состоянии, на фиг.2 изображен переходный участок от дна к цилиндрической части заготовки в исходном состоянии, при первом и последнем переходе ротационной вытяжки в увеличенном виде, на фиг.3 - процесс ротационного обжима горловин заготовки с газопламенным подогревом - фронтальный вид, на фиг.4 - вид сбоку и на фиг.5 вид А на профильный участок лотка.
На фиг.1 изображена заготовка 1 зафиксированная на оправке 4 прижимом 6 в исходном состоянии длиной Lз (мм) с наружным диаметром D0 (мм), с толщиной цилиндрической части t0 (мм) и длиной цилиндрической части L0 (мм), с толщиной стенки дна в зоне сопряжения с коническим переходным участком tдн (мм) возрастающей в направлении к центровому утолщению, имеющему диаметр dц (мм) и толщину tц (мм), с радиусом внутренней поверхности дна Rз (мм); заготовка 2 после первого перехода ротационной вытяжки с толщиной стенки t1 (мм) и длиной цилиндрического участка L1 (мм) с положением роликов 5 в начале и в конце процесса ротационной вытяжки; заготовка 3 после последнего перехода ротационной вытяжки с толщиной стенки t2 (мм), длиной цилиндрического участка L2 (мм) и длиной утолщенной части L3 (мм) и толщиной t1 (мм). S мм/мин - направление подачи, n мин-1 - скорость вращения.
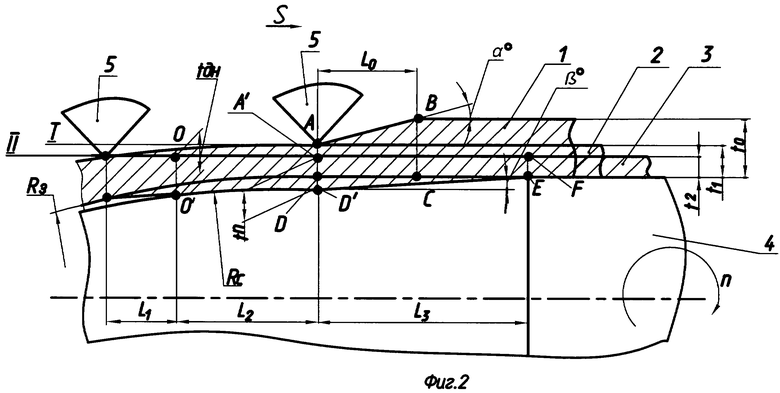
На фиг.2 изображен переходный участок в исходном состоянии с радиусом внутренней поверхности Rз (мм) коническим по наружной поверхности с углом наклона α° и длиной L0 (мм) (участок АВСД), установленная на оправке 4 с радиусом Rc (мм) и коническим участком Д'Е с углом наклона β° длиной L3 (мм). В исходном состоянии между заготовкой 1 и оправкой 4 на переходном участке создается зазор ДД' (мм), так как Rз (мм) больше Rc (мм).
При первом переходе ротационной вытяжки в заготовке 2 ролики 5, перемещаясь по траектории I, утоняют стенку с толщины t0 (мм) до t1 (мм).
При последнем переходе ротационной вытяжки ролики 5 по траектории II в заготовке 3 утоняют стенку следующим образом.
На участке L1 (мм) заготовку деформируют в упругой области. Пластическая деформация начинается в сечении ОО1 и стенку утоняют с толщины tдн (мм) на длине L2 (мм) до толщины tn (мм) в сечении АА'ДД' и на длине L3 (мм) с tn (мм) до t2 (мм) в сечении EF и, далее, с той же толщиной t2 (мм) деформируют по цилиндрической части.
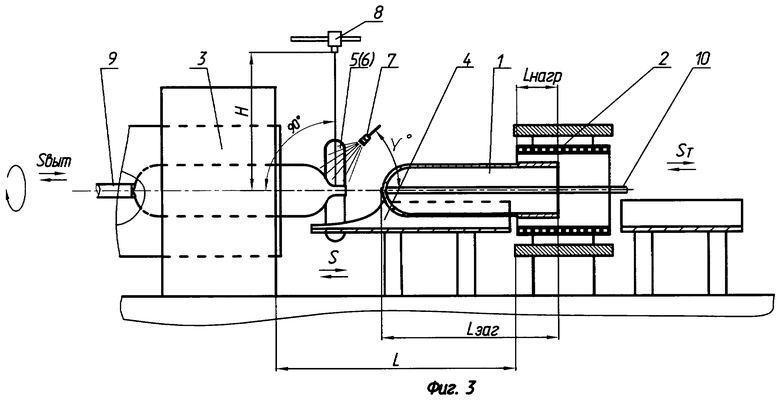
На фиг.3 изображена заготовка в исходном положении в высокочастотном индукторе 2 на лотке 4 в процессе индукционного нагрева утолщенной части заготовки на длине Lнагр (мм) и в процессе ротационного обжима. Заготовку перемещают толкателем 10 по лотку 4 в зажим шпинделя 3, фиксируют в зажиме 3. Обжим осуществляют деформирующими роликами 5 и 6 с газопламенным подогревом газовой горелкой 7, установленной с углом наклона ее к оси заготовки γ° в вертикальной плоскости осевого сечения; обжим выполняют с контролем и регулированием температуры пирометром 8, установленным на высоте Н (мм) от оси прокатки в вертикальной плоскости осевого сечения таким образом, что луч лазерного маркера пирометра составляют 90° с обрабатываемой поверхностью заготовки. Толкатель 10 совершает перемещение заготовки 1 в зажим 3 и возвращается в исходное положение, Sт мм/мин - подача толкателя.
После завершения обжима зажим 3 освобождает заготовку и выталкиватель 9 станка подает заготовку на лоток 4 для последующей выгрузки. Sвыт мм/мин - подача выталкивателя.
На фиг.3 показано расстояние L (мм) от индуктора 2 до зажима 3.
На фиг.4 изображен процесс ротационного обжима роликами 5 и 6 с газопламенным подогревом и контролем температуры (вид сбоку) пирометром 8, установленным на расстоянии Н (мм) от оси заготовки по вертикали и на расстоянии D (мм) от оси заготовки по горизонтали в плоскости поперечного сечения. Газовая горелка установлена в плоскости поперечного сечения под углом θ° к обрабатываемой поверхности. Пирометр 8 установлен таким образом, что луч лазерного маркера направлен под прямым углом к обрабатываемой поверхности.
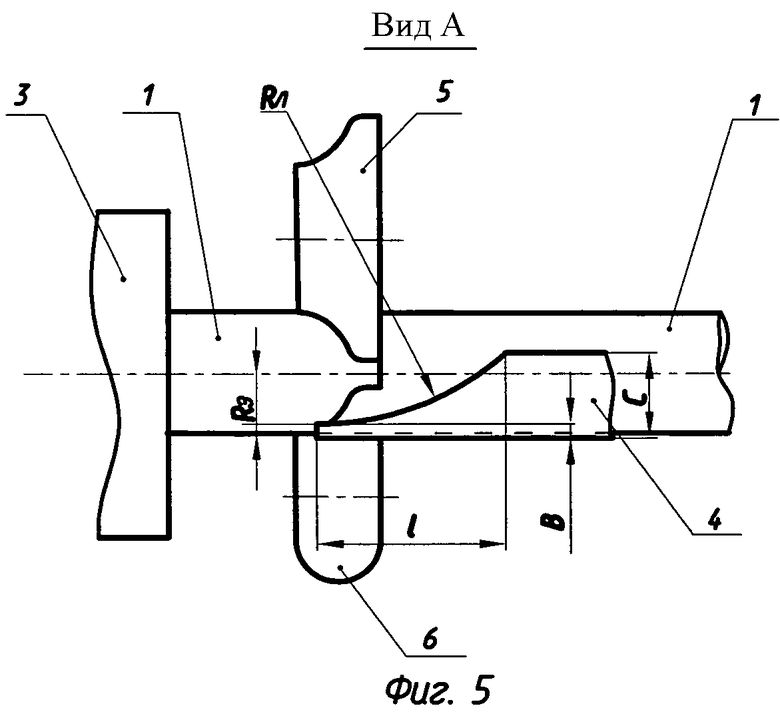
На фиг.5 изображен вид А на боковую поверхность лотка 4, где изображен профиль концевой части лотка перед зажимом с радиусом Rл (мм), с высотой В (мм) в начале профиля и длиной ℓ (мм). Rз (мм) - радиус заготовки.
На фиг.4 и фиг.5 виде А лоток 4 изображен с углом профиля 90° и сторонами шириной С (мм).
Вышеописанный способ и устройство осуществляется следующим образом.
Ротационную вытяжку цилиндрической части выполняют на давильно-раскатном станке по программе, заданной в системе ЧПУ станка. Заготовку 1 (фиг.1) устанавливают на оправку 4, закрепленную в шпинделе станка и прижимают ее прижимом 6 к оправке таким образом, чтобы выступ дна заготовки диаметром dц (мм) и толщиной tц (мм) входил в центрирующее отверстие прижима.
Первый переход ротационной вытяжки выполняют с утонением стенки с t0 (мм) до t1 (мм) и удлинением исходной цилиндрической части заготовки с L0 (мм) до L1 (мм) деформирующими роликами 5 в холодном состоянии со степенью деформации ε1 %.
Последний переход ротационной вытяжки выполняют с утонением, стенки с t1 (мм) до t2 (мм) деформирующими роликами 5 в холодном состоянии со степенью деформации ε2 %.
Заготовку под обжим горловины на последнем переходе выполняют с утонением стенки с t1 (мм) до t2 (мм) длиной цилиндрической части L2 (мм) и с оставлением утолщенной части под обжим горловины толщиной t1 (мм) и длиной L3 (мм).
Затем заготовку 1 (фиг.3, 4) устанавливают на лоток 4 и толкателем 10 задней бабки станка (на фиг.3, 4 задняя бабка не показана) заготовку перемещают в индуктор 2 таким образом, чтобы утолщенная часть заготовки под обжим горловины входила в индуктор на длину Lнагр (мм). После этого толкатель 10 возвращают в исходное положение. После индукционного нагрева заготовку толкателем перемещают по лотку 4 в зажим 3 шпинделя станка. Затем фиксируют заготовку в зажиме, включают вращение шпинделя станка со скоростью nмин -1 и газовый подогрев зоны обработки. Деформирующие ролики 5 и 6 по программе ЧПУ станка осуществляет формообразование горловины с подачей S (мм/мин). Пирометром 8 контролируется температура металла зоны обработки. Луч лазерного маркера пирометра 8 (фиг.3 и 4) направлен под прямым углом к обрабатываемой поверхности. После окончания ротационного обжима горловины останавливают вращение шпинделя, выключают газовую горелку 7, освобождают заготовку от зажатия и выталкивателем 9 подают заготовку на лоток 4 и удаляют ее из зоны обработки.
На фиг.4 (вид сбоку) показан пирометр 8 на расстоянии Н (мм) по вертикали от оси заготовки на расстоянии D (мм) от оси по горизонтали.
Ось горелки 7 направлена под углом γ° к обрабатываемой поверхности в вертикальной плоскости осевого сечения (фиг.3) и под углом θ° в плоскости поперечного сечения (фиг.4).
На фиг.4 также показано положение заготовки 1 с радиусом R3 (мм) в процессе ее перемещения по лотку 4 (вид сбоку) с размерами: <90° - угол профиля лотка, С (мм) - ширина сторон лотка, В (мм) - высота профиля в начале лотка. На виде А фиг.5 показан профиль лотка 4 в начале (со стороны зажима 3), где Rл (мм) - радиус профиля, В - высота профиля в начале, l (мм) - длина профиля и C (мм) - ширина сторон лотка.
На виде А фиг.5 также показана заготовка 1 в процессе ее перемещения по лотку 4, а также в процессе ротационного обжима роликами 5 и 6. Профиль лотка позволяет роликам 5 и 6 свободно перемещаться в зоне обработки в процессе ротационного обжима.
Пример:
Из листа толщиной 6,5 мм легированной стали 12Х3ГНМФБА вырубают кружок и после нескольких операций вытяжки и механической обработки получают заготовку с дном толщиной цилиндрической части t0=4,6 мм, длиной цилиндрической части L0=240 мм, общей длиной L3=605 мм, диаметром D0=145 мм, с радиусом внутренней поверхности дна Rз=67,7 мм, с центровым утолщением дна по наружной поверхности диаметром dц=32 мм и толщиной tц=6 мм, донная часть заготовки выполнена с толщиной стенки tдн, возрастающей от зоны сопряжения, с коническим переходным участком к центровому утолщению от 2,15 мм до 2,78 мм. Переходный участок заготовки выполнен коническим по наружной поверхности с углом α=15° (фиг.2). Заготовку устанавливают на оправку 4, закрепленную в шпинделе давильно-раскатного станка, прижимают к оправке прижимом 6, имеющим центровое отверстие, в которое входит центровое утолщение заготовки 1.
Затем включают вращение шпинделя и заготовки с частотой вращения n=130 мин-1 и с подачей S=100 мм/мин роликами 5 осуществляют первый переход ротационной вытяжки с толщины t0=4,6 мм до толщины t1=3,4 мм со степенью деформации ε1=26,1%, длина цилиндрической части увеличивается с L0=240 мм до L1=305 мм.
Затем, после отжига рекристаллизационного смягчающего и дробеструйной обработки, выполняют второй переход ротационной вытяжки с частотой вращения n=130 мин-1 и подачей S=100 мм/мин с толщины t1=3,4 мм до t2=1,15 мм со степенью деформации ε3=66,2%. Длина цилиндрической части возрастает с L1=305 мм до L2=380 мм.
На втором последнем переходе ротационной вытяжки оставляют утолщенную часть под обжим горловины длиной L3=170 мм и толщиной t1=3,4 мм, которая получена на первом переходе ротационной вытяжки, что соответствует п.6 формулы изобретения.
Суммарная степень деформации составляет

Степень деформации на первом переходе ротационной вытяжки составляет 34,8% суммарной степени деформации
 , что соответствует формуле изобретения (30÷40%).
, что соответствует формуле изобретения (30÷40%).
Степень деформации на втором переходе составляет 88,3% суммарной степени деформации
 , что соответствует формуле изобретения (85÷95%).
, что соответствует формуле изобретения (85÷95%).
После второго перехода получают переходный участок коническим по внутренней поверхности с углом β=1°30' и длиной, равной 25 мм. Внутреннюю поверхность переходного участка получают при перемещении роликов по траектории II (фиг.2) на оправке радиуса Rc=67,1 мм с коническим участком β=1°30' длиной 25 мм (образующая D'E).
Толщина стенки t2=1,15 мм после второго перехода ротационной вытяжки является толщиной стенки цилиндрической части готового сосуда высокого давления.
Таким образом, толщина стенки t0=4,6 мм цилиндрической части заготовки равна 4 толщинам стенки (4,6=4×1,15) готового сосуда, что соответствует п.2 формулы изобретения (t0=3÷7)t2).
Толщина стенки tдн в зоне сопряжения дна с коническим переходным участком равна 2,15=1,87×1,15, то есть 1,87 t2, где t2 - толщина стенки цилиндрической части, что соответствует п.3 формулы изобретения (tдн=(1,5÷2,1)t2).
Толщина стенки tдн возрастает к центровому утолщению с 2,15 мм до 2,78 мм, 2,78=2,42×1,15, то есть до 2,42 t2, что соответствует п.3 формулы изобретения (tдн возрастает до значения tдн=(2,2÷3,0)t2).
Донная часть заготовки выполнена с центровым утолщением по наружной поверхности диаметром dц=32 мм, что составляет 0,22×145, где 145 мм - диаметр заготовки и соответствует п.4 формулы изобретения ((0,2÷0,3)D0).
Донная часть заготовки выполнена с центровым утолщением толщиной tц=6 мм, что соответствует 6=5,2×1,15,то есть 5,2 t2 где 1,15 мм=t2 - толщина стенки цилиндрической части готового сосуда и соответствует п.4 формулы изобретения (tц=(4÷6)t2).
Переходный участок после второго перехода ротационной вытяжки получают коническим по внутренней поверхности с углом наклона образующей, равным β=1°30', что соответствует 1,5°/15°=0,1 угла α°, угла наклона образующей его наружной поверхности до обработки α° и длиной L3=25 мм, составляющей 25/4,6=5,43 толщины t0 - толщины стенки цилиндрической части заготовки, что соответствует п.5 формулы изобретения, где, соответственно, β=(0,05÷0,15)α° и L3=(4÷6)t0.
Толщина стенки tn (фиг.2) после второго перехода ротационной вытяжки tn=1,6 мм (сечение A'D'), то есть на длине L2~20 мм толщина стенки плавно уменьшается от tдн=2,15 мм (сечение OO1) до значения tn=1,6 мм.
На участке внутренней поверхности с углом β=1°30' длиной L3=25 мм толщина стенки плавно уменьшается с tn=1,6 мм до t2=1,15 мм в сечении EF и далее остается без изменений и на цилиндрической части заготовки после второго последнего перехода ротационной вытяжки и, соответственно, на цилиндрической части готового сосуда.
Затем, после подрезки торца, выдерживая длину L=605 мм, выполняют ротационный обжим горловины (фиг.3, 4) в следующей последовательности.
Вначале цилиндрическую заготовку 1 (фиг.3, 4) толкателем 10 по лотку 4 загружают в высокочастотный индуктор 2 таким образом, чтобы утолщенная часть заготовки длиной Lнагр=90 мм входила в индуктор, затем после нагрева утолщенного конца до 1200÷1250°C толкателем 10 заготовку по лотку 4 перемещают в цанговый зажим 3 шпинделя давильно-раскатного станка и фиксируют ее в цанговом зажиме.
Индуктор 2 установлен на расстоянии от зажима L=650 мм (фиг.3), что соответствует п.10 формулы изобретения L=(1÷1,5)Lзаг., где Lзaг=605 мм.
Лоток 4 (фиг.3, 4, вид А фиг.5) на основной части выполнен с угловым прямоугольным профилем постоянного сечения со сторонами С=100 мм, что при радиусе заготовки Rз=D0/2=144,5/2=72,25 мм составляет 1,38 Rз и соответствует п.11 формулы изобретения (С=(1,3÷1,5)Rз).
Лоток 4 (фиг.5, вид А) на концевой части перед зажимом 3 выполнен переменного сечения на каждой из двух сторон в виде дуги окружности Rл=289 мм, что составляет 4 Rз=(4×72,25=289 мм) и находится в пределах Rл=(3,5÷4,5)Rз, что соответствует п.12 формулы изобретения. Высота в начале профиля В=15 мм, что составляет 0,21 радиуса заготовки (15=0,21×72,25) и также соответствует п.12, формулы изобретения (В=(0,15÷0,3)Rз) изобретения.
Длина профиля лотка ℓ=220 мм, что составляет 3,05 радиуса заготовки (220=3,05×72,25) и соответствует п.12 формулы изобретения (ℓ=(2,5÷3,5)Rз).
Затем включают вращение шпинделя, заготовки (n=200 мин-1), подачу роликов 5 и 6 (S=600 мм/мин ролика 5 и S=1500 мм/мин ролика 6) и газовую горелку 7. Ось газовой горелки наклонена к оси прокатки под углом γ=50° (фиг.3) в вертикальной плоскости осевого сечения, и под углом θ=90° (фиг.4) к обрабатываемой поверхности в плоскости поперечного сечения, что соответствует п.13 формулы изобретения (γ=40÷60°, θ=80÷100°). Пирометр установлен на высоте Н=1,5 м по вертикали в плоскости поперечного сечения и на расстоянии D=0,86 м ((фиг.4), что соответствует п.14 формулы изобретения (Н не менее 1 м, D не менее Rз=0,72 м).
Луч лазерного маркера направлен под прямым углом к обрабатываемой поверхности в вертикальной плоскости осевого сечения (фиг.3) и в плоскости поперечного сечения (фиг.4), что соответствует п.10 формулы изобретения (угол наклона луча лазерного маркера к обрабатываемой поверхности равен 90°).
По программе ЧПУ станка совершается ротационный обжим горловины с газопламенным подогревом при температуре металла обрабатываемой поверхности не менее 900°C с контролем температуры в пределах 1100°C в начале и 900°C в конце обжима пирометром «Кельвин КСДМ».
Затем после рекристаллизационного смягчающего отжига заготовки подвергают окончательной механической обработке горловины и закалке с отпуском для получения высоких механических свойств: предела прочности не менее 115 кгс/мм2, предела текучести не менее 95 кгс/мм2 относительного удлинения δ5 не менее 12%, ударной вязкости при - 50°C не менее 25 Дж/см2.
Закалку заготовок выполняют в электропечах при температуре 910°C с временем выдержки при этой температуре 1 час с последующим охлаждением на воздухе.
Отпуск выполняют в электропечах при температуре 450°C с временем выдержки 3 часа при этой температуре.
Выполнение предлагаемого способа и устройства для его осуществления в соответствии с изобретением обеспечивает возможность изготовления тонкостенных высокопрочных и легких сосудов, выдерживающих высокие внутренние давления, при высокой устойчивости процесса формообразования, точности геометрических размеров и качестве обработанной поверхности.
Изобретение может быть использовано при производстве различных сосудов высокого давления: газовых баллонов, лейнеров, огнетушителей и т.п.
Указанный положительный эффект подтвержден испытаниями опытных образцов деталей, изготовленных по данному техническому решению.
В настоящее время разработана техническая документация, проведены испытания и сертификация сосудов, намечено серийное производство продукции по предлагаемому способу и устройству для осуществления способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2013 |
|
RU2538792C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОРПУСОВ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2605877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2009 |
|
RU2420367C1 |
| Способ изготовления тонкостенных оболочек периодического профиля из алюминиевых сплавов | 2016 |
|
RU2623203C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ ПРОФИЛЬНЫХ ОБОЛОЧЕК | 2007 |
|
RU2356675C1 |

Изобретение относится к области обработки металлов давлением, а именно к изготовлению тонкостенных сосудов высокого давления. Используют заготовку с переходным участком коническим по наружной поверхности и дном переменной толщины с центровым утолщением. Вначале заготовку подвергают ротационной вытяжке цилиндрической части в холодном состоянии за несколько переходов с образованием утолщенной цилиндрической части под обжим горловины, тонкостенной цилиндрической части, переходного участка конического по внутренней поверхности. Ротационную вытяжку выполняют с промежуточными рекристаллизационными отжигами и дробеструйными обработками. Затем после нагрева в индукторе перемещают заготовку по лотку к зажиму, загружают в него толкателем и выполняют ротационный обжим горловины с газопламенным подогревом заготовки и с контролем и регулированием температуры нагрева. При этом газовая горелка обеспечивает полный охват газовым пламенем всей зоны обработки. Пирометр установлен над зоной нагрева заготовки и на расстоянии от оси заготовки с направлением луча лазерного маркера под прямым углом к обрабатываемой поверхности. Повышается точность геометрических размеров и качество обработанной поверхности. 2 н. и 12 з.п. ф-лы, 5 ил., 1 пр.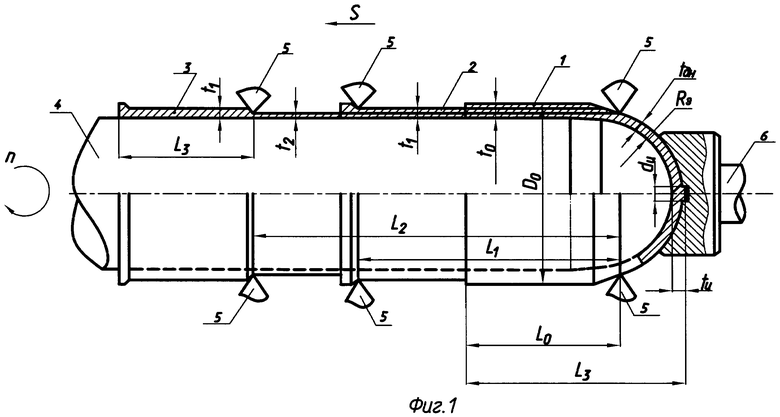
1. Способ изготовления тонкостенных сосудов высокого давления, включающий нагрев конца цилиндрической заготовки в высокочастотном индукторе, закрепление ее в зажиме шпинделя, приведение во вращение вокруг своей оси и ротационный обжим горловины деформирующими роликами, отличающийся тем, что используют заготовку с переходным коническим участком по наружной поверхности и дном переменной толщины с центровым утолщением, вначале заготовку подвергают ротационной вытяжке цилиндрической части в холодном состоянии за несколько переходов с образованием утолщенной цилиндрической части под обжим горловины, тонкостенной цилиндрической части, переходного конического участка по внутренней поверхности с промежуточными термическими операциями рекристаллизационного отжига и дробеструйными обработками и, затем после нагрева заготовки в индукторе ее перемещают по лотку к зажиму, загружают в него толкателем, а ротационный обжим горловины осуществляют с газопламенным подогревом заготовки с контролем и регулированием температуры нагрева.
2. Способ по п.1, отличающийся тем, что используют заготовку с толщиной стенки цилиндрической части, равной 3÷7 толщинам стенки цилиндрической части готового сосуда.
3. Способ по п.1, отличающийся тем, что выполняют донную часть заготовки с толщиной стенки в зоне сопряжения дна с коническим переходным участком, равной 1,5÷2,1 толщинам стенки цилиндрической части готового сосуда и возрастающей к центровому утолщению до 2,2÷3 толщин.
4. Способ п.1, отличающийся тем, что выполняют донную часть заготовки с центровым утолщением по наружной поверхности диаметром, равным 0,2÷0,3 диаметра заготовки, и толщиной, равной 4÷6 толщинам стенки цилиндрической части готового сосуда.
5. Способ п.1, отличающийся тем, что переходный участок при ротационной вытяжке выполняют коническим по внутренней поверхности с углом наклона образующей, равным 0,05÷0,15 угла наклона образующей его наружной поверхности до обработки заготовки, и длиной, равной 4÷6 толщинам стенки цилиндрической части заготовки.
6. Способ по п.1, отличающийся тем, что утолщенную цилиндрическую часть под обжим горловины формируют по толщине стенки на первом переходе ротационной вытяжки, и по длине - на последнем переходе.
7. Способ по п.1, отличающийся тем, что на первом переходе ротационную вытяжку осуществляют со степенью деформации 30÷40%, а на последнем переходе - 85÷95% суммарной степени деформации.
8. Способ по п.1, отличающийся тем, что газопламенный подогрев осуществляют и интервале температур 900÷1000°C, с контролем и регулированием температуры в этих пределах пирометром.
9. Способ по п.1, отличающийся тем, что осуществляют окончательную термическую обработку с закалкой и отпуском.
10. Устройство для изготовления тонкостенных сосудов высокого давления, содержащее зажим шпинделя, индуктор и деформирующие ролики, отличающееся тем, что индуктор установлен на расстоянии от зажима 1,0÷1,5 длины заготовки, перед индуктором и за ним размещен лоток для загрузки и выгрузки заготовок, при этом газовая горелка закреплена с возможностью обеспечения направления газового пламени в зону обработки в процессе ротационного обжима, а над зоной нагрева заготовки и на расстоянии от оси заготовки установлен пирометр с направлением луча лазерного маркера под прямым углом к обрабатываемой поверхности.
11. Устройство по п.10, отличающееся тем, что лоток выполнен на основной части с угловым прямоугольным профилем постоянного сечения со сторонами, равными 1,3÷1,5 радиуса заготовки, а на концевой части перед зажимом - переменного сечения.
12. Устройство по п.10, отличающееся тем, что лоток выполнен с профилем концевой части перед зажимом на каждой из двух сторон в виде дуги окружности с радиусом, равным 3,5÷4,5 радиуса заготовки, с высотой в начале профиля и длиной, соответственно равными 0,15÷0,3 и 2,5÷3,5 радиуса заготовки.
13. Устройство по п.10, отличающееся тем, что газовая горелка установлена с наклоном ее оси к поверхности заготовки под углом 80÷100° в плоскости поперечного сечения и под углом 40÷60° к оси заготовки в вертикальной плоскости осевого сечения.
14. Устройство по п.10, отличающееся тем, что пирометр установлен на высоте не менее 1 м от оси заготовки по вертикали и не менее одного радиуса заготовки по горизонтали в плоскости поперечного сечения.
| RU 2002538 C1, 15.11.1993 | |||
| Способ закатки горловины баллона | 1979 |
|
SU1002071A1 |
| Способ изготовления оболочковых деталей | 1988 |
|
SU1678485A1 |
| US 6182487 A1, 06.02.2001. | |||

