Изобретение относится к обработке металлов давлением и может быть ис- пбльзовано при изготовлении кольцевых заготовок типа цельнокованных обечаек .
Цель изобретения - повышение экономичности процесса за счет уменьшения металлоемкости инструментальной оснастки путем раскатки последовательно по участкам периметра заготовки.
На фиг.1 изображено положение кольцевой заготовки с установленным
деформацию по периметру заготовки обжатием по стенке
ец) - Н;.
дН 1/2(D - D,
После раскатки части периметр кольцевой заготовки увеличивают р стояние между поверхностями валка и плиты 1 до получения.зазора меж Q валком 3 и внутренней поверхность кольцевой заготовки 2 (фиг.З), к туют заготовку до соприкосновения начального участка деформации кол цевой заготовки (А-В на фиг.2; А
внутри нее с зазором валком перед на- 15 фиг.4) с поверхностью плиты 1
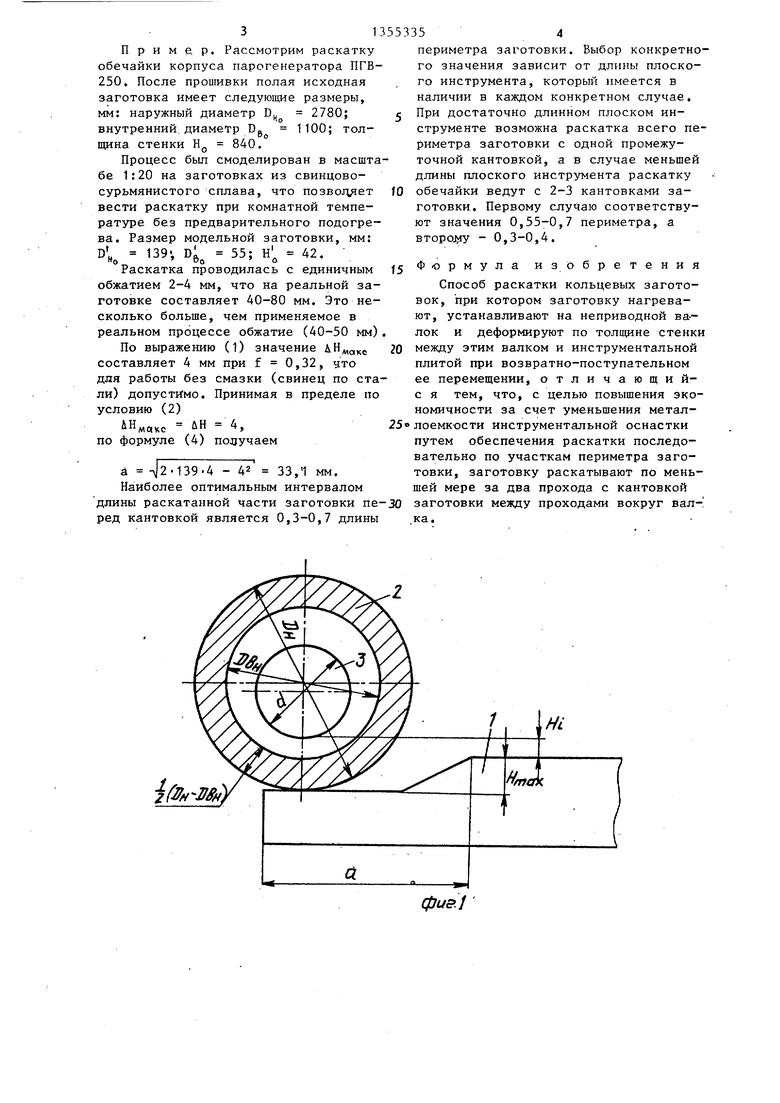
чалом деформации; на фиг.2 - положение раскатываемой заготовки и валк в момент начала уменьшения расстояния между поверхностью валка и плитой, на фиг.З - положение заготовки после раскатки части ее периметра и получения зазора между валком и внутренней поверхностью заготовки, на фиг.4 - положение частично раскутанной заготовки после кантовки перед началом перемещения плиты в противоположном направлении.
На чертеже приняты следующие обозначения: плита 1, кольцевая заготовка 2, валок 3.
Способ осуществляется следующим образом.
На перемещаемую плиту 1 устанавливают толстостенную кольцевую заго
товку 2, имеющую наружный D и внутренний D., диаметры соответственно.
ВН
Внутрь заготовки 2 с зазором относительно ее внутренней поверхности помещают имеющий диаметр d валок 3, который фиксируют в рабочем положе- НИИ. с возможностью свободного вращения на расстоянии Hj, равном толщине изделия после данного прохода (фиг. 1) Затем в направлении, указанном стрелкой на фиг.2, перемещают плиту 1 с одновременным уменьшением расстояния меж,цу поверхностью валка 3 и плитой 1. При этом уменьшается зазор между поверхностью валка и кольцевой заготовкой. После соприкосновения валка с внутренней поверхностью заготовки (фиг.2) дальнейшее уменьшение расстояния между поверхностью валка 3 и плитой 1 приводит к нарастанию деформации по толпщне стенки кольцевой заготовки 2. При достижении расстояния между поверхностями валка 3 и плиты 1 значения кольцевой заготовки равног о Н; , осуществляют основную
деформацию по периметру заготовки с обжатием по стенке
ец) - Н;.
дН 1/2(D - D,
После раскатки части периметра кольцевой заготовки увеличивают расстояние между поверхностями валка 3 и плиты 1 до получения.зазора между валком 3 и внутренней поверхностью кольцевой заготовки 2 (фиг.З), кантуют заготовку до соприкосновения начального участка деформации кольцевой заготовки (А-В на фиг.2; А -в
и
продолжают раскатку с противоположным (указано стрелкой на фиг.4) направлением перемещения плиты 1.
Длина начального участка плиты зави.сит от условий формоизменения (температуры, обрабатываемого материала, условий трения на контакте заготовка - инструмент, величины обжатия, диаметра и толщины стенки кольцевой заготовки).
При известных значениях диаметра оправки d и коэффициента трения f максимальную допустимую величину обжатия йН.
с достаточной для ин
женерных расчетов точностью определяют по выражению
AJ2duH,
f -, Jf 0 i J liASi ( 1 Г - , - UV ч IУ
а -
Обжатие &Н при раскатке выбирают из условия АН
макс
В соответствии с требованиями.
(2)
технологическими
При известной толщине стенки заготовки 1/2(D - DB) значение H, на фиг.1 должно быть больше выбранного обжатия, т.е.
Н
макс
И/2(В,-D,J-H; йН, (3) где Н; - толщина стенки заготовки после данного прохода.
С учетом найденной из уравнения (1) величины , и при известном наружном диаметре изделия D длина начального участка равна
а -- |2В„ Н„с,(, - .
(4)
Из определенного интервала длин начального участка инструментальной плиты для данного ряда т ипоразмеров заготовок на выбранном оборудовании в качестве необходимой длины начального участка принимается максимальное значение.
Пример. Рассмотрим раскатку обечайки корпуса парогенератора ПГВ- 250, После прошивки полая исходная заготовка имеет следующие размеры, мм: наружный диаметр D 2780; внутренний, диаметр Dg 1100; толщина стенки Нд 840,
Процесс был смоделирован в масштабе 1:20 на заготовках из свинцово- сурьмянистого сплава, что позводлет вести раскатку при комнатной температуре без предварительного подогрева. Размер модельной заготовки, мм: D H. 139-, D; 55; Н 42,
Раскатка проводилась с единичным обжатием 2-4 мм, что на реальной заготовке составляет 40-80 мм. Это несколько больше, чем применяемое в реальном процессе обжатие (40-50 мм),
По выражению (1) значение АНд, составляет 4 мм при f 0,32, что для работы без смазки (свинец по стали) допустимо. Принимая в пределе по условию (2)
периметра заготовки. Выбор конкретного значения зависит от длины плоского инструмента, который имеется в наличии в каждом конкретном случае, г При достаточно длинном плоском инструменте возможна раскатка всего периметра заготовки с одной промежуточной кантовкой, а в случае меньшей длины плоского инструмента раскатку fO обечайки ведут с 2-3 кантовками заготовки. Первому случаю соответствуют значения 0,55-0,7 периметра, а BTopoJjiy - 0,3-0,4,
15 Формула изобретения
Способ раскатки кольцевых заготовок, при котором заготовку нагревают, устанавливают на неприводной ва-- лок и деформируют по толщине стенки 20 между этим валком и инструментальной плитой при возвратно-поступательном ее перемещении, отличающий&Н
мсккс
ЛН 4,
по формуле (4) получаем
номичности за счет уменьшения метал- 25 лоемкости инструментальной оснастки путем обеспечения раскатки последовательно по участкам периметра заготовки, заготовку раскатывают по меньшей мере за два прохода с кантовкой
длины раскатанной части заготовки пе-30 заготовки между проходами вокруг валред кантовкой является 0,3-0,7 длины ,ка.
и .139-4 - 42 33,4 мм, Наиболее оптимальным интервалом
периметра заготовки. Выбор конкретного значения зависит от длины плоского инструмента, который имеется в наличии в каждом конкретном случае, При достаточно длинном плоском инструменте возможна раскатка всего периметра заготовки с одной промежуточной кантовкой, а в случае меньшей длины плоского инструмента раскатку обечайки ведут с 2-3 кантовками заготовки. Первому случаю соответствуют значения 0,55-0,7 периметра, а BTopoJjiy - 0,3-0,4,
Формула изобретения
Способ раскатки кольцевых заготовок, при котором заготовку нагревают, устанавливают на неприводной ва-- лок и деформируют по толщине стенки между этим валком и инструментальной плитой при возвратно-поступательном ее перемещении, отличающий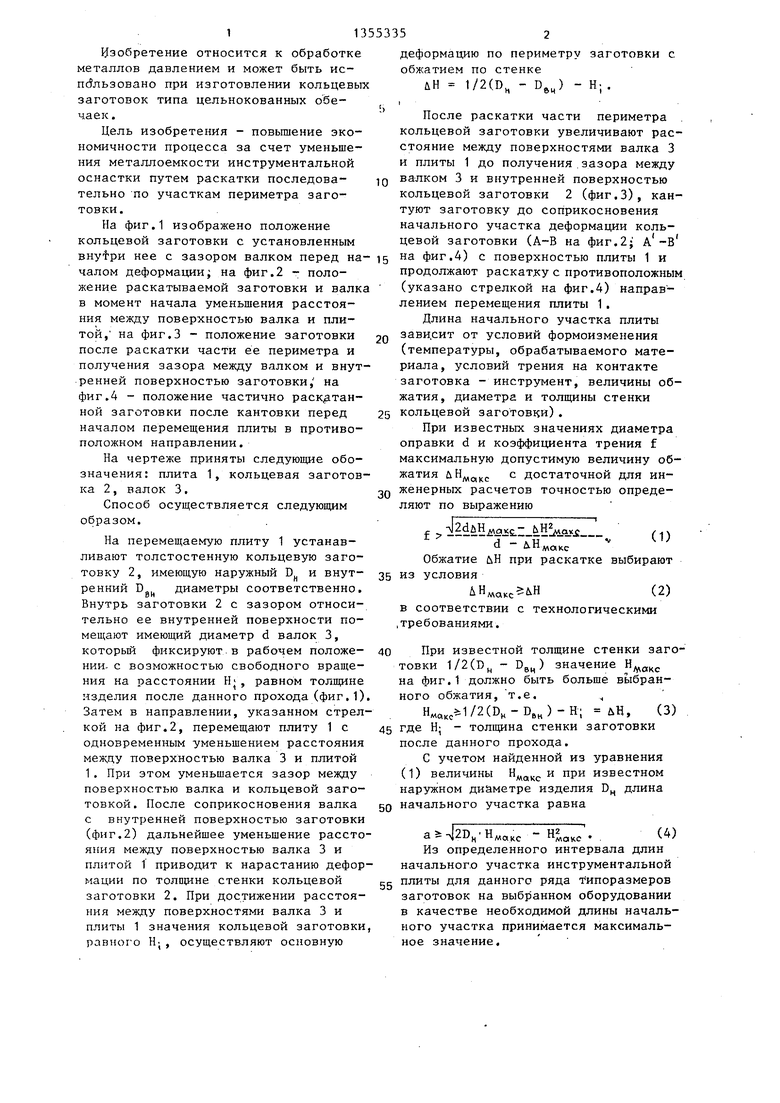
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ РАСКАТКИ КОЛЬЦЕВЫХ ЗАГОТОВОК | 1994 |
|
RU2071861C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2025180C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ ПОЛЫХ ИЗДЕЛИЙ НА ГИДРАВЛИЧЕСКОМ ПРЕССЕ | 2015 |
|
RU2601842C2 |
| "Способ раскатки широких металлических обечаек и бандажей "Крюкан" | 1989 |
|
SU1738447A1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030934C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| СПОСОБ УПРОЧНЕНИЯ ЗАГОТОВОК, ПРЕИМУЩЕСТВЕННО КОЛЬЦЕВЫХ, ИЗ ХРОМОМАРГАНЦЕВЫХ СТАЛЕЙ | 2012 |
|
RU2542957C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСКАТНЫХ КОЛЕЦ С РЕГУЛЯРНОЙ МИКРОСТРУКТУРОЙ | 2017 |
|
RU2659501C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ИЗ ЗАГОТОВОК С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2004 |
|
RU2271261C1 |

Изобретение относится к спосо- ,бу раскатки кольцевых заготовок с использованием прокатного оборудования и позволяет снизить металлоемкость по следнего путем уменьшения длины инструментальной плиты. Эта цель достигается тем, что заготовка раскатывается между неприводным валком и инструментальной плитой, дви- сжущейся возвратно-поступательно. Заготовку раскатывают по меньшей мере за два прохода с ее кантовкой между проходами вокруг валка. Такая раскаФ- ка обеспечивает обработку заготовки последовательно по участкам ее периметра и требует меньшей длины инструментальной плиты. 4 ил. Ш сл с 00 01 ел СлЭ СО СП
фие .
фиг 2
HL
д
)
фигЗ
Редактор Т.Парфенова
Составитель Л.Костин Техред Л.Олийнык
Заказ 5741/10Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж -35, Раушская наб., д. 4/5
Производсл Р енио-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
CfJuff.
Корректор Г.Решетник
| Способ изготовления профильных изделий типа колец | 1976 |
|
SU625822A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
