Изобретение относится к обработке металлов давлением, в частности к производству тонкостенных длинномерных труб и оболочек большого диаметра в холодном или теплом состоянии.
Известны способ и устройство для изготовления труб и оболочек большого диаметра, в которых деформацию труб из алюмомагниевых сплавов и малопластичных сталей диаметром до 3 м и длиной до 7 м осуществляют в холодном состоянии методом внутренней раскатки в неподвижном цилиндрическом контейнере рабочими роликами, установленными во вращающейся головке, за счет принудительной осевой подачи заготовки, а также во вращающемся цилиндрическом контейнере с заготовкой при принудительной осевой подаче неподвижной во вращении головки с роликами [1].
Основным недостатком известных способа и устройства является относительно малая деформационная способность за счет течения металла только вдоль образующей трубы, подобно методу обратного прессования. Диаметр заготовки должен быть равен внутреннему диаметру цилиндрического контейнера, т.е. практически диаметру готового изделия, а толщина стенки обжимается за один проход на 60% без промежуточных отжигов за счет схемы всестороннего сжатия с высоким гидростатическим давлением.
Таким образом в известном способе и устройстве принудительного формоизменения не используется возможности свободного течения металла, где высокие в несколько раз деформации по стенке с увеличением диаметра достигаются последовательным набором малых частных деформаций в узкой контактной зоне.
Наиболее близким по технической сущности к изобретению является способ изготовления труб круглого и фасонного сечения и стан для осуществления способа [2], сущность которого заключается в том, что толстостенную гильзу-заготовку обрабатывают в калибре, образованном профилирующей рабочей поверхностью неподвижной плиты и валками вращающейся обоймы, производя одновременное расширение и уменьшение толщины стенок по диаметру.
Недостатком этого способа является отсутствие связи между величиной деформации по стенке и получающимся при этом диаметре трубы, что может приводить либо к переполнению калибра неподвижной плиты с потерей устойчивости формы круга и образованием складок на обрабатываемом изделии, либо к нарушению контакта между трубой и калибром неподвижной плиты во внеконтактных зонах с появлением растягивающих напряжений в промежутках между валками вращающейся обоймы, что ограничивает марочный состав обрабатываемых сталей.
В известном способе отсутствуют решения по стабилизации размеров готового изделия, соответствующих нестационарным режимам заполнения и освобождения очага деформации, в связи с чем диаметры переднего и заднего концов трубы могут существенно отличаться от диаметра средней части, полученной в стационарном режиме формоизменения. Отсутствуют также новые решения по выбору размеров и взаимного расположения валков вращающейся обоймы, а также установки их осей относительно обрабатываемого изделия, что не позволяет оптимизировать энергозатраты и износостойкость технологического инструмента.
К недостаткам конструкции стана по реализации способа следует отнести непрерывное, во время всего процесса, действие подающих и удерживающих механизмов, и, что особенно усложняет технологию производства длинномерных труб, наличие переднего подающего и удерживающего от вращения трубу механизма при обработке заднего конца заготовки. Без создания рациональной схемы сжатия в калибре неподвижной плиты возможен срыв процесса при скольжении обрабатываемого металла или потеря формы удерживаемой от вращения готовой тонкостенной трубы. Отсутствие специальных средств поддержки обрабатывающих валков вызывает увеличение размеров их опорных узлов, что в свою очередь ограничивает сортамент применяемых заготовок в области малых размеров.
Задачей изобретения является получение высококачественных длинномерных тонкостенных труб и оболочек большого диаметра из малопластичных сталей и сплавов в холодном или теплом состоянии путем гарантированного обеспечения схемы всестороннего сжатия во всем объеме деформированного металла за счет регламентированной принципом наименьшего сопротивления связи между деформациями в направлении свободных зон формоизменения при принятом режиме частных деформаций по толщине стенки.
Задачей также является создание устойчивого процесса формоизменения при стабильной подаче заготовки без переполнения калибра и потери устойчивости профиля или нарушения сплошности деформируемого объема металла в стационарном и нестационарном режимах заполнения и освобождения очага деформации, обеспечение при этом высокой точности по диаметру и толщине стенки по всей длине и периметру готовой трубы.
Задачей также является обеспечение необходимого режима частных деформаций, а также условий свободного формоизменения в контактной зоне с минимальными энергозатратами и относительным скольжением за счет рационального взаимного расположения и необходимой установки осей раскатного технологического инструмента.
Задачей также является создание компактного прокатного оборудования с высокой надежностью, обеспечивающего все технологические режимы формоизменения при относительной простоте изготовления, сборки, настройки и эксплуатации.
Это решается тем, что в способе изготовления труб и оболочек большого диаметра, в котором производят деформацию полой заготовки в калибре матрицы с помощью неприводных роликов вращающейся обоймы, рабочий профиль матрицы и конфигурацию роликов выбирают из условия обеспечения наименьшего сопротивления относительному перемещению деформируемого объема в контактных зонах при принятом режиме частных деформаций. При этом раскатку производят с изменением размеров калибра в нестационарных режимах заполнения и освобождения очага деформации, и без изменения калибра - в стационарном режиме.
Задачи решаются также тем, что изменение калибра в нестационарных режимах заполнения и освобождения очага деформации осуществляют путем соответственно уменьшения и увеличения прокатной щели за счет относительного перемещения сепаратора с роликами и матрицы под нагрузкой с обеспечением расчетных размеров калибра в стационарном режиме, а размеры прокатной щели выбирают из условия наименьшего сопротивления относительному перемещению неполного деформируемого объема металла в контактной зоне переменной длины при неизменной конфигурации матрицы.
Задачи решаются также тем, что раскатные ролики устанавливают по периметру друг от друга на расстоянии, не превышающем 3-х - 6-ти кратной длины зоны внеконтактной сдвиговой деформации, а ось вращения раскатного ролика располагают относительно оси вращения опорного конуса таким образом, что они пересекаются в зоне, близкой к точке пересечения общей образующей ролика и опорного конуса с осью прокатки.
Кроме того, необходимую величину частных деформаций по стенке обеспечивают установкой неприводных роликов на соответствующий угол подачи, а наружный диаметр деформируемого объема металла в каждом поперечном сечении принимают на величину 0,1-0,5% больше диаметра калибра матрицы в том же сечении.
В устройстве для производства труб и оболочек большого диаметра, содержащем матрицу, расположенный соосно внутри нее сепаратор с раскатными роликами и приводной вал с силовым приводом, рабочий профиль матрицы и конфигурация поверхности раскатных роликов выполнены криволинейными, исходя из условия обеспечения наименьшего сопротивления относительному перемещению деформируемого металла в контактных зонах при заданном режиме частных деформаций. При этом рабочая поверхность раскатного ролика находится в контакте со вновь введенным опорным конусом, установленным соосно с сепаратором, а сепаратор выполнен состоящим из двух ведущих узлов, расположенных на общем шлицевом валу.
Задачи решаются также тем, что в месте крепления приводного вала установлен клиновой механизм, изменяющий положение сепаратора с роликами относительно матрицы под нагрузкой, а одна из опор раскатного ролика выполнена регулируемой в осевом направлении.
Сущность предлагаемого изобретения базируется на том, что при свободном течении металла в контактной зоне принятый режим частных высотных деформаций определяет соотношение продольного и поперечного формоизменения в соответствии с принципом наименьшего сопротивления для каждого элементарного объема металла. При этом в мгновенном очаге деформации за счет уменьшения стенок происходит увеличение периметра и образующей заготовки в зависимости от местоположения элементарного объема в контактной зоне. Например, в середине контактной зоны вследствие большого сопротивления от сил трения увеличения образующей элемента незначительно и почти вся высотная деформация переходит в увеличение периметра, а в начале и конце контактной зоны картина обратная - идет интенсивное увеличение образующей при малом изменении периметра. Таким образом режим частных высотных деформаций элементарного объема по мере прохождения им контактной зоны определяет накопленную по указанному принципу величину периметра заготовки и нарастающую длину образующей.
В контактной зоне элементарный объем деформируется по схеме всестороннего сжатия, а при переходе в следующую контактную зону напряженное состояние его определяется профилем неподвижной матрицы, если периметр профиля больше периметра деформируемой заготовки, то контакт материала с матрицей отсутствует и появляются растягивающие тангенциальные напряжения. Если периметр матрицы меньше периметра заготовки, то за счет силового контакта с матрицей обеспечиваются, во-первых, условия всестороннего сжатия элементарного объема, а во-вторых, благоприятное силовое поле для осевого перемещения материала в зоне формоизменения. В последнем случае во избежание неконтролируемого нарушения формы (образование складчатости между контактными зонами) превышение периметра заготовки над периметром матрицы также должно регламентироваться.
Таким образом достигается высокая суммарная деформация стенки трубчатой заготовки с помощью большого количества малых частных деформаций каждого элемента без существенного увеличения длины и значительного при этом увеличения диаметра. Режим частных деформаций обеспечивается профилем матрицы, соответствующим принципу наименьшего сопротивления при свободном течении металла в контактной зоне, и непрерывной подачей материала в зону формоизменения за счет фрикционного взаимодействия с раскатным инструментом (ролики, расположенные под углом подачи) при благоприятном силовом взаимодействии в полуконтактных зонах с опорным инструментом (матрицей). При этом создается схема всестороннего сжатия каждого обрабатываемого элемента в контактных и полуконтактных зонах за счет того, что диаметр трубы не меньше диаметра матрицы в каждом поперечном сечении зоны обработки. С целью предотвращения потери формы в полуконтактных зонах и исключения проскальзывания металла за счет деформации раскатным инструментом превышение диаметра трубы над диаметром матрицы в каждом сечении зоны обработки не должно превышать 0,1-0,5%.
Важными элементами предлагаемого способа является регламентация нестационарных режимов заполнения и освобождения очага деформации, в которых ширина контактной зоны переменна и при неизменной в каждом сечении величине высотной деформации меняется соотношение между продольной и поперечной деформациями также в соответствии с принципом наименьшего сопротивления. При этом изменяется величина накопленной деформации по периметру и при неизменном профиле матрицы возможно появление растягивающих напряжений во внеконтактных зонах, приводящее к разрушению малопластичных материалов, либо неконтролируемое переполнение размеров калибра с потерей формы в полуконтактных зонах, вызывающее появление складок в очаге деформации, поломку рабочего инструмента или остановку процесса раскатки.
Даже если нестационарные режимы не приводят к указанным недостаткам процессов заполнения и освобождения очага деформации, размеры готового изделия (передний и задний концы труб и оболочек) будут отличаться от размеров средней части, полученной в стационарном режиме заполненного очага формоизменения. В связи с этим предлагается вести раскатку с изменением размеров калибра в нестационарных режимах заполнения и освобождения очага деформации путем увеличения или уменьшения прокатной щели, изменяя режим частных высотных деформаций в соответствии с принципом наименьшего сопротивления относительному перемешению неполного деформируемого объема металла в контактной зоне переменной длины при неизменной конфигурации профиля матрицы и оставляя постоянным размер прокатной щели в стационарном режиме.
Неравномерность распределения продольных и поперечных деформаций в контактной зоне, обусловленная принципом наименьшего сопротивления, вызывает дополнительные напряжения и сдвиговые деформации во внеконтактных зонах, компенсирующие эту неравномерность по мере перехода деформируемого материала в жесткое состояние. Протяженность зон внеконтактной сдвиговой деформации, не изменяющей формы пластической компоненты взаимодействия, составляет 1,5-2,5 длины контактной зоны на входе и на выходе в очаг деформации. Поэтому принятая в способе регламентация установки раскатных роликов по периметру не позволяет металлу в полуконтактных зонах перейти в жесткое состояние, что снижает дополнительные энергозатраты при раскатке.
Те же задачи снижения энергозатрат и повышения стойкости технологического инструмента за счет уменьшения относительного проскальзывания решает метод установки оси вращения раскатного ролика, рабочий профиль которого определен конфигурацией калибра матрицы и принятым режимом частных деформаций по стенке. Этот же рабочий профиль ролика и положение оси его вращения определяет профиль опорного конуса, причем оси ролика и конуса не пересекаются, а перекрещиваются вследствие разворота оси ролика на угол подачи. Общая образующая ролика и конуса криволинейна и также перекрещивается с осью прокатки. Тем не менее максимальное сближение зон перекрещивания осей и условно спрямленной общей образующей на оси прокатки обеспечивает минимум проскальзывания фрикционной пары ролик-опорный конус во взаимном вращении.
Устройство для реализации способа обеспечивает необходимые технологические операции процесса формоизменения. Главными рабочими элементами устройства являются матрица, профиль которой обеспечивает наименьшее сопротивление относительному перемещению металла в контактных зонах при заданном режиме частных деформаций, сепаратор с холостыми роликами малого диаметра на ведущих подшипниковых опорах и приводной вал, обеспечивающий вращение сепаратора.
Для компенсации нормальных усилий раскатки в устройство введен опорный конус, свободно вращающийся на оси сепаратора. Нестационарные режимы заполнения и освобождения очага деформации обеспечиваются клиновым механизмом в месте крепления приводного вала. Для удобства сборки и настройки сепаратор выполнен составным, опорные узлы его расположены на общем шлицевом валу. Одна из опор ролика выполнена регулируемой в осевом направлении для обеспечения беззазорной работы подшипниковых узлов.
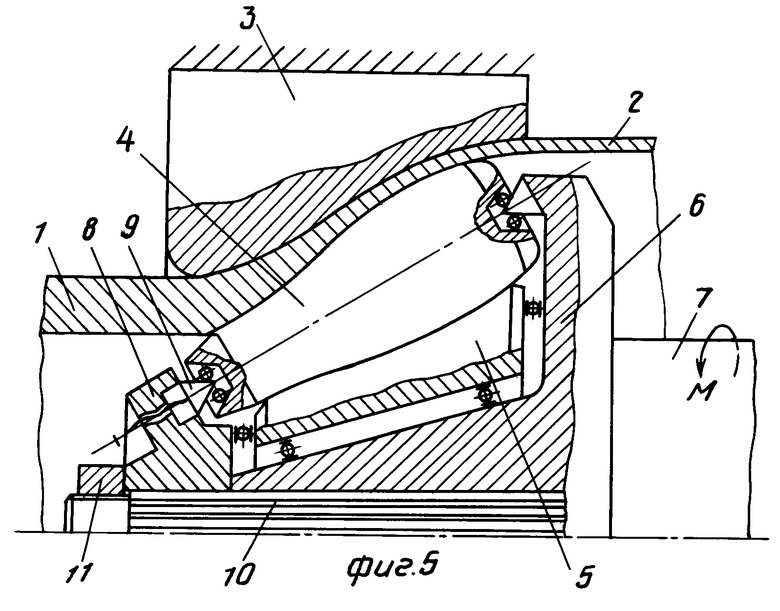
На фиг.1-3 изображен пример конкретного исполнения способа; на фиг.4 и 5 - схема расположения главных рабочих элементов устройства для его реализации.
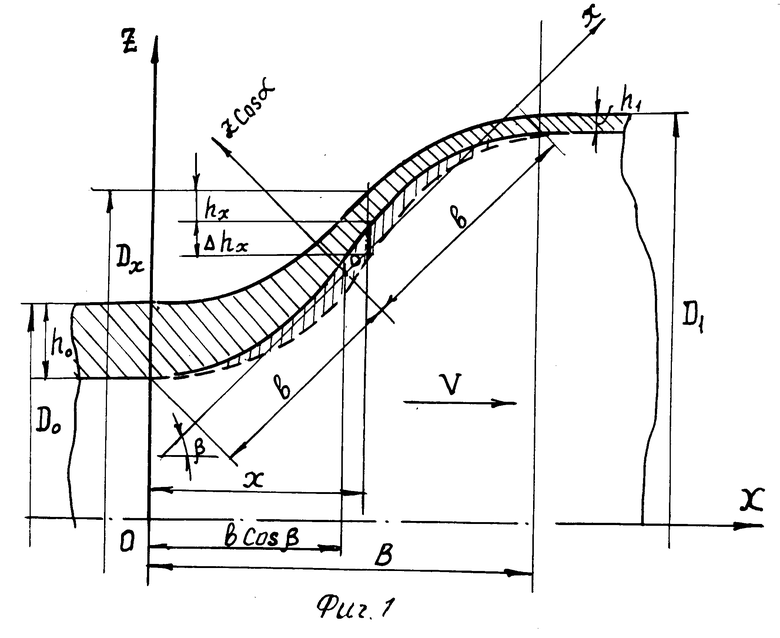
На фиг.1 показано продольное сечение очага деформации заготовки диаметром Do с толщиной стенки ho в трубу диаметром D1 с толщиной стенки h1. К схеме привязаны две системы координат - основная XYZ, оси которой совпадают с главными осями изделия, а начало - с плоскостью, в которой начинается формоизменение, и расчетная xyz, оси которой близки по направлению к главным осям свободной деформации, а начало в точке раздела однонаправленного относительного перемещения металла в контактной зоне. Обе системы координат неподвижны и связаны между собой известными геометрическими соотношениями в соответствии с принятыми обозначениями.
Перемещается в направлении ОХ деформируемый металл (стрелка V) на величину Sx за полный оборот роликовой системы вокруг точки x. Ось ОХ ориентирована в направлении ширины контакта металла с роликом углом β относительно оси ОХ, а точка 0, разделяющая зоны однонаправленного относительного перемещения металла, расположена примерно на половине ширины контакта 2b. Пунктиром показано распределение частных высотных деформаций Δhx по ширине раскатываемой полосы.
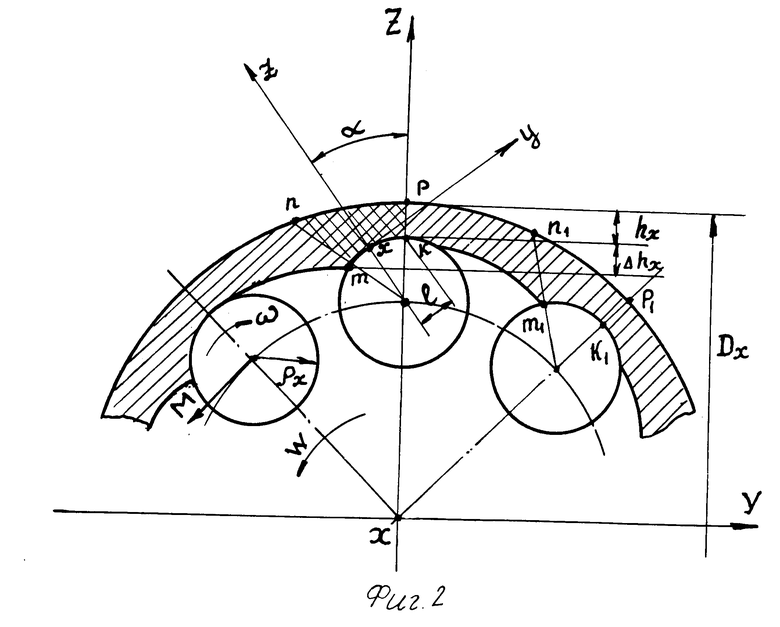
На фиг.2 приведено поперечное сечение очага деформации на расстоянии Х от начала координат системы XYZ, в котором раскатные ролики показаны условно. Обозначены объемы высотной деформации Δhx по стенке (участок тирк) и зоны контакта с роликом (дуга тк) и матрицей (дуга пр), а также полуконтактная зона (дуга Ph1) взаимодействия металла с матрицей в межроликовом пространстве.
К центру вращения ролика радиусом ρx приложено усилием М, обеспечивающее движение роликовой обоймы вокруг оси ОХ по стрелке W и вращение его с угловой скоростью ω вокруг собственной оси, обеспечивающее раскатку объема ТИРК в матрице. В нейтральном сечении дуги контакта ТК приблизительно посередине, расположена точка x расчетной системы координат и ось XZ ориентирована углом α относительно оси XZ главной системы координат.
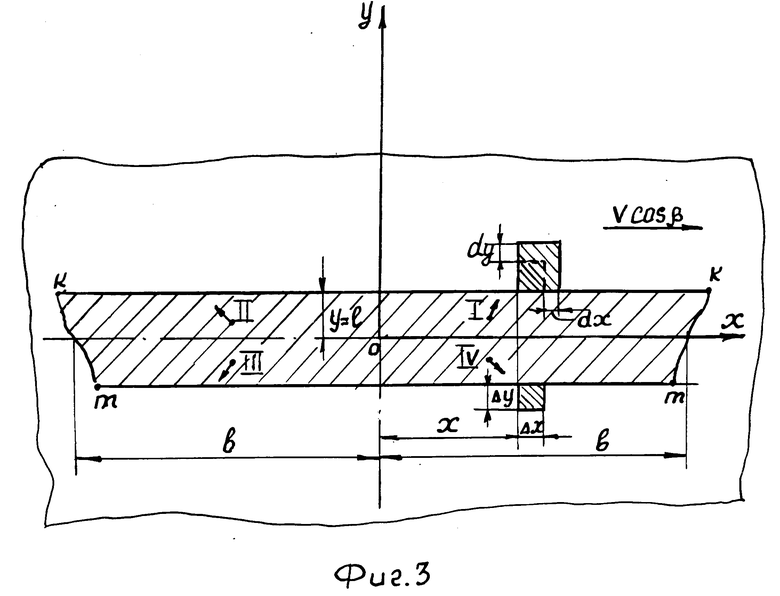
На фиг.3 показана контактная зона металла с роликом в расчетной системе координат XYZ, ограниченная линиями контакта ТТ в начале и КК в конце процесса деформации по стенке. Ось координат ОХ и OY разделяют площадь контакта на четыре зоны, где стрелками I, II, III и IV показано направление относительного перемещения в результате взаимодействия металла с роликом. На расстоянии х от начала расчетной системы координат показана элементарная площадка с размерами Δх и Δу, которая после деформации на величину Δhx изменяет свои размеры на dx и dyсоответственно.
Конкретное выполнение предлагаемого способа включает прежде всего выбор режима частных деформаций f(Δh x) и фиксированной длины контактной зоны в стационарном режиме, обеспечивающем последовательное обжатие стенки заготовки ho до величины стенки готовой трубы h1 таким образом, что  f(Δhx)dx = ho-h1.
f(Δhx)dx = ho-h1.
Далее производится приближенное определение границ контактной зоны (в частности, длины дуги контакта 2l) и границы раздела относительного перемещения металла. Это дает возможность с учетом распределения продольных dy и поперечных dx деформаций в соответствии с принципом наименьшего сопротивления определить накопленный периметр раскатки в расчетной системе координат в зависимости от изменения коэффициента вытяжки элементарного объема в любом х-вом сечении по ширине очага деформации.
Один из методов приближенной формализации принципа наименьшего сопротивления позволил связать относительное удлинение элемента (частного коэффициента вытяжки) λx= 1 +  с местоположением его в контактной зоне:
с местоположением его в контактной зоне:
λx =  , где b и l - параметры (ширина и длина) контактной зоны однонаправленного относительного скольжения металла;
, где b и l - параметры (ширина и длина) контактной зоны однонаправленного относительного скольжения металла;
Δh и hx - абсолютная деформация и высота полосы в рассматриваемом сечении.
В таком случае накопленный в результате многократных деформаций элемента периметр определяется соотношением:
Пx=Пo λxdx, где По - периметр в начале расчетной системы координат.
λxdx, где По - периметр в начале расчетной системы координат.
Далее производится построение профиля матрицы и очага деформации с учетом изменения системы координат, разработка конструктивных элементов раскатки и параметров установки роликов, обеспечивающих принятый режим деформации. Затем выполняется коррекция геометрических элементов контактной зоны с учетом создания схемы сжатия в полуконтактных зонах и уточняющий расчет распределения деформаций по свободным направлениям.
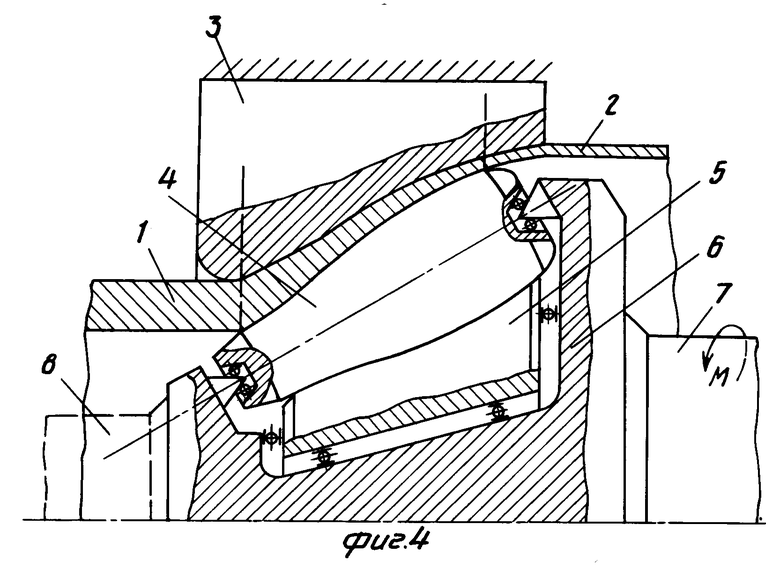
Все эти этапы в сочетании с силовым расчетом взаимодействия металла с инструментом в стационарном режиме формоизменения позволяют построить рабочий профиль матрицы и раскатных роликов как это показано на фиг.4, где 1 - заготовка, 2 - готовая труба, 3 - матрица, 4 - раскатный ролик, 5 - опорный конус, 6 - сепаратор, 7 - приводной вал, 8 - другое возможное расположение приводного вала.
Стрелкой М показано направление вращения приводного вала для передачи момента в очаг формоизменения. В нестационарных режимах заполнения и освобождения очага деформации размеры прокатной щели находят обратным методом - заданным является размер калибра матрицы, т.е. величина периметра Пх в любой точке переменной длины контактной зоны. На участке, заполненном металлом, определяются значения λx = fn(Пх) для соответствующих параметров контактной зоны bx и lx1, зависящих от степени заполнения или освобождения всего очага деформации, определяется режим частных деформаций  и соответственно размеры прокатной щели.
и соответственно размеры прокатной щели.
Последовательный расчет -  для О ≅ Вх ≅ В определяет режим изменения прокатной щели при заполнении и освобождении очага деформации, обеспечивающий также условие формоизменения, как и в стационарном режиме, т.е. соблюдение закона наименьшего сопротивления при создании схемы всестороннего сжатия в контактных и полуконтактных зонах.
для О ≅ Вх ≅ В определяет режим изменения прокатной щели при заполнении и освобождении очага деформации, обеспечивающий также условие формоизменения, как и в стационарном режиме, т.е. соблюдение закона наименьшего сопротивления при создании схемы всестороннего сжатия в контактных и полуконтактных зонах.
Изобретение регламентирует параметры установки раскатных роликов по периметру и положение их осей в пространстве, что в сочетании с особенностями конструкции опорных узлов на сепараторе определяет размеры и конфигурацию профиля роликов для построенного в соответствии с принципом наименьшего сопротивления профиля матрицы.
На фиг. 2 протяженность полуконтактной зоны km1, не должна быть больше 3-х - 5-ти длин ТК контактной зоны, величина которой в свою очередь определяется количеством раскатных роликов и разворотом их на угол подачи в плоскости XOY (фиг. 1), т. е. заданным режимом частных высотных деформаций и радиусом ролика Rx.
Установка угла раскатки в плоскости ZOX (фиг.1) определяется положением системы координат, характеризуемой углом β между осями ох и ОХ. Поскольку ось ох совпадает с положением усредненной образующей ролика, то точка пересечения ее с осью ОХ определяет центр зоны, вблизи которой должны пересекаться ось ролика и образующая опорного конуса в соответствии с поставленной задачей уменьшения относительного проскальзывания во взаимодействии.
На фиг.5 показаны схемы конструктивных решений главным рабочим элементом устройства для реализации способа, где 6 и 8 - составные узлы сепаратора, размещенные на шлицевом валу участка 10 приводного вала 7, скрепленные гайкой 11, регулируемая передняя опора ролика 9 и опорный конус 5, размещенный в корпусе сепаратора на подшипниках.
Предлагаемые решения упрощают изготовление, сборку и настройку главных рабочих элементов устройства. Клиновой механизм для регулировки размеров прокатной щели находится в месте крепления приводного вала.
Кроме главных рабочих элементов оборудование для реализации способа включает силовой привод, соответствующий необходимой работе деформации, а также механизмы, обеспечивающие подачу заготовки в зону деформации и выдачу изделия.
Возможны два варианта реализации способа - с приводом раскатного инструмента и неподвижной матрицей (как это показано на фиг.4), либо с приводом матрицы при неподвижном сепараторе. В первом случае обрабатываемое изделие имеет только осевое, а во втором случае - винтовое перемещение.
Перед началом работы производится установка угла подачи раскатных роликов, обеспечивающего принятый режим частных высотных деформаций, которая осуществляется с помощью поворота составной части сепаратора (8) относительно установленной на шлицевом участке вала части сепаратора 6 в направлении, обеспечивающем втягивающие фрикционные усилия при работе раскатных роликов.
Составные части сепаратора жестко скрепляются гайкой 11 и с помощью регулировочных механизмов 9 выбираются зазоры в опорных узлах роликов. Устанавливаются размеры прокатной щели, соответствующие нестационарному режиму заполнения очага деформации, и приводится во вращение приводной вал 7 с сепаратором или матрица 3 в зависимости от принятого варианта работы устройства.
Способ реализуется следующим образом.
Трубчатая заготовка 1 вводится в приемный конус матрицы до встречи с раскатными роликами 4. За счет кратковременного осевого усилия происходит раздача заготовки и соприкосновение ее с рабочим профилем матрицы. Во время нестационарного процесса заполнения калибра заготовка удерживается от вращения (первый вариант) или вращается вместе с матрицей (второй вариант). По мере заполнения очага деформации с помощью клинового механизма размеры прокатной щели уменьшаются и в момент появления готовой трубы (2) устанавливается постоянный размер калибра, соответствующий стационарному режиму формоизменения.
При заполненном калибре (стационарный режим) внешнего воздействия на заготовку не требуется - непрерывная подача материала и соответственно режим частных деформаций обеспечиваются фрикционным взаимодействием с косорасположенными роликами.
В первом варианте технологии планетарное движение роликов относительно обрабатываемого изделия обеспечивается приводным сепаратором, а рабочие поверхности их контактируют со свободно вращающимся опорным конусом. Во втором варианте сепаратор неподвижен, раскатка обеспечивается вращением матрицы с обрабатываемым изделием, которое приводит во вращение раскатные ролики и, соответственно, опорный конус.
Усилия в контактной и в полуконтактной зонах способствуют непрерывной осевой подаче и создают схему всестороннего сжатия в очаге формоизменения.
В конце процесса, по мере освобождения очага деформации от металла размеры калибра вновь увеличивают с помощью клинового механизма, обеспечивая постоянный по длине диаметр готового изделия с некоторым увеличением толщины стенки.
Наиболее рациональная область применения заявляемого способа и устройства - производство длинномерных тонкостенных труб и оболочек диаметром 500-3000 мм с минимальной толщиной стенки 1,0 мм, длиной до 10 м из трубчатых заготовок диаметром 250-350 мм с толщиной стенки более 7,0 мм такой же длины методом холодной или теплой раскатки в матрице. Возможно производство этих изделий с малопеременными по длине диаметром и толщиной стенки за счет изменения размеров калибра в стационарном режиме формоизменения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА | 1992 |
|
RU2030935C1 |
| УСТРОЙСТВО ДЛЯ РАЗДАЧИ ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2104114C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2104111C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНЦЕВОГО УЧАСТКА ТРУБЫ | 1994 |
|
RU2104112C1 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| СПОСОБ ДЕФОРМИРОВАНИЯ КОНЦЕВОГО УЧАСТКА СВАРНОЙ ТРУБЫ | 1994 |
|
RU2104113C1 |
| КОЛЬЦЕРАСКАТНЫЙ АВТОМАТ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖЕЙ | 1998 |
|
RU2139163C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1992 |
|
RU2009736C1 |
| СПОСОБ ОБЛОЙНОЙ ШТАМПОВКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
Использование: при производстве тонкостенных длинномерных труб и оболочек большого диаметра в холодном и теплом состоянии. Сущность изобретения: при осуществлении способа производят деформацию полой заготовки в калибре матрицы с помощью неприводных роликов вращающейся обоймы. Рабочий профиль матрицы и конфигурацию роликов выбирают из условий наименьшего сопротивления относительному перемещению деформируемого металла в контактных зонах. 2 с. и 2 з.п. ф-лы, 5 ил.
СПОСОБ ПРОИЗВОДСТВА ТРУБ И ОБОЛОЧЕК БОЛЬШОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления тонкостенных труб круглого и фасонного сечения и стан для осуществления способа | 1958 |
|
SU120821A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

