13553462
Изобретение относится к механосбо-поверхности контакта закладной голов- рочным работам и может быть использо-ки и стенок отверстия детали 1 пакета, вано для сборки летательных аппаратПосле этого на стержень заклепки ус- тов, в частности для потайной клепкитанавливают вторую деталь 3 и под- обшивок и стрингеров, выполненных изкладной кольцевой элемент 4. В высту- тонколистовых волокнистых композици-пающей из пакета части стержня выпол- онных материалов.нено глухое отверстие. Клепку осущеЦелью изобретения является расши-ствляют в два этапа - предварительно,
рение технологических возможностей .„объем глухого отверстия заполняют
путем получения соединения с потайнойвязкой средой, например техническим
закладной головкой с одновременнымвазелином, и осуществляют сжатие выповышекием качества. .ступающей части стержня заклепки обУказанная дель достигается тем,жимкой, имеющей коническую полость
что в обшивке выполняется отверстие .с хвостовиком. Окончательно осуществбез дробления упрочняющих волокон,ляют формообразование замыкающей го la в процессе работы соединения имеетловки обжимкой с плоским торцом. Посместо упругая деформация отверстияле этого со стороны закладной головки
относительно неизменяющей геометри-заклепки наносят усиление в виде синческих. размеров закладной головки, 20 Тетического клея 5 на тканой основе
что вызывает дополнительные силы тре-(например, типа синтетической высокония по периметру закладной головки..модульной ткани;.
На фиг.1 показана одна из соединя-, Толщина каждой из двух тонколистоемых деталей с установленной в деталей, выполненных из бороалюми- закладной головкой заклепки; на 25 « оставляла 1,25 мм. Цилиндричесфиг.2 - точки приложения местного де- отверстия в деталях получали проформирования закладной головки; набивкой, при этом диаметр отверстия
фиг.З - положение закладной головки ВД закладную головку составил 6,5мм.
заклепки после местного деформирова-Фиксация заклепки осуществлялась на ния; на фиг.4 - собранньш пакет де- зо -Р помощью ручного гидравлиталей; на фиг.5 - заклепочное соеди-ческого пресса, развивающего, усилие
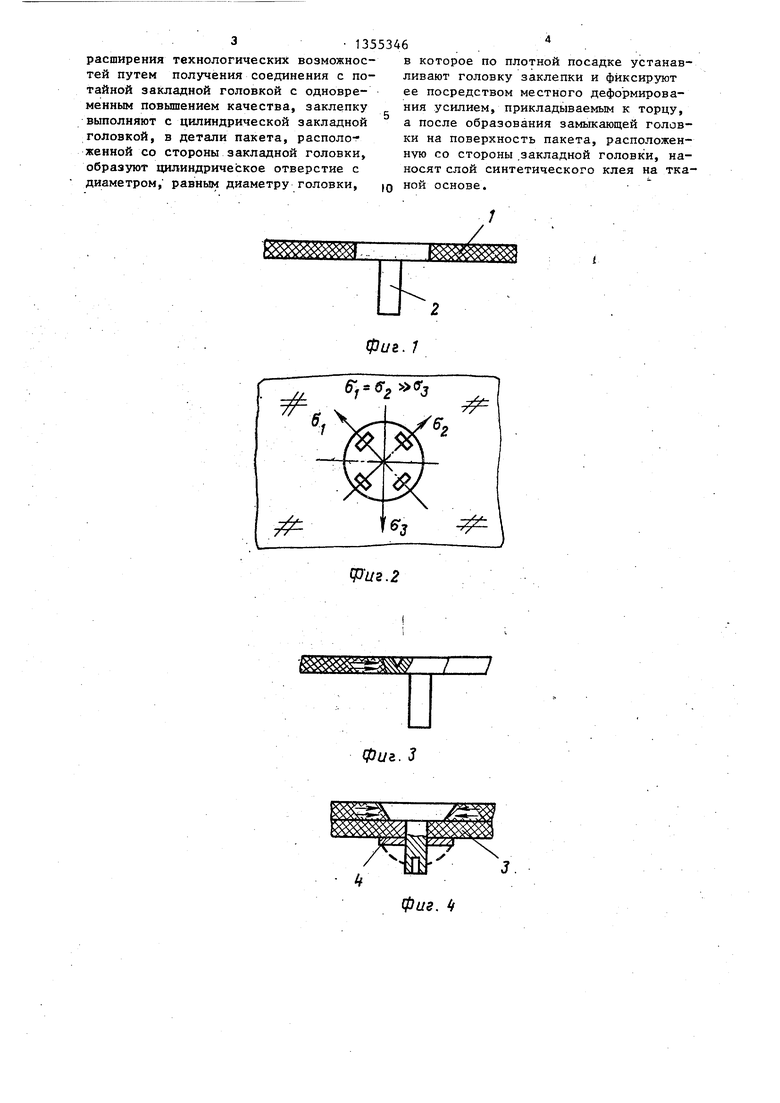
нение с нанесенным усилием со стороны путем местного деформировазакладной головки; на фиг.6 - 8 - усилием, прикладываемым к торцу
бота соединения при деформациях паке-закладной головки. В качестве нагру„, жающего устройства использовали маг1d Дс icIJIcH. jСпособ клепки осуществляют следую-нитно-ймпульсную установку (МИУ-10)
щими технологическими приемами. метаемым ударником при энергии разБо внешней детали 1 пакета, напри-РВДа в 3,0 кДж, что соответствов-амер обшивке из бороалюминия, опреде- о скорости деформирования 20,2 - ляющей аэродинамический контур изде- д 23,5 м/сек. После расклепывания со
ЛИЯ, выполняют сквозное цилиндричес-стороны за сладной головки наносился
кое отверстие диаметром, равным диа-слои клея на тканой основе. метру головки заклепки 2. В .образо- Проведенные испытания на растяжеванное отверстие по плотной посадке«ие образцов, склепанных по предлага-.
устанавливают головку, заклепки. Уста-емому способу показали, что прочностновку закладной головки заклепки во™е характеристики силовых точек превнешней детали 1 пакета можно осущс-восходят в 2-3 раза характеристики
ствить также путем пробивки чистового силовых точек, образованных по изв.еотверстия в детали пакета торцом зак-стнои технологии, ладной головки. Фиксирование заклепки
2во внешней детали 1 осуществляютФормула изобрете.. ния посредством местного деформирования Способ клепки деталей из компози- закладной головки в направлениях на-ционного материала, заключающийся .в ибольшей прочности, материала детали.получении в деталях соосных отверстий. Для этого в торце закладной головки -установке в них заклепки с подкладным выполняют углебления (фиг.З), вызываякольцевьм элементом на выступающей местную пластическуй деформацию мате-части стержня и в последующем образо- риала заклепки и, как следствие, по-вании замыкаюп1ей головки, о т л и - явление дополнительных .сил трений почающийся тем, что, с целью
расширения технологических возможностей путем получения соединения с потайной закладной головкой с одновременным повышением качества, заклепку вьтолняют с цилиндрической закладной головкой, в детали пакета, расположенной со стороны закладной головки, образуют цилиндрическое отверстие с диаметром, равным диаметру головки.
в которое по плотной посадке устанавливают головку заклепки и фиксируют ее посредством местного деформирования усилием, прикладываемым к торцу, а после образования замыкающей головки на поверхность пакета, расположенную со стороны .закладной головки, наносят слой синтетического клея на тканой основе.
фиг. 1
цг.2
7 I
Фиа. 3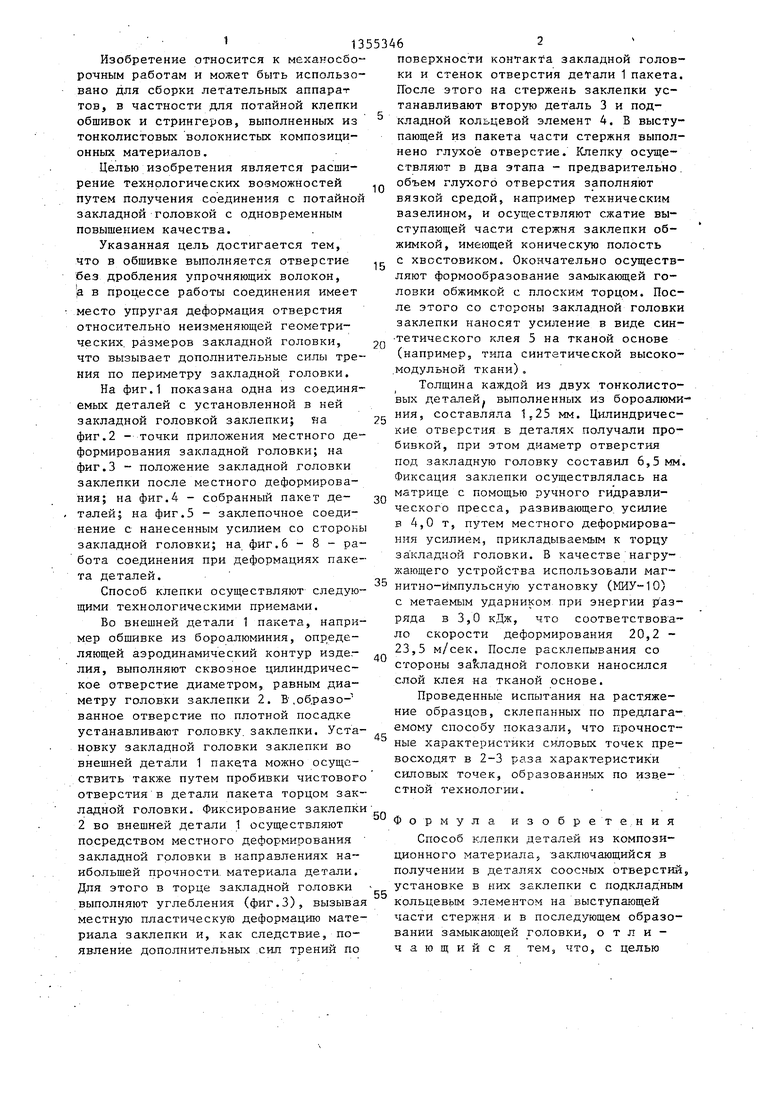
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ клепки деталей из волокнистых композиционных материалов | 1986 |
|
SU1409401A1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
| Способ потайной клепки и устройство для его осуществления | 1987 |
|
SU1528598A1 |
| Способ клепки | 1990 |
|
SU1766571A1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2006331C1 |
| СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ | 1991 |
|
RU2007249C1 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2072274C1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2074046C1 |
| Способ образования неразъемного потайного соединения | 1989 |
|
SU1673246A1 |
Изобретение относится к клепке, в частности к способам клепки деталей из композиционного материала. Целью изобретения является расширение технологических возможностей путем получения соединения с потайной закладной головкой с одновременным повьппением качества. Во внешней детали пакета 1, определяющей аэродинамический контур изделия, выполняют сквозное цилиндрическое отверстие диаметром, равным диаметру головки заклепки 2. В обра зованное отверстие по плотной посадке устанавливают головку заклепки. Фиксацию заклепки 2 во внешней детали 1 осуществляют посредством местного деформирования закладной головки в направлениях наибольшей прочности материала детали. Для этого в торце закладной головки выполняют углубления, вызывая местную пластическую деформацию материала заклепки и как следствие появление дополнительных сил трения по поверхности контакта закладной головки и стенок отверстия детали пакета 1. После сборки пакета осуществля рт образование замыкающей головки заклепки, а затем на поверхность закладной головки наносят синтетический клей 5 на тканой основе.8 ил. 5 СО О1 СП СО 4 О5 9иг.5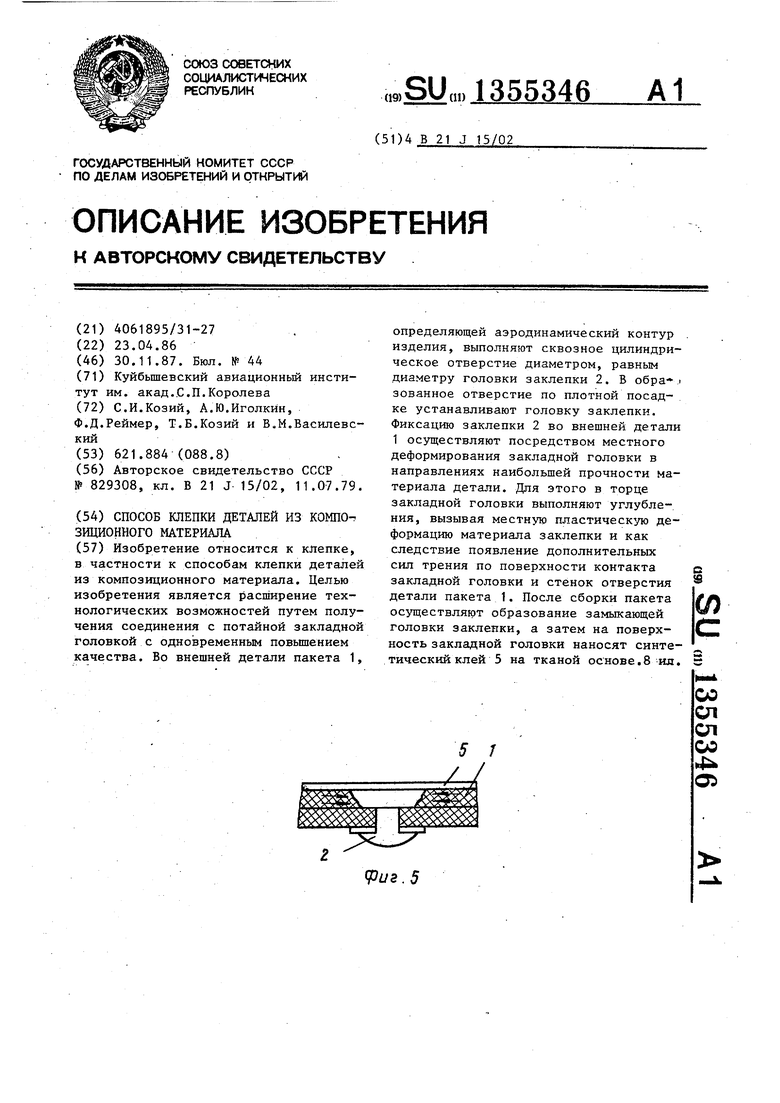
фиг. tt
qouff.6
фиг7
срие.в
Редактор Т.Парфенова
Составитель Н.Пожидаева Техред М. Ходанич
Заказ 5742/11Тираж 583Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В.Бутяга
| Способ клепки | 1979 |
|
SU829308A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
