Изобретение относится к клепально-сборочным работам и может быть использовано во всех отраслях народного хозяйства при производстве потайных заклепочных соединений на конструкциях, содержащих детали из волокнистых композиционных материалов.
Известен способ образования соединения при одностороннем подходе, при котором в пакете выполняют отверстие, устанавливают в него с натягом заклепку из термообработанной стали, далее на выступающую часть стержня размещают кольцо из пластичного материала, после чего, зафиксировав заклепку от осевого перемещения, осуществляют пластическое сжатие материала кольца (1).
Недостатками известного способа образования соединения являются:
относительно большой вес силовой точки, что неприменимо для пакетов, содержащих детали из волокнистых композиционных материалов;
высокая себестоимость производства соединения из-за необходимости обеспечения натяга при постановке заклепки в отверстие пакета.
Известен также способ образования потайного соединения, включающий выполнение в одной из деталей отверстие с полостью для закладной головки заклепки, установку в него заклепки с фиксацией по боковой поверхности закладной головки, последующее размещение на стержне заклепки остальных элементов пакета, подкладной шайбы, и образование замыкающей головки в два перехода (2).
К недостаткам известного способа следует отнести:
относительно небольшие усилия по фиксированию заклепки в элементе пакета;
сравнительно узкие технологические возможности, что ограничивает номенклатуру узлов, использующих известную технологию.
Целью изобретения является повышение прочностных характеристик соединения и расширение технологических возможностей способа для выполнения односторонней клепки пакетов, содержащих детали из волокнистых композиционных материалов и однородного материала.
Поставленная цель достигается тем, что в способе образования потайного соединения, включающем выполнение в одной из деталей отверстия с полостью для закладной головки заклепки, установку в него заклепки с фиксацией по боковой поверхности закладной головки, последующее размещение на стержне заклепки остальных эелментов пакета, подкладной шайбы и образование замыкающей головки в два перехода, полость для закладной головки выполняют в детали из однородного металла и глубиной, превышающей высоту закладной головки, а при фиксации заклепки производят дополнительное фиксирование по торцевой поверхности ее закладной головки путем пластического сжатия материала детали по периметру полости для закладной головки с формированием упрочненного слоя толщиной
h* >  , где Fконуса - площадь конической поверхности закладной головки;
, где Fконуса - площадь конической поверхности закладной головки;
Рклепки - усилие потребное для образования замыкающей головки (максимальное для одного из переходов)
Р - давление на контактной конической поверхности;
μ - коэффициент трения между стенками профилированной полости и поверхностью заклепки;
τсдв* - напряжение сдвига материала детали пакета в упрочненном слое.
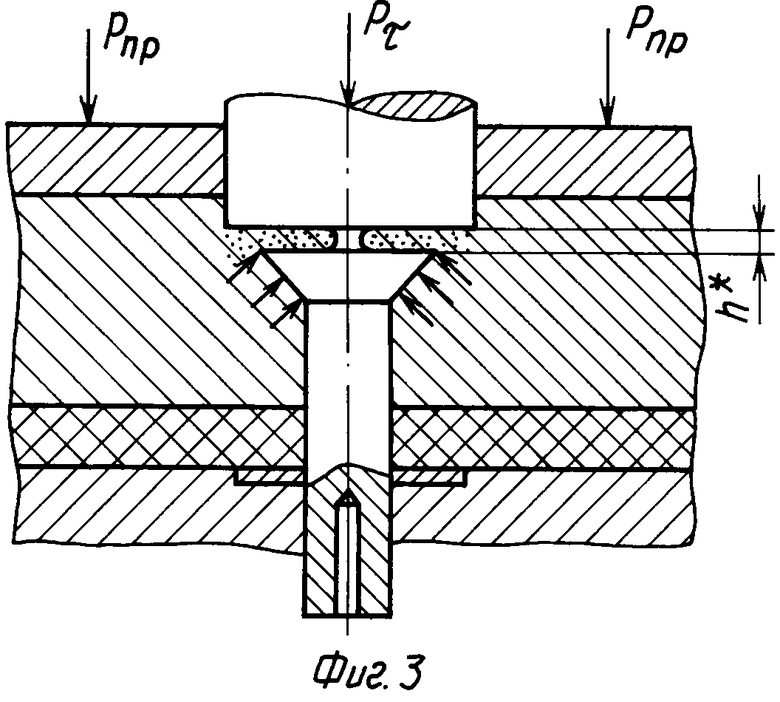
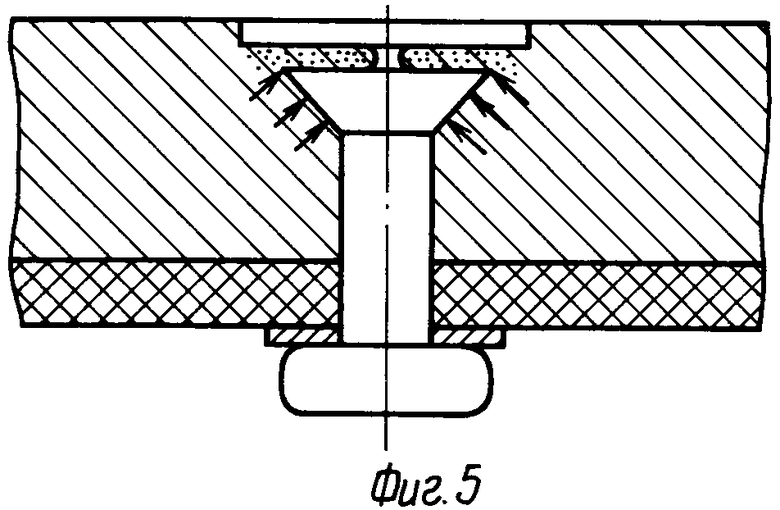
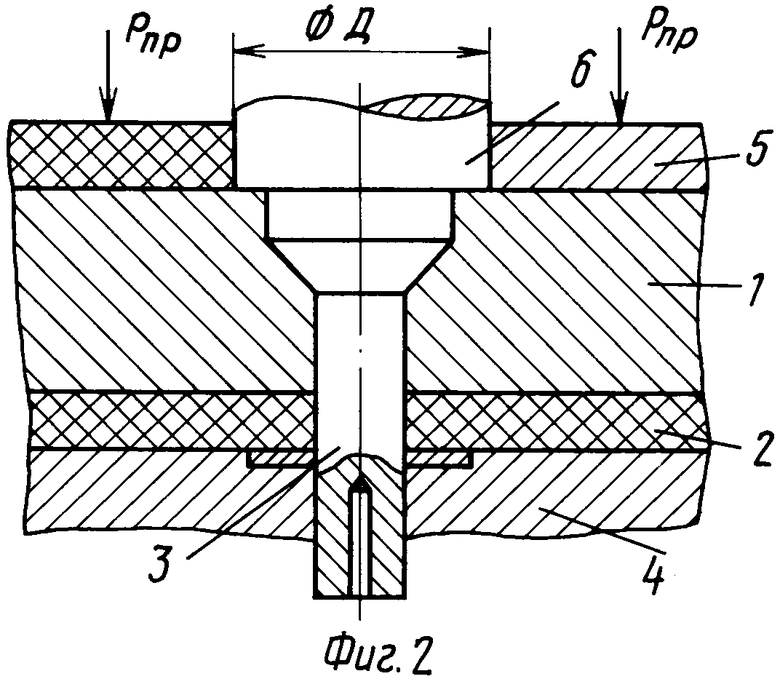
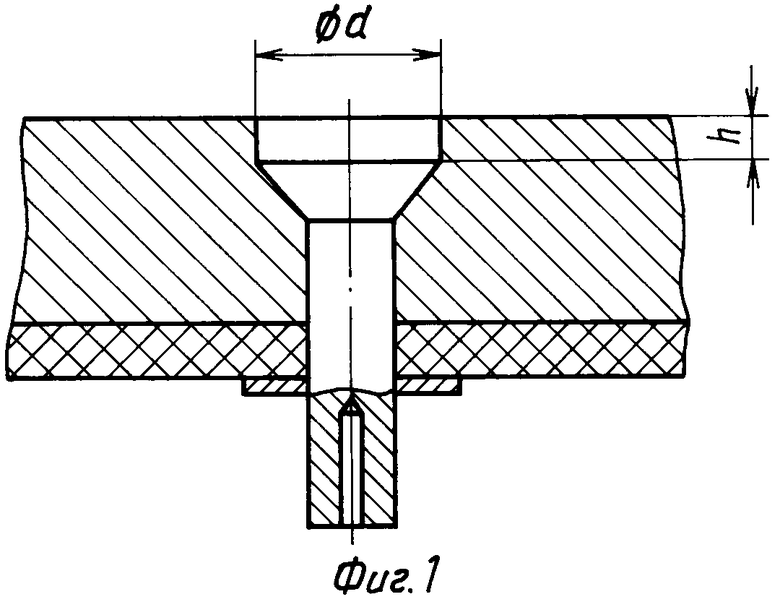
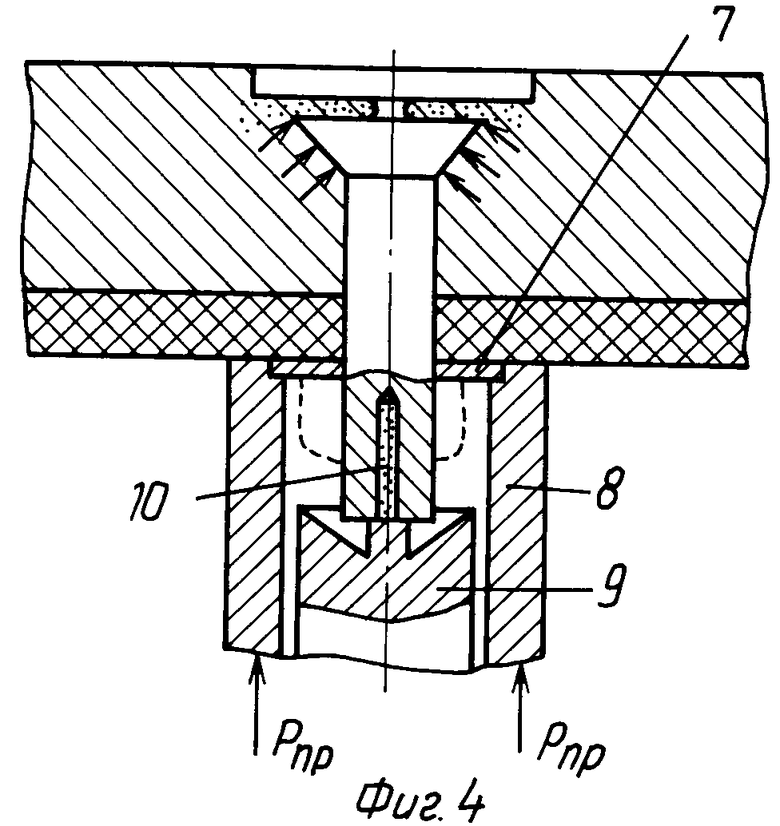
На фиг. 1 показан смешанный пакет, содержащий деталь из волокнистого композиционного материала с выполненной со смещением относительно плоскости потая профилированной полостью; на фиг. 2 - исходное положение штамповой оснастки перед фиксацией заклепки в детали пакета; на фиг. 3 - окончание стадии процесса фиксации заклепки в детали пакета; на фиг. 4 - исходное положение штамповой оснастки перед образованием замыкающей головки заклепки; на фиг. 5 - фрагмент пакета с силовой точкой.
В смешанном пакете, содержащем деталь 1 из традиционного материала, например алюминиевого сплава В95Т, и деталь 2 из волокнистого композиционного материала, например бороалюминия, со стороны детали 1 выполняют профилированную полость с ее смещением относительно плоскости потая на величину "h".
Затем в профилированную полость устанавливают заклепку 3, имеющую глухую полость на выступающей части стержня. В силу смещенности профилированной полости относительно плоскости потая над закладной головкой заклепки 3 формируется цилиндрическая полость с диаметром, равным максимальному диаметру d закладной головки заклепки 3, и глубиной, равной h (фиг. 1).
Далее пакет фиксируют в штамповой оснастке между плитой 4 и прижимом 5 с усилием Рпр. В плите 4 выполнено отверстие диаметром, равным диаметру заклепки 3, а в прижиме 5 - отверстие диаметром D, превышающим максимальный диаметр закладной головки заклепки 3. Отверстие в плите 4 и прижиме 5 соосные. В отверстие прижима 5 устанавливают пуансон 6 (фиг. 2).
Реализация изобретения осуществляется следующим образом.
При воздействии импульсным усилием Pτ на торец пуансона 6 имеет место пластическое сжатие материала детали 1 в пределах кольцевой поверхности, ограничиваемой диаметрами D и "d" (фиг. 3).
Последнее обуславливает заполнение свободного объема цилиндрического углубления в детали 1. На конечной стадии этого заполнения над закладной головкой заклепки 3 формируется упрочненный слой толщиной h*, и на боковой поверхности закладной головки заклепки 3 возникают радиальные давления (показаны стрелками).
Таким образом осуществляют фиксирование заклепки 3 в детали 1 с усилием, рассчитываемым по формуле
P= π˙d˙h*˙τсдв*+
+Fконуса˙μ˙p, где τсдв* - напряжение сдвига материала детали 1 в упрочненном слое;
Fконуса - площадь конической поверхности закладной головки;
μ - коэффициент трения между стенками профилированной полости и поверхностью заклепки;
p- давление на контактной конической поверхности заклепки 3 - деталь 1.
Затем производят разборку штамповой оснастки, после чего на выступающую часть стержня заклепки 3 размещают подкладную шайбу 7 (фиг. 4).
Далее в соответствии с техпроцессом по авт. св. N 829308 производят образование замыкающей головки заклепки 3 за два перехода. Для чего со стороны детали 2 производят сжатие пакета посредством прижима 8, в отверстие которого устанавливают обжимку первого перехода 9. Предварительно объем глухой полости в заклепке 3 заполняют вязкой средой 10.
Последовательно, выполняя два перехода, формируют замыкающую головку заклепки 3 (фиг. 5).
При этом обязательным условием обеспечения требуемого качества соединения является соблюдение следующего неравенства
Рклепки < Р
Исходя из этого неравенства, производят расчет толщины упрочненного слоя h
Pклепки<π˙d˙h*˙τсдв*+Fконуса˙μ˙p, откуда
h* > 
Причем для различных сочетаний материалов детали 1 и заклепки 3 после экспериментальной обработки возможно установление рациональных границ последнего неравенства.
Способ прошел опытно-промышленную проверку при образовании потайного соединения на смешанном пакете толщиной 10 мм, содержащем деталь из алюминиевого сплава В95 толщиной 8 мм, и деталь из волокнистого композиционного материала - бороалюминия толщиной 2,0 мм.
Профилированную полость изготавливали по известной технологии режущими методами.
Смещение профилированной полости относительно плоскости потая составляло 2,07 мм.
Заклепка из алюминиевого сплава В65 (ГОСТ 34084-80) имела диаметр стержня 4,0 мм и его длину - 13,0 мм, диаметр закладной головки равнялся 7,2 мм.
Цилиндрическая полость в детали из сплава В95 имела диаметра 7,25 мм, глубину 4,07 мм.
Упрочненный слой в детали из сплава В95 имел размеры: диаметр 10 мм; толщину 1,0 мм.
Технологическая оснастка изготовлялась из стали У8А по 7-му квалитету точности и имела твердость после закалки HRCэ 56. . . 58 ед.
Фиксирование заклепки в детали из сплава В95 и образование замыкающей головки осуществлялось с использованием в качестве энергопривода магнитно-импульсной установки МИУ-10, разгоняющей ударник массой 450 г при энергиях разряда соответственно в 1,6 и 2,0 кДж.
Толщина упрочненного слоя h* рассчитывалась по приведенной ранее формуле при следующих конкретных значениях входящих параметров:
усилие клепки - Р клепки 9100 Н = 9,1 кН;
площадь конуса заклепки - Fконуса = 37,4 мм2;
коэффициент тре- ния μ = 0,1;
напряжение сдви-
га с учетом упроч-
нения для сплава В95 τсдв* = 320 МПа;
давление на кони-
ческой поверхнос- ти р = 200 МПа.
В экспериментах толщина упрочненного слоя равнялась 1,0 мм.
Проведенные испытания склепанных пакетов по новой технологии выявили увеличение прочностных характеристик силовых точек на 19% по сравнению с прочностными характеристиками аналогичных пакетов, склепанных по известной технологии.
Предлагаемое техническое решение по сравнению с прототипом эффективно, поскольку:
повышает прочностные характеристики силовых точек, обуславливаемые формированием сжимающих остаточных напряжений по периметру профилированной полости со стороны потая;
расширяет технологические возможности за счет обеспечения возможности односторонней клепки;
улучшает герметичность соединения обеспечением радиального давления на контактной поверхности деталь пакета - заклепка;
повышает жесткостные характеристики силовой точки из-за устранения возможности осевого перемещения заклепки в процессе эксплуатации изделия;
использование технологического процесса рационально и в технологических процессах двусторонней клепки. (56) Орлов П. И. Основы конструирования. М. , Машиностроение, 1972, с. 199, рис. 218 д, е.
Авторское свидетельство СССР N 1528597, кл. В 21 J 15/02, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1991 |
|
RU2007250C1 |
| СПОСОБ КЛЕПКИ СМЕШАННЫХ ПАКЕТОВ | 1992 |
|
RU2007252C1 |
| СПОСОБ КЛЕПКИ | 1992 |
|
RU2006331C1 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 1992 |
|
RU2049626C1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2072274C1 |
| Способ клепки | 1991 |
|
SU1787644A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАКЛЕПОК | 1992 |
|
RU2006334C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТУПЕНЧАТЫХ ОТВЕРСТИЙ В ДЕТАЛЯХ | 1992 |
|
RU2025183C1 |
| СПОСОБ КЛЕПКИ | 1993 |
|
RU2049593C1 |
Использование: отрасли народного хозяйства при производстве потайных заклепочных соединений на конструкциях, содержащих детали из волокнистых композиционных материалов и однородного металла. Сущность изобретения: в деталях выполняют отверстия. При этом в детали из однородного металла отверстие выполняют с полостью для закладной головки. Глубина полости превышает высоту закладной головки заклепки. Заклепку устанавливают в отверстие и фиксируют по боковой поверхности закладной головки. На стержне заклепки размещают остальные детали пакета, подкладную шайбу и формуют замыкающую головку в два перехода. При фиксации заклепки производят дополнительное фиксирование по торцевой поверхности ее закладной головки путем пластического сжатия материала детали по периметру полости для закладной головки с формированием упрочненного слоя толщиной  , где Fконуса - площадь конической поверхности закладной головки; d - диаметр полости для закладной головки заклепки; Pклепки - усилие, затрачиваемое на образование замыкающей головки (максимальное для одного из переходов); p - давление на контактной конической поверхности; μ - коэффициент трения между стенками профилированной полости и поверхностью заклепки; τ
, где Fконуса - площадь конической поверхности закладной головки; d - диаметр полости для закладной головки заклепки; Pклепки - усилие, затрачиваемое на образование замыкающей головки (максимальное для одного из переходов); p - давление на контактной конической поверхности; μ - коэффициент трения между стенками профилированной полости и поверхностью заклепки; τ
СПОСОБ ОБРАЗОВАНИЯ ПОТАЙНОГО СОЕДИНЕНИЯ, включающий выполнение в одной из деталей отверстия с полостью для закладной головки заклепки, установку в него заклепки с фиксацией по боковой поверхности закладной головки, последующее размещение на стержне заклепки остальных элементов пакета, подкладной шайбы и образование замыкающей головки в два перехода, отличающийся тем, что, с целью повышения прочностных характеристик соединения и расширения технологических возможностей способа для выполнения односторонней клепки пакетов, содержащих детали из волокнистых композиционных материалов и однородного металла, полость для закладной головки выполняют в детали из однородного металла и глубиной, превышающей высоту закладной головки, а при фиксации заклепки производят дополнительное фиксирование по торцевой поверхности ее закладной головки путем пластического сжатия материала детали по периметру полости для закладной головки с формированием упрочненного слоя толщиной
h*
