ос
(
00
ON
О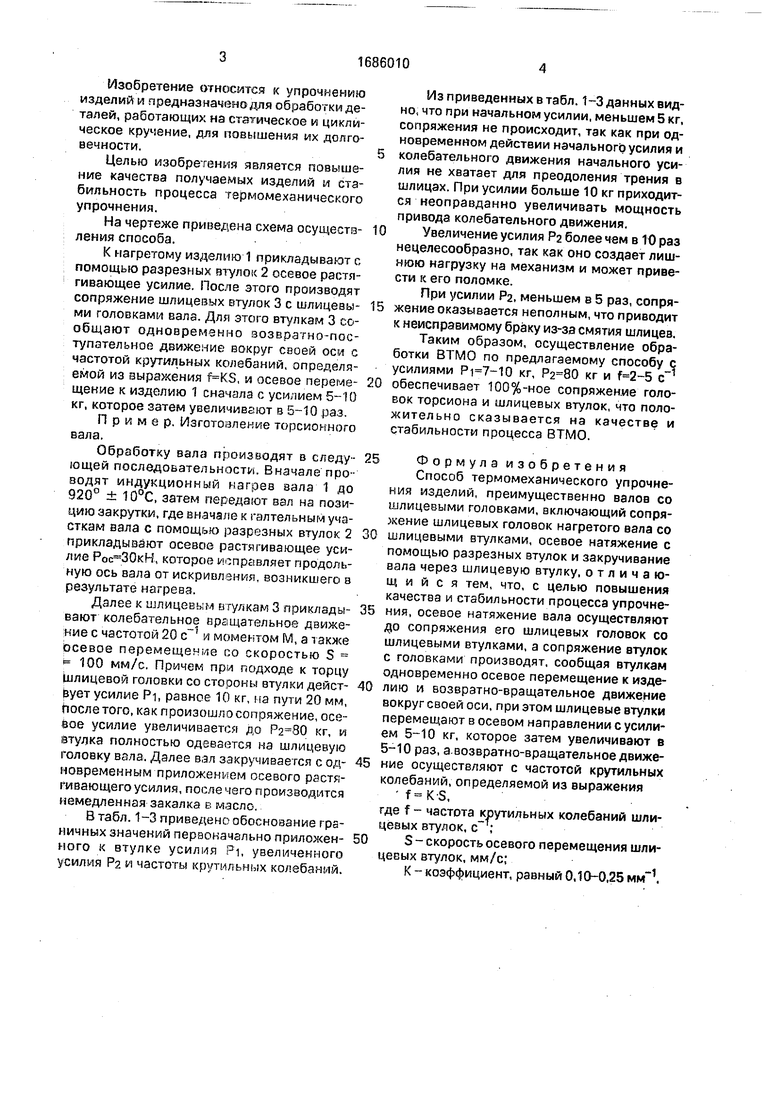

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ИЗДЕЛИЙ | 2017 |
|
RU2643285C1 |
| Установка для термомеханического упрочнения изделий | 1990 |
|
SU1740454A1 |
| Установка для термомеханического упрочнения изделий | 1985 |
|
SU1355635A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| Установка для нанесения покрытий из металлических порошков на внутренние поверхности цилиндрических изделий | 1987 |
|
SU1498590A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
| Способ вибрационной обработки деталей в рабочей среде | 1977 |
|
SU617248A1 |
| Способ механической обработки изделий | 1988 |
|
SU1563955A1 |
| ЗАЖИМНАЯ ГОЛОВКА-МАНИПУЛЯТОР | 2005 |
|
RU2295436C2 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
Изобретение относится к упрочнению изделий и предназначено для обработки деталей, работающих на статическое и циклическое кручение. Цель изобретения - позы- шение качества изделий и стабильность процесса упрочнения. К нагретому валу 1 с помощью разрезных втулок 2 прикладывают осевое натяжение, после чего шлицевым втулкам 3 сообщают одновременно осевое перемещение к валу 1 и возвратно-вращательное движение вокруг своей оси. Осевое перемещение втулок производят сначала с усилием 5-10 кг, которое затем увеличивают в 5-10 раз, а возвратно-вращательное движение осуществляют с частотой 5 крутильных колебаний, определяемой из выражения f к S, где S - скорость осевого перемещения втулок, мм/с; k - коэффициент, равный 0,1-0,25. . 1 ил. 3 табл. Ё
Изобретение относится к упрочнению изделий и предназначено для обработки деталей, работающих на статическое и циклическое кручение, для повышения их долговечности.
Целью изобретения является повышение качества получаемых изделий и стабильность процесса термомеханического упрочнения.
На чертеже приведена схема осуществ- ления способа.
К нагретому изделию 1 прикладывают с помощью разрезных втулок 2 осевое растягивающее усилие. После этого производят сопряжение шлицевых втулок 3 с шлицевы- ми головками вала. Для этого втулкам 3 сообщают одновременно возвратно-поступательное движение вокруг своей оси с частотой крутильных колебаний, определяемой из выражения , и осевое переме- щение к изделию 1 сначала с усилием 5-10 кг, которое затем увеличивают в 5-10 раз.
Пример. Изготовление торсионного вала.
Обработку вала производят в следу- ющей последовательности. Вначале проводят индукционный нагрев вала 1 до 920° ± 10°С, затем передают вал на позицию закрутки, где вначале к галтельным участкам вала с помощью разрезных втулок 2 прикладывают осевое растягивающее усилие , которое исправляет продольную ось вала от искривления, возникшего в результате нагрева.
Далее к шлицевым втулкам 3 приклады- вают колебательное вращательное движение с частотой 20 и моментом М, а также осевое перемещение со скоростью S 100 мм/с. Причем при подходе к торцу шлицевой головки со стороны втулки деист- вует усилие PI, равное 10 кг, на пути 20 мм, после того, как произошло сопряжение, осевое усилие увеличивается до кг, и втулка полностью одевается на шлицевую головку вала, Далее вал закручивается с од- повременным приложением осевого растягивающего усилия, после чего производится немедленная закалка в масло.
В табл. 1-3 приведено обоснование граничных значений первоначально приложен- ного к втулке усилия Pi, увеличенного усилия Р2 и частоты крутильных колебаний,
Из приведенных в табл. 1-3 данных видно, что при начальном усилии, меньшем 5 кг, сопряжения не происходит, так как при одновременном действии начального усилия и колебательного движения начального усилия не хватает для преодоления трения в шлицах. При усилии больше 10 кг приходится неоправданно увеличивать мощность привода колебательного движения.
Увеличение усилия PZ более чем в 10 раз нецелесообразно, так как оно создает лишнюю нагрузку на механизм и может привести к его поломке.
При усилии Р2, меньшем в 5 раз, сопряжение оказывается неполным, что приводит к неисправимому браку из-за смятия шлицев.
Таким образом, осуществление обработки ВТМО по предлагаемому способу с усилиями Р кг, кг и с обеспечивает 100%-ное сопряжение головок торсиона и шлицевых втулок, что поло- жительно сказывается на качестве и стабильности процесса ВТМО.
Формула изобретения Способ термомеханического упрочнения изделий, преимущественно валов со шлицевыми головками, включающий сопряжение шлицевых головок нагретого вала со шлицевыми втулками, осевое натяжение с помощью разрезных втулок и закручивание вала через шлицевую втулку, отличающийся тем, что, с целью повышения качества и стабильности процесса упрочнения, осевое натяжение вала осуществляют до сопряжения его шлицевых головок со шлицевыми втулками, а сопряжение втулок с головками производят, сообщая втулкам одновременно осевое перемещение к изделию и возвратно-вращательное движение вокруг своей оси, при этом шлицевые втулки перемещают в осевом направлении с усилием 5-10 кг, которое затем увеличивают в 5-10 раз, а возвратно-вращательное движение осуществляют с частотой крутильных колебаний, определяемой из выражения
,
где f - частота крутильных колебаний шлицевых втулок,с ;
S - скорость осевого перемещения шлицевых втулок, мм/с;
К - коэффициент, равный 0,10-0,25 мм
-1
Осевое усилие Pi, кг
4 5
6-10 11,12
Таблица 1.
Таблица 2
Таблица 3
Результаты обработки пси ссезом усилии PZ 80кг и f 3
Около 5% случаев несопряжения 100% сопряжения
w
В 10% случаев механизму не хватало мощности для осуществления колебаний
| Способ упрочнения изделий | 1981 |
|
SU1013501A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Установка для термомеханического упрочнения изделий | 1985 |
|
SU1355635A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
