со
00
Изобретение относится к машино- строению, в частности к способам обработки торсионных валов, изготав- пиваемых из высокопрочных конструкци онных сталей.
Цель изобретения повышение качества и снижение трудоемкости обработки.
Изготовлены две партии по 30 шт. торсионных валов из стали 45ХН2МФАШ со следующими размерами, мм: Диаметр стержня вала 53 Длина вала2164
Диаметры головок
вала67 и 72
Длины головок
вала55 и 64
Прутковую заготовку мм, 1 « 1300 мм подвергают отжигу. Затем протачивают на 72,5 мм. Далее заготовку раскатьшают на предольно-рас- катно станке ПР-200 с получением окончательно стержневого (053+0,4 мм и галтельных участков, обеспечивая |чистоту поверхности не ниже 2,5/. Далее после подрезки торцов, зацент- ;ровки и проточки головок, накатьтают ;шлицы на шлиценакатных станках I1IH-5. iЗатем заготовку нагревают ТБЧ на I специальной установке до температуры i 930 +1 0 С оо скоростью нагрева 2 град ;/с,закручивают и закаливают в масля :ной ванне, отпускают в шахтной печи при 200 С. Глубина обезуглероженного ;слоя после закалки составляет 0,03- 0,04 мм. Далее торсионный вал, имеющ окончательные геометрические размеры подвергают струйной абразивной обработке (САО) на специальной установке в которой абразив (электрокорунд) в смеси с водой под давлением сжатог воздуха 5 атм за 5 мин обеспечивает съем металла по всей поверхности вал глубиной 0,005-0,01 мм и чистоту по- верхности ls2V на стержне и галтелях вала. Затем производят первичное заневоливание на угол 130° пятикратной закруткой, обработку стержня и галтелей роликами с усилием 1200 кгс и вторичное заневоливание на угол 93 пятикратной закруткой. Причем, направление закрутки на операциях заневоливания совпадало с направлением рабочих напряжений.
Для обоснования интервала скоростей нагрева ТВЧ и оставляемой вёличи ны обезуглероженного слоя проводяФ .сравнительные испытания торсионных
-
0 0 д
5
0
валов, изготовленных по различным режимам.
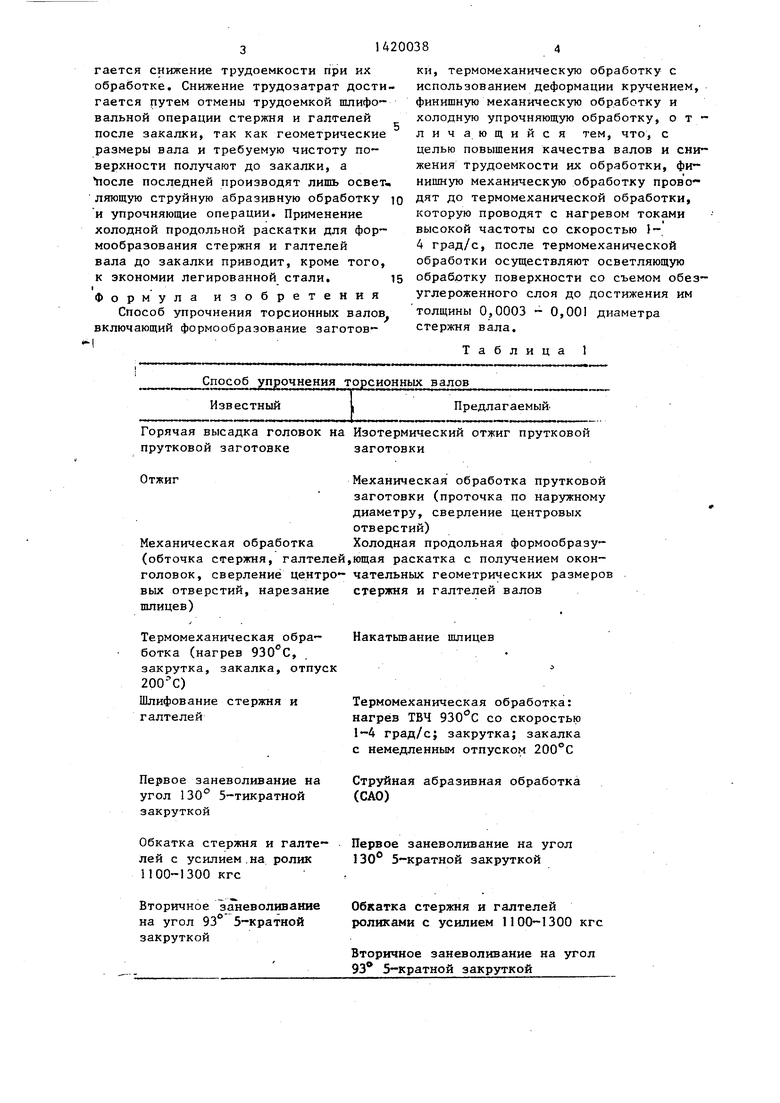
В табл.1 представлены последовательность и режим выполнения операций при изготовлении опытных партий торсионных валов по известному и предлагаемому способам.
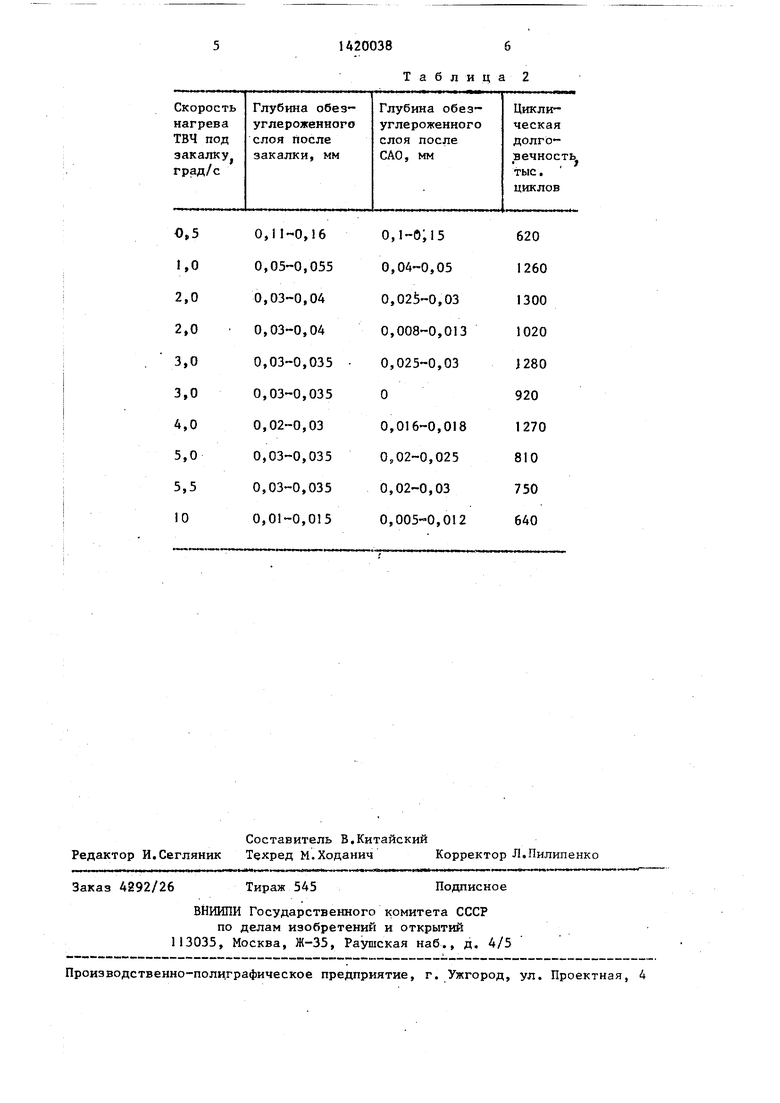
Для обоснования интервала скоростей нагрева ТВЧ и оставляемой величины обезуглероженного слоя после САО проводят сравнительные испытания торсионных валов, изготовленнных по различным режимам. Результаты представлены в табл.2.
Как видно из табл.2, торсионные валы, обработанные с нагревом ТВЧ со скоростями 1-4 град/с и имеющие глубину обезуглероженного слоя после САО 0,016тО,05 мм, что соответствует 0,0003-0,001 от диаметра стержня, имеют наибольшую циклическую долговечность.
По выбранным режимам изготавливают партию валов в количестве 15 шт. по предлагаемому способу и сравнивают с Всшами, изготовленными по известному способу.
Изготовленные торсионные валы (по .15 шт. каждой партии) были подвергнуты циклическим испытаниям в соответствии с нормалью НО 6125-69.
Средняя долговечность валов по известному способу составляет NCP 1 987 тыс. циклов.
Один вал, изготовленный по известному способу, имеет долговечность 168 тыс. циклов по причине шлифовочного прижога на поверхности после операции шлифования стержня и галте- лей. В значение средней долговечности его не включают.
Средняя долговечно.сть валов по предлагаемому способу составляет Ncpi 1292 тыс.циклов.
Увеличение долговечности предлагаемых валов по сравнению с известными составляет:
срг ср, 1292 - 987 ..
N
987
100%
31%
В рез ультате изготовления торсионных валов предложенным способом долговечность их увеличивается на 31%.
Кроме повышения качества (долгов еч- ности), при изготовлении торсионных валов по предлагаемому способу достигается снижение трудоемкости при их обработке. Снижение трудозатрат достигается путем отмены трудоемкой шлифо вальной операции стержня и галтелей после закалки, так как геометрические размеры вала и требуемую чистоту по верхности получают до закалки, а после последней производят лишь освет, ляющую струйную абразивную обработку и упрочняющие операции. Применение холодной продольной раскатки для фор-- мообраэования стержня и галтелей вала до закалки приводит, кроме того, к экономии легированной стали, Формула изобретения Способ упрочнения торсионных валов включающий формообразование заготовки, термомеханическую обработку с использованием деформации кручением, финишную механическую обработку и холодную упрочняющую обработку, отличающийся тем, что, с целью повышения качества валов и снижения трудоемкости их обработки, финишную механическую обработку пров о- дят до термомеханической обработки, которую проводят с нагревом токами высокой частоты со скоростью }- 4 град/с, после термомеханической обработки осуществляют осветляющую обработку поверхности со съемом обез- углероженного слоя до достижения им толщины 0,0003 - 0,001 диаметра стержня вала.
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
| Способ обработки торсионных шлицевых валов | 1988 |
|
SU1574439A1 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| Способ упрочнения трубчатых валов | 1987 |
|
SU1447645A1 |
| Установка для термомеханического упрочнения изделий | 1985 |
|
SU1355635A1 |
| Способ изготовления изделий переменного по их длине сечения | 1980 |
|
SU871954A2 |
| СПОСОБ ЗАНЕВОЛИВАНИЯ ТОРСИОННОГО ВАЛА | 1990 |
|
RU2039310C1 |
| Способ изготовления упругих элементов | 1983 |
|
SU1169999A1 |
| Установка для термомеханического упрочнения изделий | 1990 |
|
SU1740454A1 |
| Способ изготовления кольцевых деталей | 1983 |
|
SU1125267A1 |
Изобретение относится к области машиностроения,в частности к способам обработки торсионных валов, иэготав- ливаемых из высокопрочных конструкционных сталей. Цель - повьппение ка честна валов и снижение трудоемкости их обработки. После формообразования заготовки механической обработкой и холодной продольной раскаткой накатывают шлицы и осуществляют термомеха- нкческую обработку нагревом токами высокой частоты до со скоростью 1-4 град/с, закруткой при этой темпе- ратуре и ускоренным охлаждением с немедленным отпуском 200°С. Затем проводят струйную абразивную обработ- ку с оставлением обезуглероженного слоя глубиной 0,0003-0,001 диаметре стержня вала и последующую упрочняю -; щую обработку заневоливанием 5-крат ной закруткой, обкаткой роликами и вторичным заневолив.анием 5-кратной закругкой. 2 табл. (Л
Способ упрочнения торсионных валов
Известный
Горячая высадка головок на Изотермический отжиг прутковой прутковой заготовке заготовки
ОтжигМеханическая обработка прутковой
заготовки (проточка по наружному диаметру, сверление центровых отверстий)
Механическая обработка Холодная продольная формообразу- (обточка стержня, галтелей,ющая раскатка с получением окон- головок, сверление центро- чательных геометрических размеров вых отверстий, нарезание стержня и галтелей валов шлицев)
Термомеханическая обработка (нагрев ,
закрутка,
zoo- c)
закалка, отпуск
Шлифование стержня и галтелей
Первое заневоливание на угол 130° 5-тикратной закруткой
Обкатка стержня и галтелей с усилием.на ролик 1100-1300 кгс
Вторичное заневоливание на угол 93° 5-кратной закруткой
Предлагаемый
Накатьшание шлицев
Термомеханическая обработка: нагрев ТВЧ со скоростью 1-4 град/С} закрутка; закалка с немедленным отпуском 200°С
Струйная абразивная обработка (САО)
Первое заневоливание на угол 130 5-кратной закруткой
Обкатка стержня и галтелей роликами с усилием 1100-1300 кгс
Вторичное заневоливание на угол 93 5-кратной закруткой
Составитель В,Китайский Редактор И.Сегляник Техред М.Ходанич Корректор Л.Пилипенко
Заказ 4292/26
Тираж 545
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раупхская наб., д. 4/5
Таблица 2
Подписное
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 0 |
|
SU406916A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
