10
15
20
25
Изобретение относится к металлургии, конкретно к прокатному производству, может быть использовано при прокатке сортовой стали и заготовок является усовершенствованием изобретения по авт. св. № 1205944.
Цель изобретения - повышение точности определения влияния неравномерного температурного поля по сечению аската на параметры процесса прокати за счет учета влияния условий сборки биметаллического бруса.
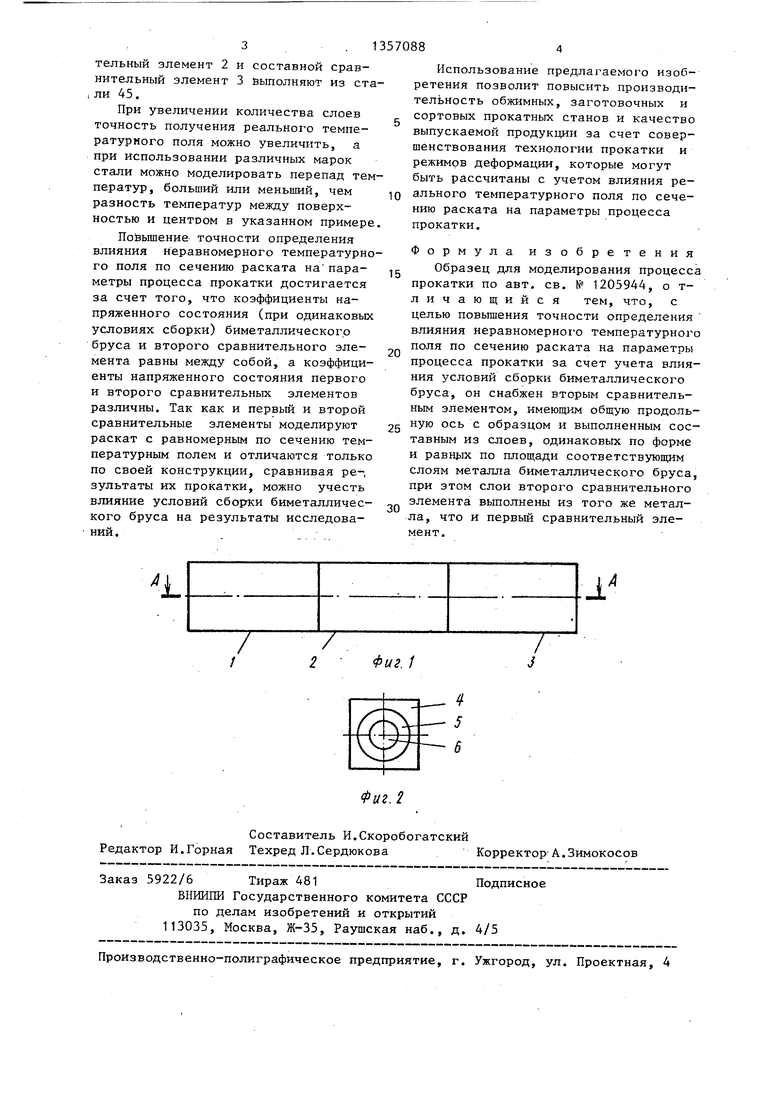
На фиг. 1 показан предлагаемый образец, общий вид; на фиг. 2 - то е, вид сбокуJ на фиг. 3 - разрез -А на фиг. 1.
Образец состоит из биметаллического бруса 1 и сравнительных элементов 2 И 3, соединенных между собой. Слои 4-6 биметаллического бруса выполнены из металла с различными меаническими свойствами, сравнитель- ньй элемент 2 выполнен из монометала с сопротивлением деформации, равным среднему по сечению сопротивлению деформации металла образца, а слои 7-9 второго сравнительного элемента 3 выполнены одинаковыми по орме -и равными по площади соответствующим слоям металла биметалличес- кого бруса и с механическими свойствами, что и металл первого сравнительного элемента 2. I.Для получения модели неравномерно- 35 го температурного поля по сечению раската предлагаемый образец помещают в на.гревательную печь. При нагреве постоянным источником тепла проис- . ходит равномерный нагрев по сечению металла слоев 4-6 биметаллического бруса, сравнительного элемента 2 и слоев 7-9 второго сравнительного элемента 3. Если сопротивление деформации металла слоя 6 меньще сопротивления деформации слоя 5, а сопротивление деформации металла слоя 5 меньше сопротивления деформации металле слоя 4;, т.е.. при одинаковой температуре С цб изотермы имеют 50 форму концентрических окружностей, а мeтaJШы слоев биметаллического бруса 1 с различным сопротивлением деформации при одинаковой температуре дают возможность моделировать неравномерность температуры по сечению
30
45
55
40
раската5 а именно уменьшение температуры от центра к поверхности. Сопротивление деформации слоев 7-9 ме0
5
0
5
50
0
талла второго сравнительного элемента 3 и металла первого сравнительного элемента 2 равны при одинаковой температуре. А так как среднее сопротивление деформации по сечению биметаллического бруса равно сопротивлению деформации сравнительных элементов 2 и 3, которые моделируют равномерное температурное поле по сечению раската, при исследованиях, сравнивая результаты их прокатки и вая разницу коэффициентов напряженного состояния составных участков и сплошного участка, можно с высокой точностью определить влияние неравномерного температурного поля по сечению раската на параметры процесса прокатки.
В случае, когда б G 6 ц,можно моделировать уменьшение температуры от поверхности к центру.
П р и м е р„ Для изготовления образца для моделирования процесса прокатки при перепаде температур по сечению 50°С (уменьшение от центра к поверхности) берут, например, следующие марки стали: для слоя 4 сталь ббС2, для слоя 5 сталь 45 и для слоя 6 сталь 3. Образец в сечении представляет собой квадрат со стороной 40 мм. Площади поперечного сечения слоев равны соответственно F. . 638 мм2, Ff 320 мм2, Fg 642 мм. Образцы нагревают до 1000°С и прокатывают в валках диаметром 300 мм со скоростью п 60 об/мин и с обжатием д.Ь 10 мм. При таких условиях (t
1000 С, Е
/Xh
0,25 и
с- )
сопротивление деформации металла слоев составного образца равно соответственно (5 8,33 кгс/мм , 7,57 кгс/мм , ОГц5 7,37 кгс/мм . Среднее сопротивление деформации по се-;гнию составного образца
35 . 50
55
о . 6.t,F,g.5jf. . 7.7 кгс/,.
Следовательно, для сравнительных элементов необходимо подобрать марку стали с сопротивлением деформации бц 7,7 КГС/ММ2 при t , Е 0,25 и Uj, 8 с . Такое значение при указанных условиях имеет сталь 45. Следо вательно, сплошной сравни-
тельный элемент 2 и составной сравнительный элемент 3 выполняют из ста- ли 45.
При увеличении количества слоев точность получения реального температурного поля можно увеличить, а при использовании различных марок стали можно моделировать перепад тем- ператзФ, больший или меньший, чем разность температур между поверхностью и центром в указанном примере.
Повьшение точности определения влияния неравномерного температурного поля по сечению раската на параметры процесса прокатки достигается за счет того, что коэффициенты напряженного состояния (при одинаковых условиях сборки) биметаллического бруса и второго сравнительного элемента равны между собой, а коэффициенты напряженного состояния первого и второго сравнительных элементов различны. Так как и первый и второй сравнительные элементы моделируют раскат с равномерным по сечению температурным полем и отличаются только по своей конструкции, сравнивая ре-, зультаты их прокатки, можно учесть влияние условий сборки биметаллического бруса на результаты исследований .
А1
7
/
5
0
5
0
Использование предлагаемого изобретения позволит повысить производительность обжимных, заготовочных и сортовых прокатных станов и качество выпускаемой продукции за счет совершенствования технологии прокатки и режимов деформации, которые могут быть рассчитаны с учетом влияния реального температурного поля по сечению раската на параметры процесса прокатки.
Формула изобретения
Образец для моделирования процесса прокатки по авт. св. № 1205944, о т- л и чающийся тем, что, с целью повышения точности определения влияния неравномерного температурного поля по сечению раската на параметры процесса прокатки за счет учета влияния условий сборки биметаллического бруса, он снабжен вторым сравнительным элементом, имеющим общую продольную ось с образцом и выполненным составным из слоев, одинаковых по форме и равЩ)1Х по площади соответствующим слоям металла биметаллического бруса, при этом слои второго сравнительного элемента выполнены из того же металла, что и первый сравнительный элемент.
jL
Фиг. 1
Составитель И.Скоробогатский Редактор И.Горная Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 5922/6 Тираж 481Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2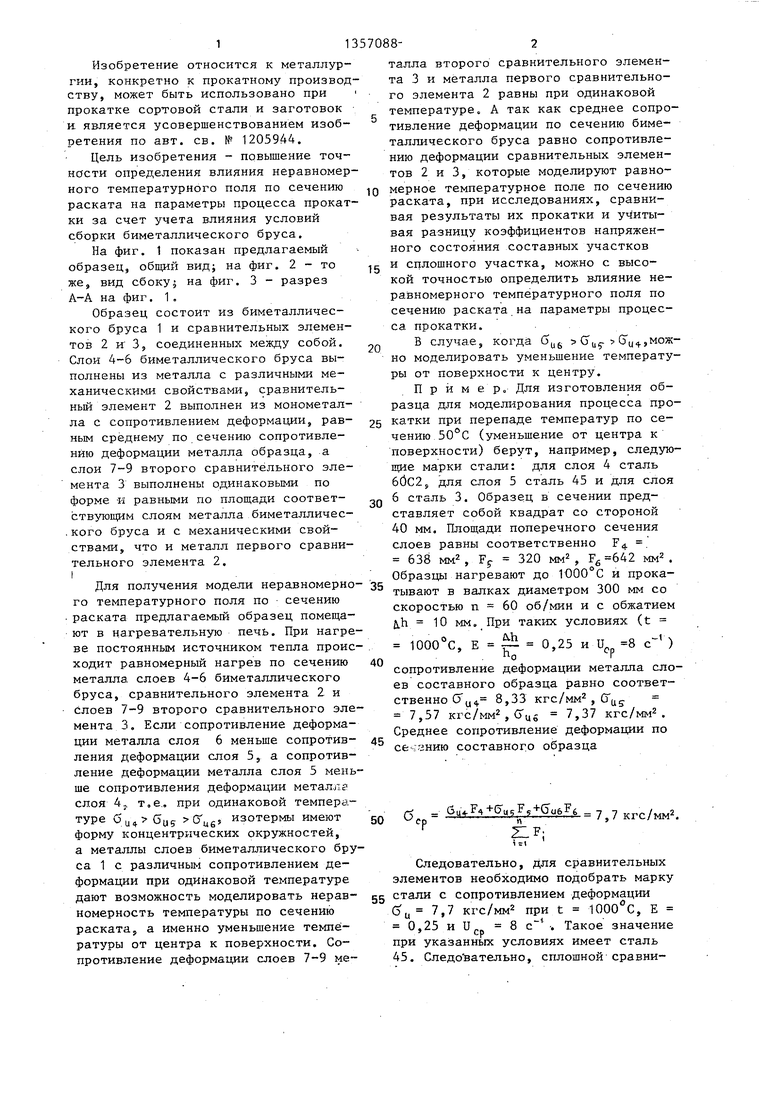
| название | год | авторы | номер документа |
|---|---|---|---|
| Образец для моделирования процесса прокатки | 1984 |
|
SU1205944A1 |
| Образец для моделирования процесса прокатки | 1977 |
|
SU722632A1 |
| Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане | 2021 |
|
RU2765972C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ПРОКАТА РАЗЛИЧНЫХ МАРКО-ПРОФИЛЕРАЗМЕРОВ | 2004 |
|
RU2285568C2 |
| Способ изготовления биметаллической проволоки и заготовка для его осуществления | 1988 |
|
SU1698016A1 |
| ПЛАКИРОВАННЫЙ СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206631C2 |
| Способ изготовления проката | 1981 |
|
SU1006509A1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ ВИНТОВОЙ И ПРОДОЛЬНОЙ ПРОКАТКИ | 2000 |
|
RU2184657C1 |
| Способ изготовления биметаллических труб из стали,плакированноой медью или сплавами на ее осннове | 1983 |
|
SU1139595A1 |
| ХИМИЧЕСКИЙ СОСТАВ АРМАТУРНОГО ПРОКАТА | 2022 |
|
RU2802045C1 |
Изобретение относится к металлургии, конкретно к области прокатного производства, может быть использовано при прокатке сортовой стали и заготовок. Цель изобретения - повышение точности определения влияния неравномерного температурного поля по сечению раската на параметры процесса прокатки за счет учета влияния условий сборки биметаллического бруса. Для моделирования неравномерного температурного поля по сечению раската осуществляют равномерный нагрев по сечению каждого из слоев металла биметаллического бруса 1,сравнительного элемента 2 и слоев сравнительного элемента 3 и проводят прокатку. При уменьшающейся величине сопротивления деформации от верхнего слоя- 4 к внутренним слоям 5 и 6 с помощью изотерм в виде концентрических окружностей устанавливают уменьшение температуры от центра образца к поверхности. Ввиду того, что сопротивления деформации слоев второго сравнительного элемента 3 и металла сравнительного элемента 2 равны при одинаковой температуре, а среднее сопротивление деформации по сечению биметаллического бруса 1 равно сопротивлению деформации сравнительных элементов 2 и 3, сравнивая результаты прокатки и учитывая разницу условий сборки бруса 1 и сравнительного элемента 3 (коэффициенты напряженного состояния) со сплошным элементом 2, определяют влияние неравномерного температурного поля по сечению раската на параметры процесса прокатки. При моделировании уменьшения температуры металла от поверхности к центру величину сопротивления деформации слоев концевых участ- ков образца выбирают увеличивающейся ,от поверхности к центру образца.3 ил. (О сл со сд 00 00 N) Фкг. J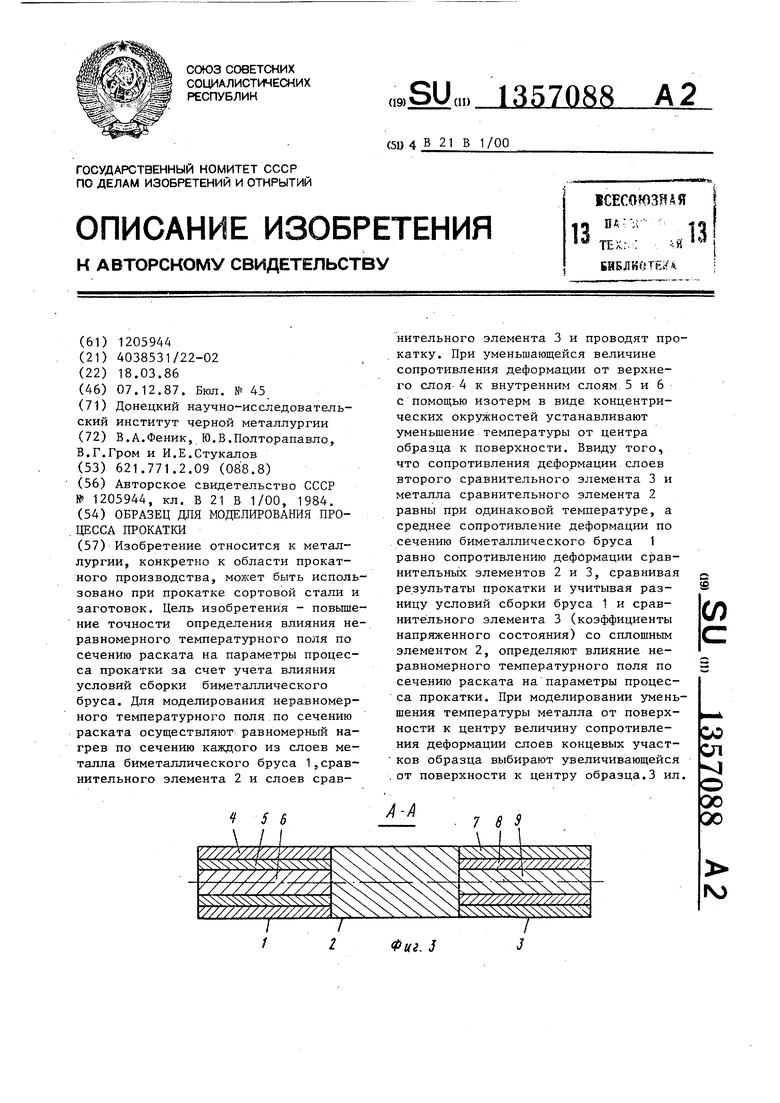
| Образец для моделирования процесса прокатки | 1984 |
|
SU1205944A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
