Изобретение относится к контрольно- сортировочной технике и может быть использовано в приборостроении и электротехнической промышленности, в частности для контроля ферритовых сердечников.
Целью изобретения является расширение технологических возможностей.
На фиг. 1 изображена схема автомата, вид сверху; на фиг. 2 - кинематическая схема измерительной части автомата; на фиг. 3 - схема позиции контроля высоты изделий; на фиг. 4 - схема станцни контроля наружного диаметра изделий; на фиг. 5 - кинематическая схема устройства для укладки годных изделий; на фиг. 6 - эскиз контролируемого изделия.
Автомат содержит накопитель 1, лоток 2, датчик 3 управления работой накопителя, механизм 4 поштучной подачи изделий, механизм 5.ориентирования изделий, транспортирующий диск 6, неподвижное основание 7, на котором закреплены измерительная станция 8 для контроля электромагнитных параметров, измерительная станция 9 для контроля . высоты изделий, измерительная станция 10, для контроля глубины выемки, измерительная станция 11 для контроля диаметров изделий, лотки 12 для отвода бракованных изделий, наклонный лоток 13 для отвода годных изделий, механизм 14 маркировки и устройство 15 для укладки годных изделий. Транспортирующий диск 6 с гнездами для изделий установлен с возможностью прерывистого вращения с помощью зубчатой передачи 16, мальтийского механизма 17, червячного редуктора 18, ременной передачи 19 от двигателя 20. Механизм ориентирования изделий содержит фрикционный диск 21, связанный через комплект зубчатых колес 22 с приводом, подпружиненный рычаг 23, на котором закреплен конический упор 24 и подпружиненный фиксатор 25. Рычаг 23 получает привод поворота через рычаг 26 от кулака 27, а возвратно-поступательное перемещение - через шток 28 от кулака 29. Механизм 4 поштучной подачи выполнен в виде двух роликов 30, установленных на рычагах 31, связанных с кулаками 32 и 33. Измерительная станция 8 контроля электромагнитных параметров содержит приводной ползун 34 с иглой 35 и контакты 36.
Измерительная станция 9 для контроля высоты изделий состоит из позиции для контроля и отбраковки изделий с завышенным размером, содержащей смонтированный на пружинном параллелограмме 37 плоский измерительный наконечник 38 и индуктивный преобразователь 39, и позиции для контроля и отбраковки изделий с заниженными размерами. Эта позиция содержит стойку 40 с установленными на ней упорами 41 и индуктивными преобразователями 42, ко
5
Q
5
торые расположены по шести точкам вероятного брака (фиг. 6).
Измерительная станция 10 контроля глубины выемки также содержит измерительный наконечник, установленный на пружинном параллелограмме, и индуктивный преобразователь.
Измерительная станция 11 контроля наружных диаметров состоит из двух одинаковых позиций, контролируюших изделия в разных сечениях. Каждая позиция содержит установленную на пружинном параллелограмме 43 базовую призму 44 и два индуктивных преобразователя 45, установленных на пружинных параллелограммах 46.
Каждый лоток 12 для отвода бракованных изделий снабжен электромагнитом 47 и поворотной заслонкой 48. Устройство 15 для укладки годных изделий содержит наклонный лоток 49, отсекатель, состоящий из Q двух роликов 50, установленных на рычагах 51 и привод 52, шаговый транспортер 53, установленный под ним отводящий шаговый транспортер 54, связанный с приводом 55 переталкиватель 56 и два вертикальных шаговых транспортера-накопителя 57 и 58 соответственно для пустых и заполненных кассет 59. Оба транспортера-накопителя 57 и 58, а также отводящий транспортер 54 связаны с помощью зубчатых передач и мальтийских механизмов с двигателем 60. Управление линии осуществляется блоками 61 и 62 управления.
Автомат работает следующим образом.
Изделия засыпаются навалом в вибро- бункер накопителя 1, откуда в ориентированном положении донышком вниз по лотку 2 поступают к механизму 4 поштучной подачи и затем к механиз.му 5 ориентирования. Конический упор 24 входит в отверстие изделия и поджимает его к фрикционному вращающемуся диску 21. При вращении изделия подпружиненный фиксатор 25 скользит по верхнему торцу изделия и попадает в паз. После этого рычаг 23 поворачивается и упором 24 заводит изделие в гнездо транспортирующего диска 6. Там изделие своим пазом фиксируется о выступ 63. Изделия перемещаются транспортным диском 6 от одной измерительной станции к другой. На станции 8 ,игла 35 пронизывает изделие и замыкает контакты 36. Результаты измерения электромагнитных параметров передаются на электромагнит 47. Если изделие 0 бракованное, оно будет сброшено на лоток 12 при повороте диска 6 на один щаг. Затем поочередно контролируются высота изделия в шести точках, глубина выточки, наружный диаметр в двух сечениях по высоте. Бракованные изделия сбрасыаваются после каждой измерительной станции. Годные изделия по лотку 13 подводятся к механизму 14 маркировки, откуда попадают на наклонный лоток 49. Изделия поштучно попа5
0
5
5
дают на шаговый транспортер 53. Комплект из семи изделий переталкивателем 56 сталкивается в кассету 59, размещенную на транспортере 54. Затем кассета смещается на один шаг и в нее сбрасывается второй ком- 5 плект из семи изделий. После заполнения кассеты на ее место устанавливается новая. Пустые кассеты 59 размещены в транспортере-накопителе 57, откуда они опускаются на транспортер 54. Заполненные кассеты Q поднимаются транспортером-накопителем 58, откуда они снимаются.
рования изделий, размещенным между механизмом поштучной подачи изделий и транспортирующим диском, и устройством укладки годных изделий, при этом механизм ориентирования изделий выполнен в виде приводного фрикционного диска, приводного рычага, размещенного над лотком, и смонтированных на одном плече рычага конического упора и подпружиненного фиксатора.
Формула изобретения
2. Автомат по п. 1, отличающийся тем, что измерительная станция для контроля высоты изделий включает позицию для контроля и отбраковки изделий с завышенными 1. Автомат для контроля и сортировки 5 размерами и шесть позиций для контроля изделий цилиндрической формы, содержа- и отбраковки изделий с заниженными раз- щий размешенные на основании накопитель, лоток с механизмом пощтучной подачи изделий, транспортирующий диск с гнездами для
возможностью 20
изделии, установленный с прерывистого вращения вокруг вертикальной оси, размешенные равномерно вокруг дискоизмерительные станции для контроля диаметров и высоты изделий, лотки для отвода бракованных и годных изделий и привод, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен дополнительной измерительной станцией для контроля электромагнитных параметров издev ий, механизмом ориенти25
мерами, установленных с возможностью контроля размеров изделий ,в различных точках.
3. Автомат по пп. 1 и 2, отличающийся тем, что устройство укладки годных изделий выполнено в виде наклонного лотка с отсекателем, примыкающего к лотку шагового ленточного транспортера, установленного перпендикулярно под ним отводящего шагового транспортера, приводного пере- талкивателя и двух установленных у концов отводящего транспортера вертикальных транспортеров-накопителей соответственно для ПУСТЫХ и заполненных кассет.
рования изделий, размещенным между механизмом поштучной подачи изделий и транспортирующим диском, и устройством укладки годных изделий, при этом механизм ориентирования изделий выполнен в виде приводного фрикционного диска, приводного рычага, размещенного над лотком, и смонтированных на одном плече рычага конического упора и подпружиненного фиксатора.
2. Автомат по п. 1, отличающийся тем, что измерительная станция для контроля высоты изделий включает позицию для контроля и отбраковки изделий с завышенными размерами и шесть позиций для контроля и отбраковки изделий с заниженными раз-
мерами, установленных с возможностью контроля размеров изделий ,в различных точках.
3. Автомат по пп. 1 и 2, отличающийся тем, что устройство укладки годных изделий выполнено в виде наклонного лотка с отсекателем, примыкающего к лотку шагового ленточного транспортера, установленного перпендикулярно под ним отводящего шагового транспортера, приводного пере- талкивателя и двух установленных у концов отводящего транспортера вертикальных транспортеров-накопителей соответственно для ПУСТЫХ и заполненных кассет.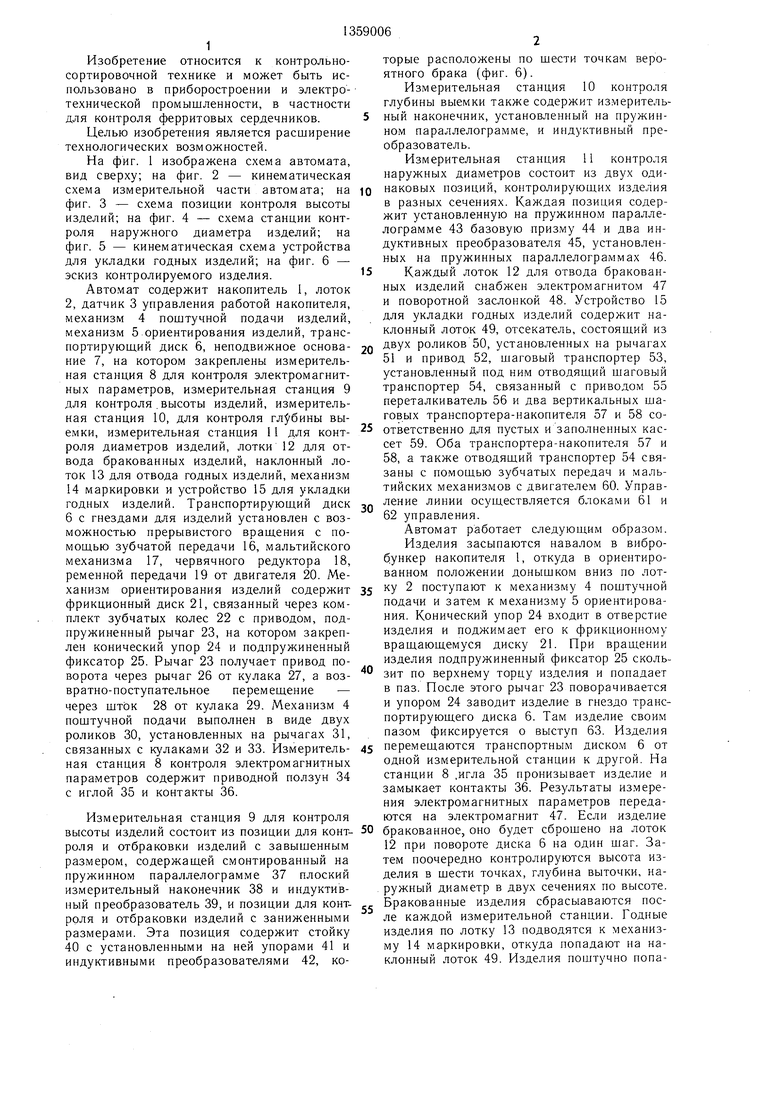

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для контроля линейных параметров дисков фрикционов | 1975 |
|
SU766670A1 |
| Автомат для контроля и сортировки герконов по линейным размерам | 1990 |
|
SU1727937A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| ЛИНИЯ ОБРАБОТКИ ЯИЦ | 1992 |
|
RU2048088C1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ | 2018 |
|
RU2698085C1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для контроля электрических параметров конденсаторов | 1975 |
|
SU636700A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Устройство для загрузки изделий, преимущественно оснований корпусов интегральных схем, в кассеты | 1989 |
|
SU1762431A1 |



Изобретение относится к контрольно- сортировочной технике в электротехнической промышленности и позволяет контролировать большое число размерных и электрических параметров ферритовых сердечников, отделить брак и уложить годные изделия в тару. Изделия из питателя постунают по лотку, ориентируются с помощью фрикционного диска и поступают в гнезда транс- портируюшего диска. При повороте этого диска изделия поочередно проходят через измерительные станции, где контролируются размеры и электрические параметры. Бракованные изделия отводятся по лоткам. Годные изделия маркируются и поступают на шаговый транспортер. Комплект из семи изделий переталкивателем сталкивается в кассету, размешенную на транспортере. Затем кассета смещается на один шаг, в нее сбрасывается следуюший комплект из семи изделий. После заполнения кассеты на ее место устанавливается новая транспортером. Пустые и заполненные кассеты размешаются в транспортерах-накопителях. 2 з.п. ф-лы, 6 ил. 1C (Л со ел (Х о о СГ5
фигЛ
фиг2
Z
rh rti rh
ллд:
III
4/
Фиг.З
4tf
i,
43
1,6
Фиг.4 5
57
.
| Коченев М | |||
| И | |||
| и др | |||
| Контрольно-измерительные автоматы и приборы для автоматических линий | |||
| М.: Машиностроение, 1965, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
