Область техники
Изобретение относится к контрольно-измерительной технике в области массового и при этом поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы, например, различных монет, монетоподобных жетонов, медалей, фишек для казино и т.п., для которых необходим надежный и точный многопараметрический контроль геометрических размеров, качества покрытий и нанесенных изображений на каждом изделии.
Уровень техники
В ходе патентного поиска в РФ отобраны следующие 2 патентных источника информации:
Авторское свидетельство СССР №1466815 (заявка №4050996/28-12 от 09.04 1986 г., опубл. 23.03.1989, бюл. №11) «Автомат для контроля деталей цилиндрической формы». Изобретение относится к контрольно-сортировочной технике для контроля и сортировки цилиндрических деталей по размерам и качеству поверхности. Автомат содержит смонтированные вдоль транспортирующего шагового механизма загрузочный механизм с объемной многоручьевой кассетой, накопитель, четыре контрольные позиции, сортировочное устройство и разгрузочный механизм с другой объемной многоручьевой кассетой. Каждая контрольная позиция состоит из базирующей роликовой призмы, прижимных подпружиненных рычагов с роликами и оптических преобразователей, установленных с возможностью перемещения вдоль поверхности контролируемых деталей. Каждая контрольная позиция снабжена также автооператором, состоящим из двух управляемых прижимов, с помощью которых контролируемые детали переносятся с транспортирующего механизма на контрольные позиции и обратно. Все механизмы приводятся в действие от распределительного вала с кулачками.
Патент RU 2098202 (опубл. 10.12.1997) «Устройство для контроля и сортировки изделий». Изобретение относится к контрольно-измерительной технике с последующей сортировкой изделий плоской цилиндрической формы по видам брака и годные. Сущность изобретения: устройство содержит последовательно установленные загрузочный бункер, измерительную станцию, транспортирующий узел, накопитель. Транспортный ручей транспортирующего узла образован продольным пазом в отсекателе, выполненном в форме трубы, охватывающей шнек транспортера, и содержит гребенку, частично охватывающую отсекатель, установленную неподвижно вдоль оси отсекателя и имеющую наклонные пазы по числу позиций сортировки. Устройство обеспечивает надежную и высокопроизводительную сортировку изделий.
Общим недостатком данных технических решений является контроль малого количества параметров изделий вследствие огромного морального устаревания технической и технологической базы 1980-1990 гг., что явно неприемлемо для современной системы потокового поэкземплярного контроля качества и сортировки единичных изделий.
В зарубежных патентных документах в результате анализа были также отобраны следующие 2 патентных документа:
Международная патентная РСТ-заявка WO9903603 (опубл. 28.01.1999) “Inspection handler apparatus and method”. Изобретение описывает устройство и способ проверки единичных изделий, которые закреплены в лотках. Лотки транспортируются через различные этапы проверки и обработки, такие как лазерное сканирование, переворачивание, сканирование камерой и индивидуальное размещение в конечном пункте с рассортированием годных изделий от бракованных. Транспортировка лотков осуществляется по ленте транспортера, а переворачивание устройств в лотках выполняется над лентой транспортера.
Недостаток предложенной системы контроля является ее сложность из-за переворотов изделий, закрепленных в специальные лотки, что замедляет скорость транспортера и производительность системы.
Патент на изобретение США US7654380 (опубл. 11.01.2007) “Handling system, work system and program”. Система обработки способна обрабатывать информацию, относящуюся к множеству перемещаемых заготовок предметов (изделий), снабжена конвейером для транспортировки заготовок, визуальный датчик для определения положения заготовок путем получения изображений множества диапазонов отслеживания, полученных путем разделения ленты на секции, кодировщик для определения величины перемещения ленты, диспетчер отслеживания множества диапазонов отслеживания на основе величин перемещения, обнаруженных кодировщиком, и указания диапазона отслеживания, проходящего через область обнаружения заготовки, диспетчер для выбора изделия в диапазоне отслеживания, заданный диспетчером отслеживания, и контроллер для управления операциями роботов-манипуляторов, чтобы забирать заготовку, выбранную диспетчером заготовок.
Эта система частично сходна с предлагаемой системой потокового поэкземплярного контроля качества единичных изделий, но эта система осуществляет сканирование только верхней части изделия со сложной роботизированной системой, а также в системе отсутствует устройство укладки заготовок изделий на транспортер.
Раскрытие изобретения.
Анализ найденных и отобранных патентных документов аналогов предлагаемой системы показал, что российские технические решения в силу своей давней моральной устарелости и соответственно отсталости более далекие от предлагаемой системы и функционально гораздо более слабые, чем зарубежные технические решения, которые в свою очередь гораздо сложнее по своим функциям и по техническому исполнению, чем предлагаемая система, но и соответственно гораздо более дорогостоящие и, возможно, менее надежные.
При таком определенном уровне техники решаемая задача в предлагаемой системе - это существенная качественная и количественная рационализация системы с выбором функциональных возможностей под требования контролируемых признаков (параметров) единичных изделий для непрерывной высокопроизводительной надежной сортировки по многим контролируемым признакам годных и бракованных изделий при их большом потоковом количестве. При этом система должна обладать технологической возможностью выбраковки и сортировки (удаления из потока) обнаруженных дефектных изделий и иметь бункер для загрузки больших объемов изделий для контроля и сортировки.
Система должна осуществлять контроль качества единичных изделий произвольной (круг, многоугольник), но правильной формы, с диаметром окружности, описанной вокруг изделия, одновременно по следующим основным параметрам:
1) контроль печатных образов (в том числе видимых под инфракрасным (ИК) и ультрафиолетовым (УФ) излучением), нанесенных на лицевой и оборотной сторонах изделия, на соответствие заданным в эталонах;
2) контроль смещения образов на лицевой и обратной сторонах относительно центра изделия;
3) контроль относительного совмещения образов, нанесенных на лицевой и обратной сторонах изделия;
4) контроль на печатных образах изделий дефектов в виде непропечаток и помарок;
5) контроль линейных геометрических размеров формы изделий;
6) контроль конусности боковых граней изделий;
7) контроль толщины изделий;
8) контроль наличия дефектов (вырывов, наплывов) по краям изделий.
С учетом всех этих требований и предпочтений предлагается устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы, которое содержит: первый (подающий) транспортер с исходным загрузочным буфером единичных изделий и первой транспортной лентой с параллельными вдоль направления перемещения ленты рядами глухих ячеек (с днищами в ленте) для перемещения изделий в них не более чем по одному изделию в одну ячейку; промежуточный приемно-подающий блок с лейками-дозаторами на выходе первой транспортной ленты под ее рядами ячеек для гравитационного сброса изделий не более чем по одному изделию в ячейку в сквозные ячейки, расположенные также в параллельных вдоль направления перемещения ленты рядах второй транспортной ленты второго приемного транспортера по поверхности плоского стола; над и под второй транспортной лентой в зоне оптического контроля через сквозные ячейки и поперечные направлению перемещения ленты щели, сквозные в плоском столе и достаточно узкие для невозможности застревания в них изделий из сквозных ячеек, но с возможностью подсветки и оптического сканирования снизу стороны изделия в сквозной ячейке, оптические блоки (два канала контроля) в составе лазерной подсветки; верхнего сканирующего модуля с верхними подсветками на отражение и нижнего сканирующего модуля с нижними подсветками на отражение; на выходе второй транспортной ленты под рядами ее ячеек управляемый по результатам программной двухканальной обработки оптических сканирований каждого изделия гравитационный распределитель (или разделитель) потоков годных и бракованных изделий из этих рядов с направляющим механизмом в разные контейнеры для годной продукции и для бракованных изделий; электронно-вычислительную систему определения годности или брака каждого изделия по результатам программной обработки в режиме реального времени оптических сканирований этого изделия, а также систему управления и синхронизации работы всех частей системы.
Также система предпочтительно может обладать световой и звуковой сигнализацией для оповещения персонала об обнаруженных дефектах и внештатных ситуациях в работе системы и иметь рабочее место оператора с клавиатурой, монитором и принтером для настройки текущих параметров контроля системы; просмотра текущих изображений выбракованных единичных изделий; формирования отчетов по проконтролированным единичным изделиям с выводом на печать.
Перечень фигур
Фиг. 1 - структурная схема устройства системы потокового поэкземплярного контроля качества и сортировки единичных изделий.
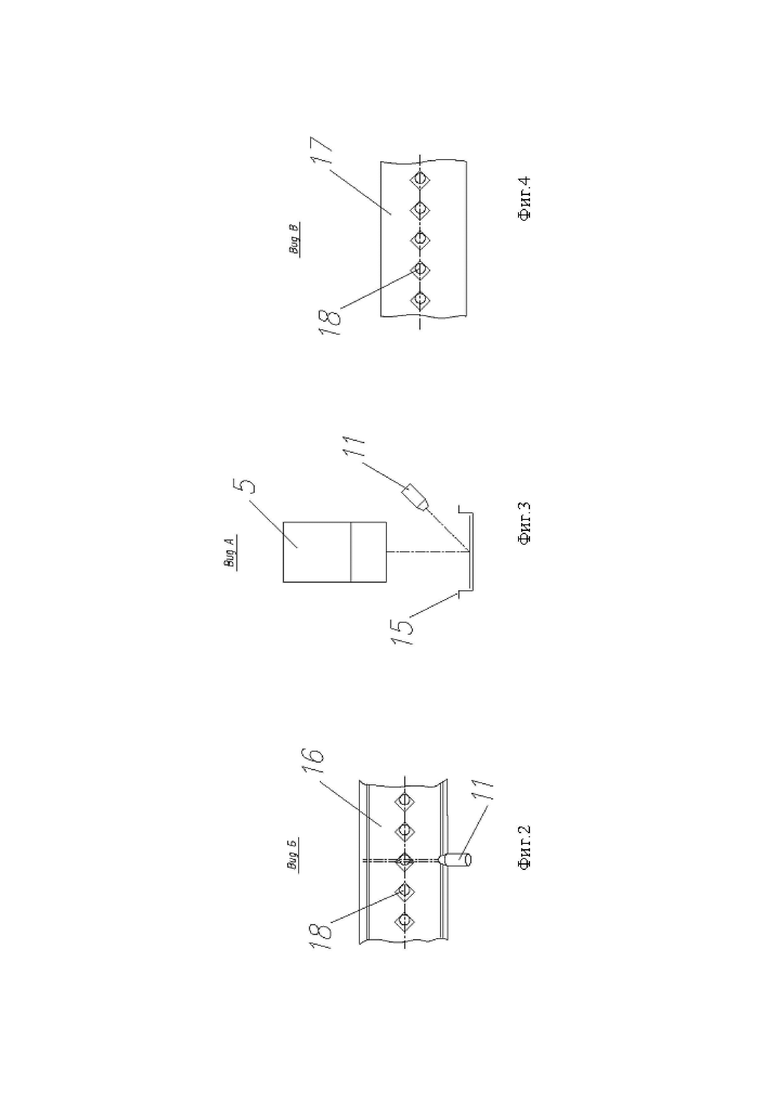
Фиг. 2, 3, 4 - соответственно виды А, Б, В структурной схемы, изображенной на Фиг. 1.
Фиг. 5 - конструктивная 3D-модель эскизного макетного устройства системы потокового поэкземплярного контроля качества и сортировки единичных изделий.
Осуществление ИЗ
На фиг. 1-5 в единой сквозной нумерации представлены: 1 - загрузочный бункер; 2 - первый подающий транспортер с лентой с глухими ячейками (с днищами в ленте); 3 - лейка-дозатор; 4 - второй приемный транспортер со второй лентой со сквозными ячейками; 5 - верхний сканирующий блок; 6, 7 - верхние подсветки на отражение; 8 - нижний сканирующий блок; 9, 10 - нижние подсветки на отражение; 11 - лазерная подсветка; 12 - распределитель (разделитель) с направляющим механизмом (направляющими стрелками) потоков годных и бракованных изделий; 13 - контейнер для годных изделий; 14 - контейнер для бракованных изделий; 15 - стол приемного транспортера; 16 - лента со сквозными ячейками приемного транспортера; 17 - лента с глухими ячейками подающего транспортера; 18 - единичные изделия в ячейках; 19 - верхний сканирующий модуль, включающий сканирующий блок с подсветками; 20 - нижний сканирующий модуль, включающий сканирующий блок с подсветками; 21 - несущая конструкция. На фигурах не показаны электронно-вычислительная система определения годности или брака каждого изделия, а также управления и синхронизации работы всех частей системы; блок световой и звуковой сигнализации и рабочее место оператора. Габаритные размеры эскизной модели системы (без контейнеров): 3000 × 2000 × 800 мм.
Устройство системы работает следующим образом.
В загрузочный бункер системы загружается большая порция контролируемых изделий. Подающий транспортер с лентой с ячейками, вмещающими не более одного изделия в ячейку, захватывает из загрузочного бункера изделия таким образом, что каждое единичное контролируемое изделие попадает в ячейку ленты подающего транспортера, а благодаря установке подающего транспортера под наклоном вверх все изделия, не попавшие в ячейки, по ленте подающего транспортера сползают обратно в загрузочный бункер конвейера для следующих непрерывных попыток захвата в ячейки. Далее контролируемые изделия с ячеек ленты подающего транспортера по одному изделию падают в лейки-дозаторы. Лейка-дозатор укладывает изделия в сквозные ячейки ленты приемного транспортера (прим.: изделия не могут выпасть из сквозных ячеек, так как их лента скользит по поверхности плоского стола). Приемный транспортер перемещает эти ячейки с изделиями по плоскому столу через зону оптического контроля. Плоский стол в зоне оптического контроля имеет сквозное отверстие под линию сканирования нижнего сканирующего блока в виде щели (достаточно узкой для невозможности застревания в ней изделий из сквозных ячеек, но с возможностью подсветки и оптического сканирования стороны изделия в сквозной ячейке), поперечной (перпендикулярной) направлению движения транспортной ленты приемного транспортера, через которую осуществляется подсветка и сканирование стороны изделия, обращенной вниз. Для этого используются нижний сканирующий блок, включающий подсветки на отражение (ультрафиолетового излучения UF, свечения видимого диапазона RGB и инфракрасного излучения IR, которые формируют в зоне сканирования узкую равномерную протяженную полосу отраженного света). Для сканирования стороны изделия, обращенной вверх, в зоне контроля используются аналогичный нижнему верхний сканирующий блок, включающий подсветки на отражение (также RGB, UF, IR), а также используется лазерная подсветка для измерения толщины изделия.
Предложенная организация сканирования при соответствующей программной обработке в цифровом электронном блоке определения годности или брака индивидуально каждого изделия позволяет определять:
- совмещение образов лицевой и оборотной сторон изделия по смещению наложенных корреляционным методом эталонных образцов;
- качество печати образов лицевой и оборотной сторон изделия по коэффициенту корреляции текущих образов с эталонными образцами;
- дефекты печати и помарки на лицевой и оборотной сторонах изделия по разности совмещения текущих образов с эталонными образцами;
- цилиндричность формы изделия по максимальному отклонению формы текущего изделия от эталонного образца;
- толщину изделия по минимальному усредненному значению расстояния от поверхности изделия до плоскости стола;
- прогиб основания изделия по разности максимального и минимального усредненного значения расстояний по краям и центру от поверхности изделия до плоскости стола соответственно.
Далее в ячейках ленты приемного транспортера уже определенные индивидуально как годные или бракованные контролируемые изделия перемещаются в конец плоского стола и попадают на распределитель потока с направляющим стрелочным механизмом, который соответственно направляет каждый экземпляр изделия в контейнер для годной продукции или в контейнер для брака в зависимости от результатов контроля качества этого экземпляра изделия.
Цифровой электронный блок управления и синхронизации частями системы (входит в состав общей электронно-вычислительной системы) установлен на несущей конструкции и служит для: подачи питания на электронные устройства системы питания от вторичных источников питания; управления стартом и остановкой системы, как по сигналу с серверного блока, так и от пульта, устанавливаемого на несущей конструкции системы; управления скоростью движения и стабилизацией положения транспортных лент подающего и приемного транспортеров; питания и синхронизации работой CCD-линейных камер и светодиодных линейных подсветок с движущимся единичным изделием по плоскому столу приемного транспортера; подачи питания и управляющих сигналов на разделитель потоков; подачи питания и управляющих сигналов на светофор и звуковую сигнализацию блока световой и звуковой сигнализации; обмена данными по Ethernet каналам с серверным блоком системы. Электронный блок управления и синхронизации системы питается от сети переменного тока напряжением ~220В через источник бесперебойного питания, установленный в серверной стойке. Бесперебойный источник питания служит для обеспечения бесперебойным питанием системы при кратковременных просадках напряжения в промышленной сети переменного тока напряжением ~220В, а также корректного завершения работы системы при аварийном отключении промышленной сети переменного тока напряжением ~220В.
Аппаратно-программный комплекс системы (входит в общую электронно-вычислительную систему) состоит из серверной стойки и рабочего места оператора. Серверная стойка состоит из серверного блока, серверного монитора с клавиатурой и бесперебойного источника питания установленных в пылезащищенном кондиционируемом корпусе. Серверный блок с программным обеспечением служит для: получения по Ethernet каналам фрагментов изображения с CCD-линейных камер сканирующих блоков с формированием непрерывной развертки по двум ручьям единичных изделий, включающих лицевую и оборотную стороны изделий; выделения из текущей развертки фрагментов изображений с единичными изделиями и отправку на обработку; обработки фрагментов изображений с единичными изделиями в соответствии с заданными в настройках технологическими параметрами контроля; формирования и синхронизации очереди изделий по ручьям для электронного блока управления и синхронизации с последующей пометкой в очереди дефектных изделий; формирования баз данных по настройкам и выбракованным изделиям с сохранением картинок брака; формирования отчетов по выбракованным изделиям; обмена данными с системным блоком рабочего места оператора по Ethernet каналу. Серверный блок питается от сети переменного тока напряжением ~220В через бесперебойный источник питания.
Блок световой и звуковой сигнализации установлен на стойке несущей конструкции системы и служит для оповещения обслуживающего персонала световыми и звуковыми сигналами о текущем состоянии контроля качества продукции системой в соответствии с заданными параметрами и выдачи экстренных сообщений о внештатных состояниях аппаратно-программного комплекса системы. Управляющие сигналы и питание на блок световой и звуковой сигнализации поступают от цифрового электронного блока управления и синхронизации работы частей системы.
Рабочее место оператора состоит из системного блока, лабораторного стола со стулом, на котором устанавливаются монитор с клавиатурой и принтером. Рабочее место оператора служит для: настройки текущих параметров контроля системы; просмотра на мониторе текущих изображений единичных изделий и обнаруженных дефектов с применением электронных средств, масштабирования, измерения и анализа; формирования отчетов по выбракованным изделиям с выводом на печать. Рабочее место оператора питается от сети переменного тока напряжением ~220В через источник бесперебойного питания.
Результаты проведенных опытных экспериментальных работ подтвердили работоспособность изложенного выше устройства системы потокового поэкземплярного контроля качества и сортировки единичных изделий на примере изделий типа составных монет или монетоподобных жетонов из пластика и металла, как частного случая изделий в виде плоских многоугольников правильной формы с описанной окружностью диаметром до 50 мм и толщиной до 5 мм. Производительность системы составила свыше 10 единичных изделий в секунду.
В результате предлагаемая система может осуществлять контроль качества единичных изделий произвольной формы (круг, многоугольник) с диаметром окружности, описанной вокруг изделия, в пределах от 10 до 35 мм и толщиной от 0,8 до 2,5 мм по следующим параметрам:
- контроль печатных образов (в том числе видимых под ИК и УФ излучением), нанесенных на лицевой и оборотной сторонах изделия, на соответствие заданным в эталонах с разрешением не хуже 0,1 мм;
- контроль смещения образов на лицевой и обратной сторонах относительно центра изделия, с погрешностью не более 0,1 мм;
- контроль относительного совмещения образов, нанесенных на лицевой и обратной сторонах изделия, с погрешностью не более 0,2 мм;
- контроль на печатных образах изделий дефектов в виде непропечаток и помарок размером от 0,1 мм;
- контроль линейных геометрических размеров формы изделий с погрешностью не более 0,05 мм;
- контроль конусности боковых граней изделий с погрешностью не более ±30';
- контроль толщины изделий с погрешностью не более ±0,02 мм;
- контроль наличия дефектов (вырывов, наплывов) по краям изделий размером более 0,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения геометрии сотовых ячеек | 2021 |
|
RU2770309C1 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ РАДИАТОРОВ НА ГЕРМЕТИЧНОСТЬ | 1992 |
|
RU2049317C1 |
| Система и способ управления индикаторами для устройств сортировки продукции | 2021 |
|
RU2795007C2 |
| Способ комплектования печатной корреспонденции, установка для его осуществления и устройство для поштучной выдачи и транспортировки корреспонденции | 1990 |
|
SU1750748A1 |
| СПОСОБ ВИДЕОКОНТРОЛЯ КАЧЕСТВА ПОВТОРА КВАЗИИДЕНТИЧНЫХ ОБЪЕКТОВ НА ОСНОВЕ СКОРОСТНЫХ АЛГОРИТМОВ СРАВНЕНИЯ ПЛОСКИХ ПЕРИОДИЧЕСКИХ СТРУКТУР РУЛОННОГО ПОЛОТНА | 2018 |
|
RU2688239C1 |
| МОДУЛЬ ЗАГРУЗКИ И ВЫГРУЗКИ КОНТЕЙНЕРОВ ДЛЯ КАМЕРЫ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811536C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2016 |
|
RU2643997C2 |
| Поточная линия контроля качества дисков неразрушающим методом | 1983 |
|
SU1173305A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 1997 |
|
RU2142860C1 |
| Устройство для раскроя заготовок и сортировки мерных изделий | 1977 |
|
SU742056A1 |


Изобретение относится к контрольно-измерительной технике в области массового и при этом поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы, для которых необходим надежный и точный многопараметрический контроль геометрических размеров, качества покрытий и нанесенных изображений на каждом изделии. Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы содержит: первый транспортер с исходным загрузочным буфером единичных изделий и первой транспортной лентой с параллельными вдоль направления перемещения ленты рядами глухих ячеек для перемещения изделий в них не более чем по одному изделию в одну ячейку; промежуточный приемно-подающий блок с лейками-дозаторами на выходе первой транспортной ленты под ее рядами ячеек для гравитационного сброса изделий не более чем по одному изделию в ячейку в сквозные ячейки, расположенные также в параллельных вдоль направления перемещения ленты рядах второй транспортной ленты второго приемного транспортера по поверхности плоского стола; над и под второй транспортной лентой в зоне оптического контроля через сквозные ячейки и поперечные направлению перемещения ленты щели, сквозные в плоском столе и достаточно узкие для невозможности застревания в них изделий из сквозных ячеек, но с возможностью подсветки и оптического сканирования снизу стороны изделия в сквозной ячейке, оптические блоки (два канала контроля) в составе лазерной подсветки. Технический результат заключается в существенной качественной и количественной рационализации системы с выбором функциональных возможностей под требования контролируемых параметров единичных изделий для непрерывной высокопроизводительной надежной сортировки по многим контролируемым признакам годных и бракованных изделий при их большом потоковом количестве. 1 з.п. ф-лы, 5 ил.
1. Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы, содержащее первый подающий транспортер с исходным загрузочным буфером единичных изделий и первой транспортной лентой с параллельными вдоль направления перемещения ленты рядами глухих ячеек с днищами в ленте для перемещения изделий в них не более чем по одному изделию в одну ячейку; промежуточный приемно-подающий блок с лейками-дозаторами на выходе первой транспортной ленты под ее рядами ячеек для гравитационного сброса изделий не более чем по одному изделию в ячейку в сквозные ячейки, расположенные также в параллельных вдоль направления перемещения ленты рядах второй транспортной ленты второго приемного транспортера по поверхности плоского стола; над и под второй транспортной лентой в зоне оптического контроля через сквозные ячейки и поперечные направлению перемещения ленты щели, сквозные в плоском столе и достаточно узкие для невозможности застревания в них изделий из сквозных ячеек, но с возможностью подсветки и оптического сканирования снизу стороны изделия в сквозной ячейке, оптические блоки с двумя каналами контроля в составе лазерной подсветки; верхнего сканирующего модуля с верхними подсветками на отражение и нижнего сканирующего модуля с нижними подсветками на отражение; на выходе второй транспортной ленты под рядами ее ячеек управляемый по результатам программной двухканальной обработки оптических сканирований каждого изделия гравитационный разделитель потоков годных и бракованных изделий из этих рядов с направляющим механизмом в разные контейнеры для годной продукции и для бракованных изделий; электронно-вычислительную систему определения годности или брака каждого изделия по результатам программной обработки в режиме реального времени оптических сканирований этого изделия, а также систему управления и синхронизации работы всех частей системы.
2. Устройство по п.1, отличающееся тем, что имеет световую и звуковую сигнализацию для оповещения персонала об обнаруженных дефектах и внештатных ситуациях в работе системы и рабочее место оператора с клавиатурой, монитором и принтером для настройки текущих параметров контроля системы; просмотра текущих изображений выбракованных единичных изделий; формирования отчетов по проконтролированным единичным изделиям с выводом на печать.
| US 2007007924 A1, 11.01.2007 | |||
| WO 2012136885 A1, 11.10.2012 | |||
| CN 104669281 A, 03.06.2015 | |||
| CN 101081512 A, 05.12.2007. |

