1
Изобретение относится к машиностроению, а именно к устройствам чистовой (финишной) обработки изделий пластическим деформированием поверх- ностного слоя металла при воздействии ультразвуковых колебаний и к обработке внутренних торцовых фасонных повер} ностей тел вращения.
Цель изобретения - повышение точ- ности обработки - достигается за сче точного центрирования и обеспечения равномерного силового воздействия инструмента на все точки обрабатываемой поверхности путем введения в устройство взаимно перпендикулярных направляющих с демпфирующими элементами.
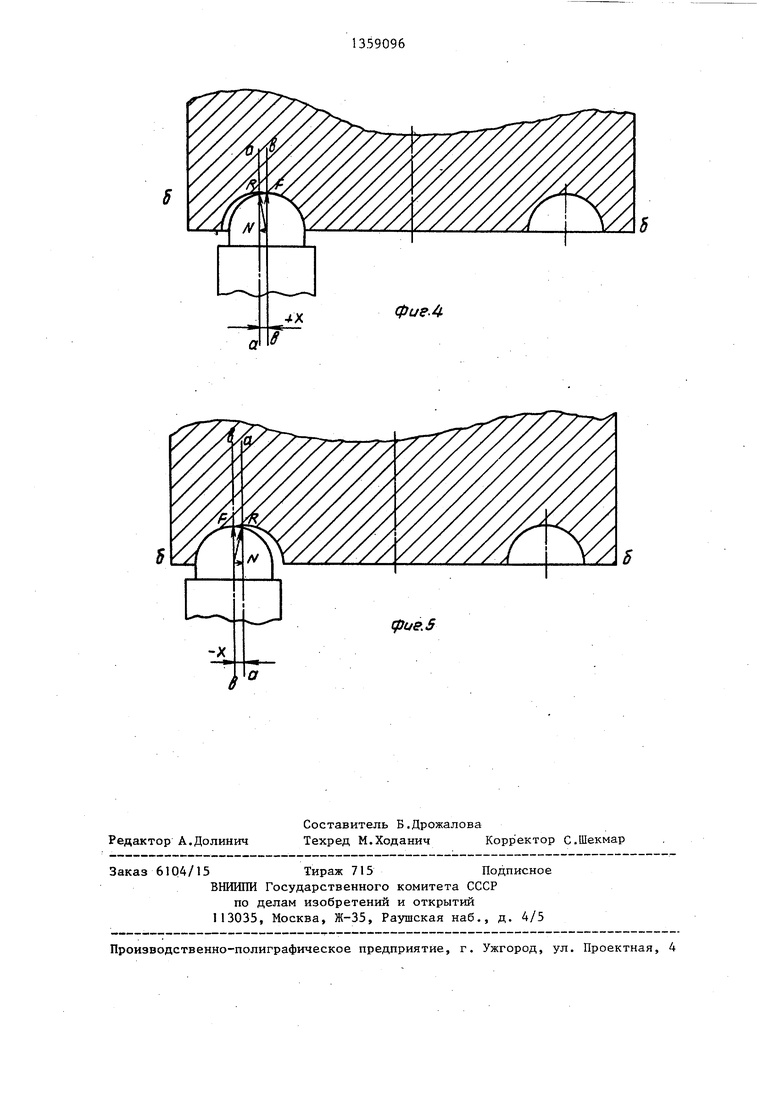
На фиг.1 изображено предлагаемое устройство; на фиг.2 - разрез А-А на dfar. 1; на фиг. 3 - разрез Б-Б на фиг. ; на фиг.4 и 5 - дана схема сил, действующих на рабочий инструмент при несоосности осей рабочего инстрз ент и внутренней поверхности обрабаты- ваемой заготовки.
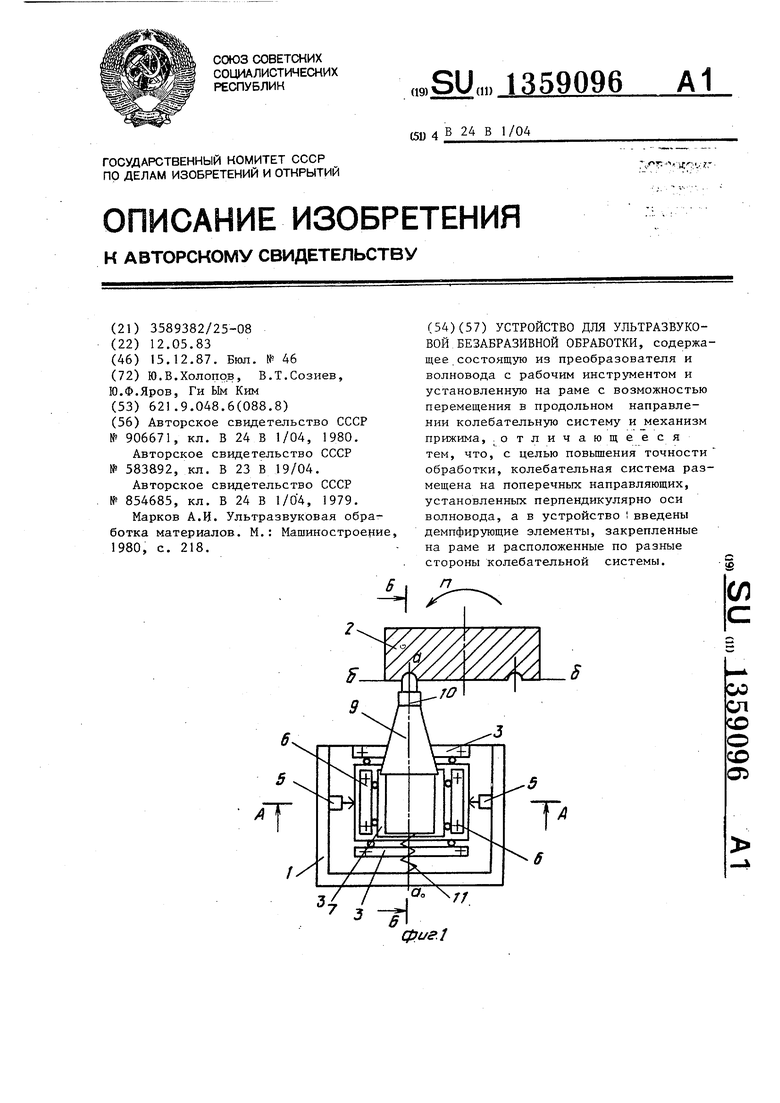
Устройство состоит из рамы-основания 1 с вертикальным П-образным буртиком. На раме закреплены перпендикулярно оси волновода (а-а) и парал- лельно торцовой поверхности обработ- ки (б-б) заготовки 2 поперечные на- правляюЩие 3 с подвижной частью 4.На противоположных сторонах буртика размещены демпфирующие элементы 5, взаимодействующие с подвижной частью поперечных направляющих 3. Демпфирующие элементы 5 выполнены так, что передают подвижной части направляющих равные усилия, направленные встречно и перпендикулярно оси продольных колебаний (а-а). Они могут быть выполнены в виде пружин сжатия, пневматических, гидравлических или других элементов, и после тарировки за- крепляются с противоположных сторон колебательной системы к выступам П-образного буртика рамы 1 так,, что передаваемые ими подвижной части 4 равные усилия направлены встречно и удержива:ют поперечные направляющие в статическом равновесии.
На подвижной части 4 поперечных направляющих 3 закреплены параллельно оси волноврда (а-а) продольные направляющие 6 с их подвижной частью 7. На последней жестко установлена акустическая система, включающая в себя преобразователь 8 и водновод 9
j-
13590962
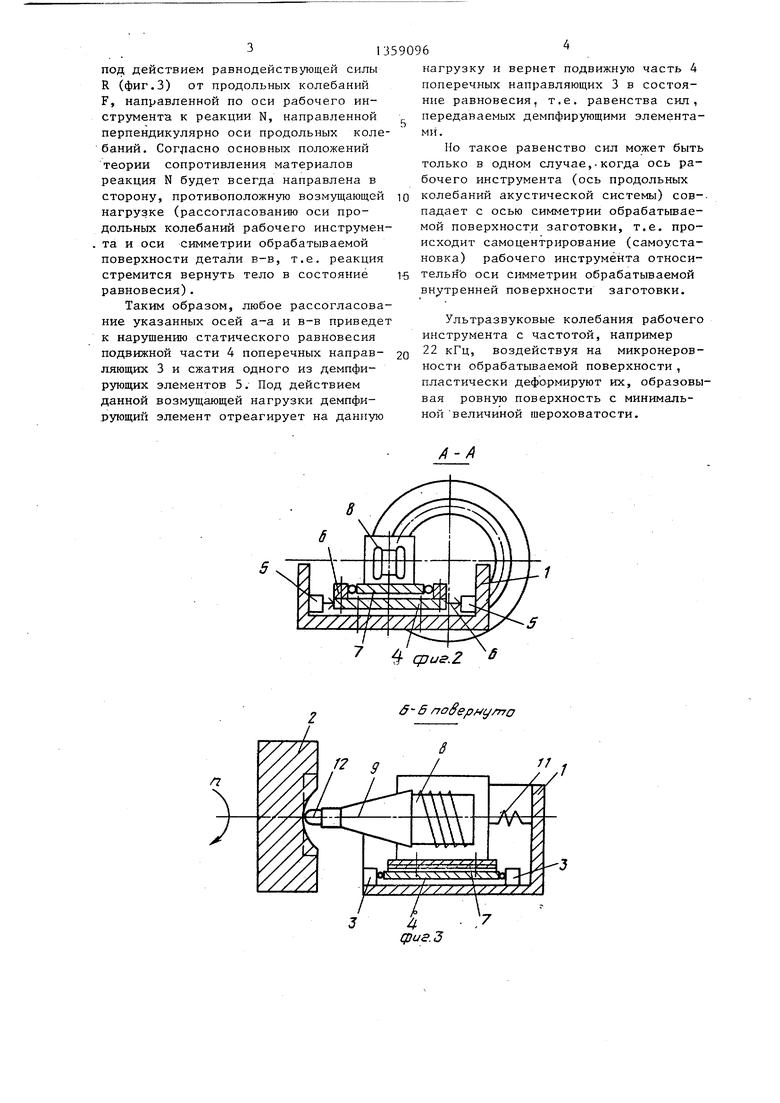
на торце которого закреплен рабочий инструмент 10. Рабочий инструмент 10 поджат механизмом 11 прижима. Механизм 1 1 прижима закреплен одним
концом на буртике рамы 1 , а другим концом, упираясь в акустическую систему, передает ей требуемое усилие прижима рабочего инструмента 10 к обрабатываемой поверхности заготовки 2.
Механизм 11 прижима так же, как и демпфирующие устройства 5, может быть выполнен в виде пружины сжатия, пневмогидропривода или других механизмов, обеспечивающих передачу заданного усилия прижима,
Полирующая поверхность 12 (фиг.2) рабочего инструмента 10 имеет форму, профиль которой в горизонтальной про- екции, перпендикулярной плоскости обработки (б-б) повторяет поперечный профиль обрабатьшаемой детали. Инструмент 10 может быть соединен с волноводом 9 как жестко, так и с помощью резьбового соединения.
Устройство работает следующим об- разОм.
Обрабатываемой заготовке задается вращение с определенной скоростью. Инструмент 10, закрепленный на торце волновода 9, вводится в обрабатьшае- мую внутреннюю поверхность заготовки 2 и прижимается механизмом 11 прижима с заданным, усилием.
После подачи высокочастотного напряжения на преобразователь инструмент с ультразвуковой частотой механически воздействует на микронеровности поверхности, пластически деформируя их до заданной величины.
Несоосность установки рабочего инструмента и оси симметрии обрабатываемой внутренней поверхности детали, даже на величину шероховатости (например R 2,5 мкм), приводит в процессе ультразвуковой обработки к неравномерному силовому воздействию поверхности инструмента на обрабаты- ваемзта поверхность заготовки и, как следствие, к неравномерному качеству обработанной поверхности.
Б устройстве подвижная часть 4 поперечных направляющих 3, взаимодействуя с демпфирующими, элементами 5, которые передают ей с двух противоположных сторон равные усилия, направленные встречно к оси волновода (а-а), перемещается в направляющих
под действием равнодействующей силы R (фиг.З) от продольных колебаний F, направленной по оси рабочего инструмента к реакции N, направленной перпендикулярно оси продольных колебаний. Cor iacHO основных положений теории сопротивления материалов реакция N будет всегда направлена в сторону, противоположную возмущающей нагрузке (рассогласованию оси продольных колебаний рабочего инструмента и оси симметрии обрабатываемой поверхности детали в-в, т.е. реакция стремится вернуть тело в состояние равновесия).
Таким образом, любое рассогласование указанных осей а-а и в-в приведет к нарушению статического равновесия подвижной части 4 поперечных направляющих 3 и сжатия одного из демпфирующих элементов 5. Под действием данной возмущающей нагрузки демпфирующий элемент отреагирует на данную
0
5
0
нагрузку и вернет подвижную часть 4 поперечных направляющих 3 в состояние равновесия, т.е. равенства сил, передаваемых демпфирующими элементами.
Но такое равенство сил может быть только в одном случае,, когда ось рабочего инструмента (ось продольных колебаний акустической системы) сов-. падает с осью симметрии обрабатьшае- мой поверхности заготовки, т.е. происходит самоцентрирование (самоустановка) рабочего инструмента относи- тельн о оси симметрии обрабатываемой внутренней поверхности заготовки.
Ультразвуковые колебания рабочего инструмента с частотой, например 22 кГц, воздействуя на микронеровности обрабатываемой поверхности , пластически деформируют их, образовывая ровную поверхность с минимальной величиной шероховатости.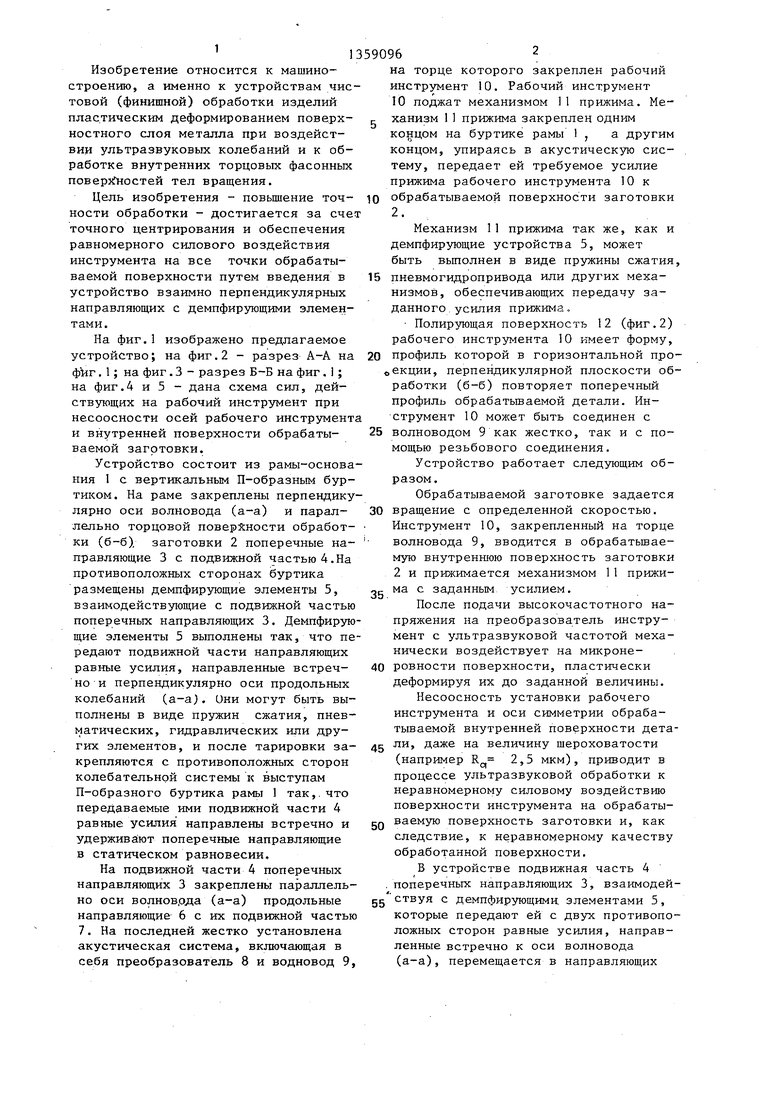
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ СЛОЖНОГО ПРОФИЛЯ | 1998 |
|
RU2147504C1 |
| Способ безабразивной полировки поверхностей | 1983 |
|
SU1243931A1 |
| Способ ультразвуковой безабразивной обработки | 1982 |
|
SU1278182A1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ И РЕЛАКСАЦИОННОЙ ОБРАБОТКИ | 2009 |
|
RU2409461C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ ОТВЕРСТИЙ | 2005 |
|
RU2291761C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ ИГЛОФРЕЗЕРОВАНИЕМ С УПРОЧНЕНИЕМ | 2005 |
|
RU2291764C1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ И РЕЛАКСАЦИОННОЙ ОБРАБОТКИ | 2008 |
|
RU2393953C2 |
| Способ обработки кристаллов алмаза и устройство для его осуществления | 1989 |
|
SU1757895A1 |
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ И ЧИСТОВОГО ТОЧЕНИЯ ПОВЕРХНОСТЕЙ СЛОЖНОГО ПРОФИЛЯ | 2006 |
|
RU2317187C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ВЫГЛАЖИВАНИЯ | 2009 |
|
RU2416480C1 |
4 сриг.2
б 5 no epf y/Tfo
фие.4
Редактор А.Долинич
Составитель Б.Дрожалова
Техред М.Ходанич Корр ектор С.Шекмар
Заказ 6104/15Тираж 715Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Ультразвуковой инструмент | 1980 |
|
SU906671A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Устройство для ультразвуковой обработки материалов | 1976 |
|
SU583892A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для ультразвукового полирования | 1979 |
|
SU854685A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Марков А.И | |||
| Ультразвуковая обработка материалов | |||
| М.: Машиностроение, 1980, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
