Изобретение относится к применению ультразвуковых колебаний для интенсификации технологических процессов обработки поверхностей металлов методом микропластического деформирования, в частности к безабразивной полировке поверхностей вязких и пластичных металлов, сплавов и металлопокрытий.
Изобретение может быть использовано при суперфинишньгх операциях в машиностроении, и в других отра слях народного хозяйства для полирования и упрочнения заготовок больших размеров из листового проката (малоуглеродистой стали, алюминия, меди, латуни, их сплавов, нержавеющей стали и др.), обработка которых абразивны- ми методами затруднена,
. Цель Изобретения - повьпление качества обработки,,
Цель достигается использованием определенных параметров процесса обработки, . -
Инструмент, на который накладывают ультразвуковые колебания, принимают с полируемой поверхности и перемещают заготовку и инструмент относительно друг друга,.При этом усилие прижима инструмента к полируемой поверхности берут.от 0,05.до 0,8 предела текучести обрабатываемого материала, при скорости продольного перемещения инструмента или заготовки от 0,01 м/с до 0,8 м/с, а амплитуду колебательных смещений инструмента поддерживают в пределах от 0,2 до. 5,0 мкм в зависимости от свойства обрабатываемого материала заготовки.
Для уменьшения контактного трения на обрабатываемую поверхность можно предварительно нанести тонкий слой масла. Смазка устраняет многие нежелательные явления в процессе полировки, делает процесс .надежным, продлевает срок службы инструмента.
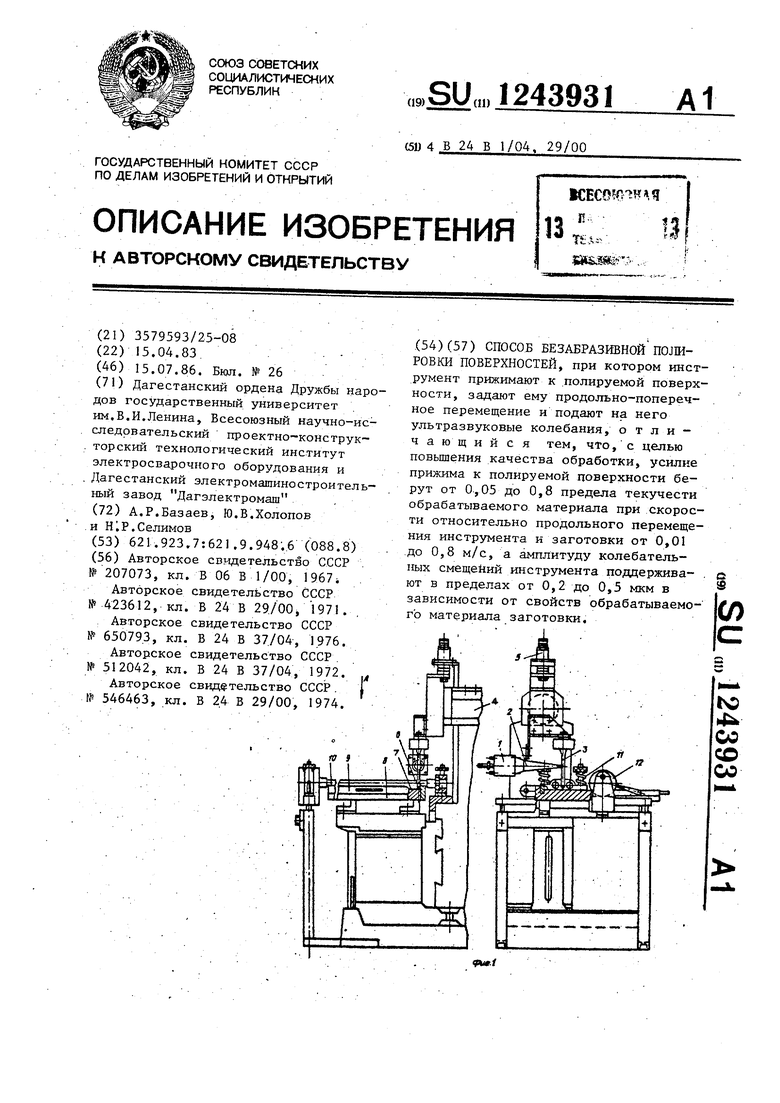
На фиг.1 показана схема устройства для реализации предлагаемого .спосЪба; на фиг. 2 - вид А на фиг.1; на фиг. 3 - разрез Б-Б на фиг,2.
, Ультразвуковая колебательная система, состоящая из магнитострикгщон- 1ШГО преобразователя 1 волновода 2 И поперечного волновода 3, крепится S УЗЛОВЫХ точках к ползуну 4 попе- рёчнострогального станка с возмож- Иестью перемещения по вертикали в }Иправляющи : пневмоцилиндром 5,, На
нижний торец поперечного волновода 3 установлен наконечник (вы.глажива- тель) 6 из твердого сплава. Рабочая поверхность наконечника выполнена
в форме удобно скользящего тела (наподобие части торцовой поверхности) и отполирована для высокого класса чистоты,, Благодаря такой геометрии, а также небольшой площади контакта
инструмента с заготовкой, отпадает необходимость выдерживать строгую параллельность полирующей поверхности и обрабатываемой заготовки, что значительно упрощает обработку,.
Заготовку 7 устанавливают на
столе 8,, закрепляют рамой 9 и прижимают двумя валками 10, Рама 9 связана со столом петлями и фиксирует положение заготовки на столе. Валки
обеспечивают плотное прилегание заготовки к столу, что особенно важно при обработке тонких листов из немагнитных материалов. Усилие прижима регулируется с помощью пружин 11,
Валки -установлены в подшипниках,закреплены шарнирно и фиксируются в рабочем положении эксцентриками J 2, Ультразвуковой инструмент находится между валками и при,работе проскальзывает по обрабатьшаемой поверхности вдоль осей валков.
Рабочий инструмент колеблется из- гибно с ультразвуковой частотой, В зоне упругого контакта -инструмента
с заготовкой воз.ника.ют напряжения, вызван:-1ые прижимом и взаим Ным перемещением инструмента заготовок, и знакопеременные циклические сдвиговые и нормальные напряжения, обеспечиваюш е микропластическую деформацию приповерхностного слоя обрабатываемого материала, выглаживание микронеровностей и упрочнение поверхности.
Чистота поверхности, обработанной
предложенным способом, зависит от
усилия прижима инструмента к заготовке, т.,е, от скорости продольной и по- перечнвй подач и от величины акустической мощности, подводимой в зону
обработки.
При мгшых значениях усилия прижима отсутствует надежный упругий.кОн- такт между полирующей и полируемой поверхностями. Сжимающие и сдвиговые
напряжения недостаточны для создания микропластического состояния приповерхностного слоя обрабатьгоаемого материала. Величина шероховатости снижается незначительно по сравнению с исходной. При больших значениях усилия прижима сжимающие напряжения знчительны, .в вклад знакопеременных циклических напряжений снижается из-за уменьшения амплитуды колебаний с ростов усилия прижима. На обработанной поверхности заметны следы скольжения полирующей поверхности за счет продольной подачи станка.
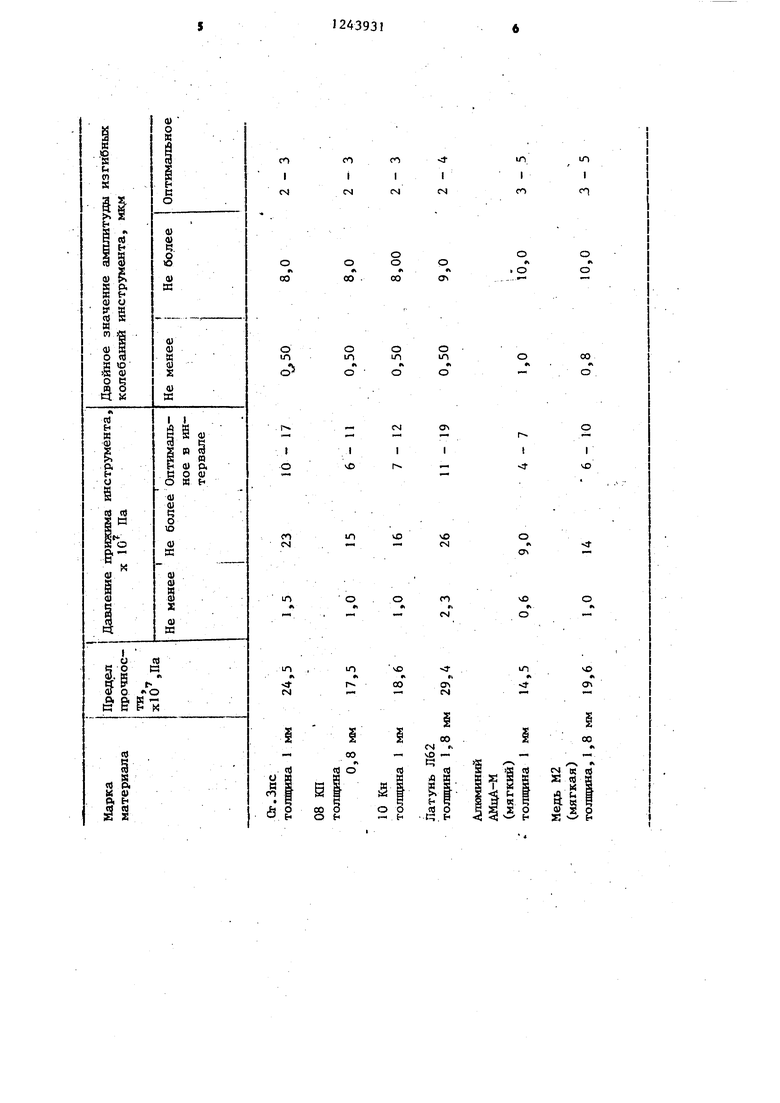
В таблице приведены оптимальные значения усилия прижима полирующей поверхности к полируемой..
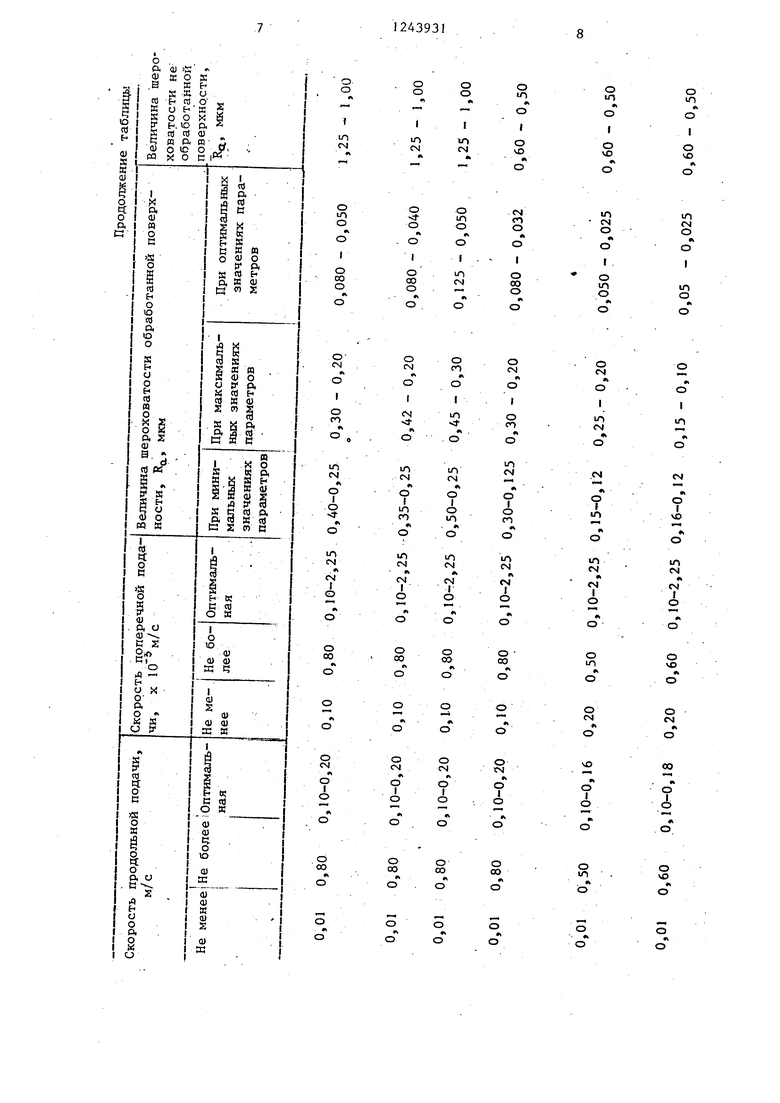
Величина шероховатости зависит от скорости взаимнрго перемещения полирующей и полируемой поверхностей, т.е. от скорости продольной и поперечной подачи. При малых значениях скорости продольной подачи в пределах упругого контакта возникают значительные напряжения и наблюдается перенаклеп обработанной поверхности. Уменьшение скорости обработки аналогично увеличению длительности приложения предельной нагрузки, при которой наблюдается пластическая деформация материала. Обработка на малой . скорости продольной подачи ухудшает геометрию обрабатываемой поверхности и не оправдывает себя с точки зрения производительности. При больших значениях скорости продольной подачи станка сдвиговые напряжения, вызываемые силой трения скольжения, преобладают над знакопеременными циклическими напряжениями. Доля знакопеременных циклических сжимающих и сдвиговых напряжений в процессе микропластической деформации приповерхностного слоя обрабатываемого материала снижается, что ухудшает |чистоту обработки.
Величину скорости поперечной подачи станка подбирают такой, чтобы за время продольной подачи в одном направлении (слева направо или справа налево) величина поперечной подачи не превьш1ала линейные размеры площади упругого контакта между полирующей и полируемой поверхностями. Уменьшение скорости поперечной пода- 5 . чи улучшает чистоту обработанной поверхности, но снижает производительность процесса. Увеличение скорости поперечной подачи сверх оптимального значения (таблица) ухудшает чисто- 0 ту обработки, так как по обе стороны следа скольжения полирующей поверхности остаются слабоде форми- рованные зоны.
При постоянных оптимальных значе- 5 киях усилия прижима и скорости взаимного перемещения поверхностей величина шероховатости зависит от амплитуды ультразвуковых колебаний, приложенных к полирующей поверхнос- 0 ти.
В таблице приведены значения амплитуды изгибньпс колебаний торца волновода, т.е. полирующей поверхности (графы 5,6 и 7), 5
При значениях амплитуды изгиблых колебаний свободного торца волново- ,да (полирующей поверхности), меньших I единицы (графа 5 таблицы), деформи- 0 рование поверхностного слоя обрабатываемого материала происходит в основном за счет усилия прижима и силы трения скольжения при .взаимном перемещении полирующей и полируемой поверхностей. Вклад знакопеременных циклических напряжений в общую деформацию незначителен. При максимальных значениях амплитуды колебаний i( графа 6 таблицы), определяе- мых пороговым значением акустической мощности, вводимой в зону обработки величины знакопеременных цик- лических напряжений превьш1ают значения, достаточные дпя создания пластического состояния приповерхностного слоя обрабатываемого материала .
5
о о
1Г(
CN
о
1Л
«
о I
о
о ш
«t
о
I о
40
о ш
о
k
О
ш о
А
о
1Л (N
см
п о
А
о
I
о
00
о
«л см о
о
1Л
о
1Л
см о
А
о I
1Л
о
О го
А
О
I
in
sT
о
CN
о
со
о
см
1Л
см
о I
1Л
1Л CN
I
о
о ю
1Л
м
о
л
со
см
о ш
см
о
vD
ш
см
«i
r-j
о
1Л
см
14
м
о
in см
м
см
о
ю см
А
см о
§
о
ехз
о
U-I
о
VO
о
А
о
о
ч
о
о
о см
о см
#(
о
о
g
«ч
о о
so
о о
00
%
о
с
о- со
о со
о л
о
VO
о
А
о
о
l
о
о
А
о
ОJ
-J 6
B- в rroffepHiffrra
3
Редактор И.Сегляник
Составитель В.Влодавский Техред И.Попович
Заказ 3752/15 Тираж 740 . . Подписное
ВНИИПИ Государственного комитета СССР
.по делам изобретений и открытий . ;. .
. М3035, Москва, Ж-35, Раушская наб.,д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Корректор Л. Пилипенко
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ безабразивной полировки поверхностей | 1974 |
|
SU546463A1 |
| Способ ультразвуковой безабразивной обработки | 1982 |
|
SU1278182A1 |
| СПОСОБ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 1988 |
|
RU1571911C |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ И РЕЛАКСАЦИОННОЙ ОБРАБОТКИ | 2008 |
|
RU2393953C2 |
| Устройство для ультразвуковой безабразивной обработки | 1983 |
|
SU1359096A1 |
| УЛЬТРАЗВУКОВОЙ ОБРАБАТЫВАЮЩИЙ ИНСТРУМЕНТ ДЛЯ ДЕФОРМАЦИОННОГО УПРОЧНЕНИЯ И РЕЛАКСАЦИОННОЙ ОБРАБОТКИ | 2009 |
|
RU2409461C2 |
| Способ ультразвуковой механической обработки | 1982 |
|
SU1068236A1 |
| СПОСОБ КОЛЕБАТЕЛЬНОГО ШЛИФОВАНИЯ | 2010 |
|
RU2452602C1 |
| КОЛЕБАТЕЛЬНО-ИМПУЛЬСНОЕ УСТРОЙСТВО ПЛОСКОГО ШЛИФОВАНИЯ | 2010 |
|
RU2449872C1 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ДЕТАЛЕЙ (КОЛЕНВАЛОВ, РАСПРЕДВАЛОВ, ГИЛЬЗ, ЦИЛИНДРОВ, БЛОКОВ, ТРУБ И Т.П.) ДРОБЬЮ | 1998 |
|
RU2145538C1 |

| Авторское свидетельство СССР | |||
| СПОСОБ БЕЗАБРАЗИВНОЙ ПОЛИРОВКИ ПОВЕРХНОСТЕЙ | 0 |
|
SU207073A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| УСТРОЙСТВО ДЛЯ БЕЗАБРАЗИВНОЙ ПОЛИРОВКИ | 1971 |
|
SU423612A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Авторское свидетельство СССР | |||
| Устройство для доводки плоских поверхностей | 1972 |
|
SU512042A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Авторское свидетельство CCCJP | |||
| Способ безабразивной полировки поверхностей | 1974 |
|
SU546463A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
