1
Изобретение относится « области обработки материалов давлением с ультразвуком и может применяться в акустических системах для возбуждения в инструментах повышенных амплитуд колебаний при малых мощностях генератора, например, для ультразвуковой сварки, пайки, шлифования.
Известны устройства, состояшие из преобразователя, волновода, который трансформирует колебания малой амплитуды, возникаюш;ие на -большой ллош,ади его входного торца (в -месте соединения с иреобразователем), в колебания большей амплитуды, сосредоточенные на малой плош;ади его выходното торца и инструмента 1.
Однако в этих устройствах для получения больших амплитуд колебаний требуются высокие значения коэффициентов усиления амплитуды К.
Например, для ступенчатого концентратора при , возникают дополнительные боковые .колебания, которые приводят к рассогласованию ультразвуковой системы.
Известно устройство для ультразвуковой сварки, состоящее из преобразователя, соединенного с концентратором, системы акустической развязки и инструмента 2.
Для получения больших амплитуд .колебаний в таких устройствах на торце рабочего инструмента требуется значительная мощность
ультразвукового генератора или высокий коэффициент усилення амплитуды колебаний концентратора. Повышение коэффициента усиления и увеличение мощности генератора ухудшают резонансные характеристики системы, снижают допустимые усилия нагрунсения, увеличивают потери энергии в материале волновода и концентратора.
Известно устройство для ультразвуковой обработки материалов, содержашее преобразователь, концентратор, инструмент, выполненный в виде стержня, закрепленного в пучности колебаний концентратора, и установленную концентрично инструменту втулку длнной, кратной целому числу полуволн 3.
Это устройство обеспечивает интенсификацию процесса за счет увеличения нзгнбных колебаний. Однако в ряде видов ультразвуковой обработки необходнмо применять колебательные системы, вводящие в изделие только продольные .колебания, так как наличие поперечных смещений снижает точность обработки.
Для интенсификации нроцесса обработки за счет увеличения a rплитyды продольных колебаний инструмента в пpeдлaгaeмo r устройстве втулка закреплена одним концом па торце .концентратора, а другим концом - в пучпости колебаиий инструмента, при этом втулка и охватывае.мая ею часть инструмента
выполнены с соотношением коэффициентов трансформации 1 : 3.
Под коэффициентом трансформации (усиления) понимается квадрат отношения входного диа:метра концентратора к его выходному диаметру.
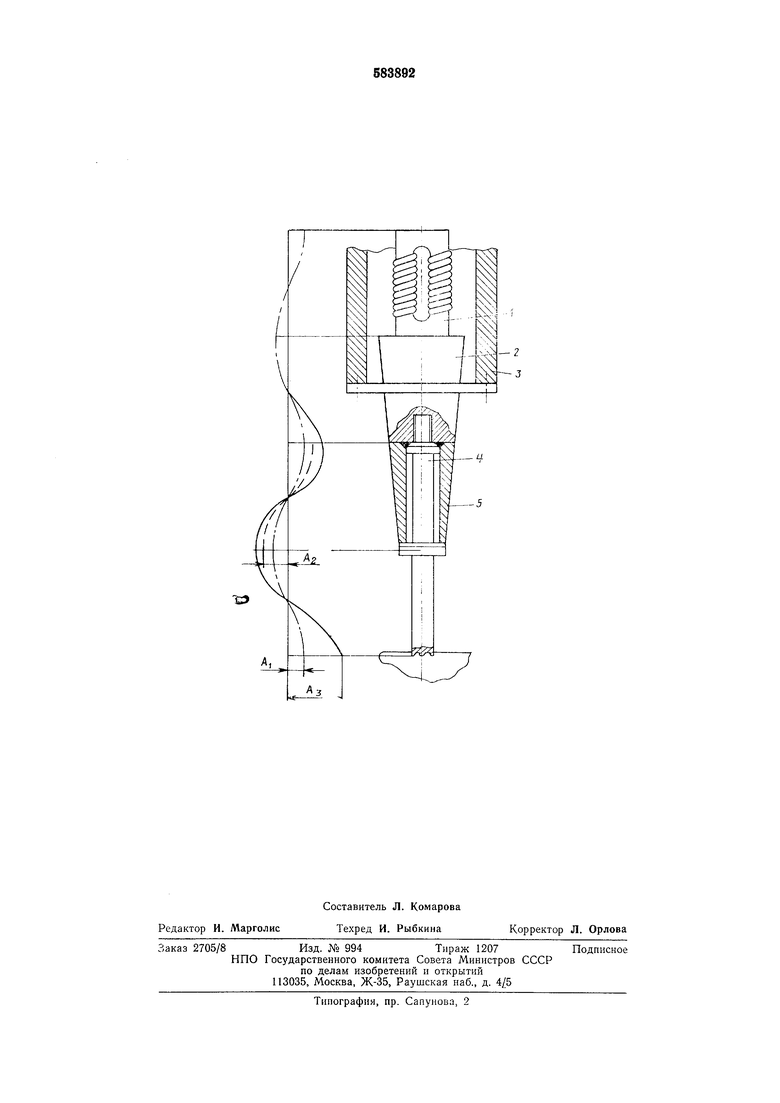
На чертеже изобрай ;ено устройство для ультразвуковой обраоотки материалов и ириведены эиюры распространения ультразвуковых продольных колебаний в акустической системе.
Оно состоит из преобразователя 1, соединенного с концентратором 2, закрепленным в узле колебаний с помощью системы акустической развязки 3, инструмента 4, установленното Б пучности колебаний концентратора 2, и втулки 5 с длиной, кратпой целому числу длин полуволн и закрепленной концеитричпо инструменту одним концом в пучности колебаний концентратора 2 - на его торце, а вторым концом - в пучности колебаннй инструмента 4. На эпюрах штрих-пунктирной линией обозначена амплитуда колебаний преобразователя 1-/Ь; штриховой - амплитуда колебаний втулки о-/Ь; снлошной линией--результируюи1,ая амплитуда колебаний -Лз.
Устройство работает следующим образом..
Рабочий торец инструмента 4 устапавлпвают ка поверхпость обрабатываемого материала. Ультразвуковые колебания амнл ггуды AI от преобразователя 1 передаются па концентратор 2, усиливаются им (коэффициег..т усиления амплитуды колебаний концентратора ) и иоиадают на инструмент 4 и зтулку 5. Втулка 5 увеличивает амплитуду колебаний по двум нричниам; в силу резонансных свойств (длина ее равна целому числ) длин иолуволн) с коэффнцнентом усиления Хр н благодаря уменьшеиию сечения в наиравлеини раснространення колебаний с коэффицнеггтом усиления Лг. Сумма этих коэффнцнеитов дает полный коэффициент усиления втулки /((р+Аг. Величина коэ4)фнциентов Дг определяется но известной формуле, а величина коэффициента /Ср онределяется добротноетью втулки. Колебання вту.лси 5 нроисходят в одной фазе с колебаниями ииструмеита 4, поэтому в месте соединения они складываются, и инструмент 4 колеблется с суммарной амнлнтудой Ла. Коэффициент усиления амплнтуды колсбаниГ инструмента АИ должен быть меньше коэффициента усиления втулки Ки- В случае цнлиидрического инструмента /( н это условне всегда вынолияется. Максимальное значение коэффициента усиления амилнтуды втулкн выбирают из условия получения амплитуды колебаний, не вызывающей усталостнее разрушение матернала.
В процессе исслеАован п | выявлено, что онтимальным и нанболее работоспособным является изготовление втулки и охватываемой ею части инструмента е соотношением коэффициентов трансформации в интервале от 1 до 3.
Эффективность работы устройства по сравнению с коническим концентратором достигаетея благодаря уменьшению потерь в массе материала (между инструментом 4 и втулкой 5 имеется полость) н увеличению добротности колебательной системы (втулка 5, обладая большей величиной добротности, на резонансной частоте значительно увеличивает амплитуду колебаний).
Нример конкретно10 исполнения.
Изготовить устройство для ультразвуковой сварки на частоте 20 кГц нз стали 45. Резонансная длина копцептратора равна 128 мм. При мощности ультразвукового генератора 90 Вт н коэффнцненте трансформации колебаний концентратора равном 2,8 амнлитуда колебаний инструмента еоставнла около 10 мкм. После нрисоедниеиия втулки к торцу концентратора резонансной длнны (128 мм) с внешними диаметрами 80 мм н 56 мм н внутренним 40 мм при мощности генератора 90 Вт была получена амплитуда колебаннй 22 мкм, а амнлитуда колебаннй 10 мкм была получепа при мощности генератора 40 Вт.
Формула изобретения
Устройство для ультразвуковой обработки материалов, препмущеетвенно сварки, содержандее преобразователь, копцентратор, инструмент, выполненный в виде етержня, закренленного в нучноети колебаний коицентратора, и установленную концентрнчно инструменту втулку длиной, кратной целому числу полуволн, отличающееся тем, что, е целью интененфикацни процесса за счет увеличення амнлитуды нродольных колебаний инструмента, втулка закреплена одннм концом на торце концентратора, а другим концом - в нучности колебаний инструмента, при этом втулка и охватываемая ею часть инструмента выполнены е соотношением коэффициентов трапсформацин 1 : 3.
Источники ннформацнн, принятые 1)0 внимание при экспертизе
1.Севердепко В. П. и др. Обработка металлов давлением с ультразвуком. Минск, «Наука и техника, 1973, с. 36.
2.Рыдзевскг1Й А. П. и др. Ультразвуковая сварка в микроэлектронике. «Обзоры по электронной технике. Серия «Технология, организация производства i оборудования. М., ЦНИИ «Электрои11ка, 1974, выи. 7 (234) с. 5, рис. 1, д).
3.Авторское cви,l.чч льcтвo .№ 536918, кл. В 23К 19/04, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 1997 |
|
RU2141386C1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| ИНТЕГРИРУЮЩИЙ АКУСТИЧЕСКИЙ ВОЛНОВОДНЫЙ ТРАНСФОРМАТОР (КОНЦЕНТРАТОР) | 2009 |
|
RU2402386C1 |
| Устройство для ультразвуковой сварки | 1975 |
|
SU564126A1 |
| МАГНИТОСТРИКЦИОННАЯ УСТАНОВКА | 1995 |
|
RU2116144C1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU965674A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2004 |
|
RU2282525C1 |
| СПОСОБ НАПЛАВКИ ПОКРЫТИЯ | 2001 |
|
RU2212988C2 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |