Изобретение относится к обработке металлов резанием и предназначено для определения пластических деформаций в переходной зоне и стружке при резании путем получения нескольких корней стружки за один проход инструмента.
Целью изобретения является повышение производительности и уменьшение трудоемкости определения пластических деформаций в переходной зоне и стружке при снижении искажений зоны струтккообразования.
На фиг. 1 представлена схема осуществления способа} на фиг, 2 - то же, при свободном точении диска.
Способ осуществляется следующим образом,
В испытываемом образце 1 (фиг,1) изготавливают пазы 2 в виде щелей под углом к обрабатьгааемой поверхности 3 так, чтобы угол X между вектором скорости резания и стенкой паза 2 составлял величину меньшую вели- 25 диска или шайбы (фиг. 2), Пазы 2 в
ЧИНЫ начального угла сдвигов первичной пластической деформации Ф|,, В пазы 2 без зазоров устанавливают и фиксируют, например штифтами 4, пластины-заглушки 5, изготовленные из того же материала, что и матери ал образца. Затем осуществляют процесс резания,
При обработке материалов резани- ем область опережающего пластического деформирования впереди резца имеет форму клина с вершиной у режущей кромки, гранями которого являются начальная и конечная границы первичной пластической деформации. Положение начальной границы зависит от условий резания и свойств обрабатываемого материала. Даже при обработке пластинных материалов на низких скоростях резания начальная по- верхность сдвигов составляет с вектором скорости резания угол больше 5 , Предельное значение положения щюскости сдвигов составляет 45°,
Для получения корня стружки по способу, фиксирующему пластическую деформацию S переходной зоне и стружке, необходимо чтобы угол между ско ростью резания и пазом X имел величину меньшую, чем угол Ф между на- чальной границей зоны первичной пластической деформации и вектором ско- Iрости резания. Поэтому для получения корней стружек угол между вектором скорости резания и пазом находится в диапазоне 5-45 и выбирается в соответствии с условиями резания, В случае, если ориентировочное значение угла Ф заведомо не известно, паз в заготовке изготавливается под уг лом 5 к обрабатываемой поверхности,
Образование корней стружек 6 происходит в процессе резания при последовательном достижении режущей кромкой 7 инструмента 8 поверхностей пазов с заглушками. При этом поверхностью раздела корня стружкой от испытываемого образца 1 является плоскость АБ, угол наклона которой к вектору скорости резания меньше начального угла сдвигов Ф, т.е. образуются корни с зафиксированной переходной зоной и стружкой.
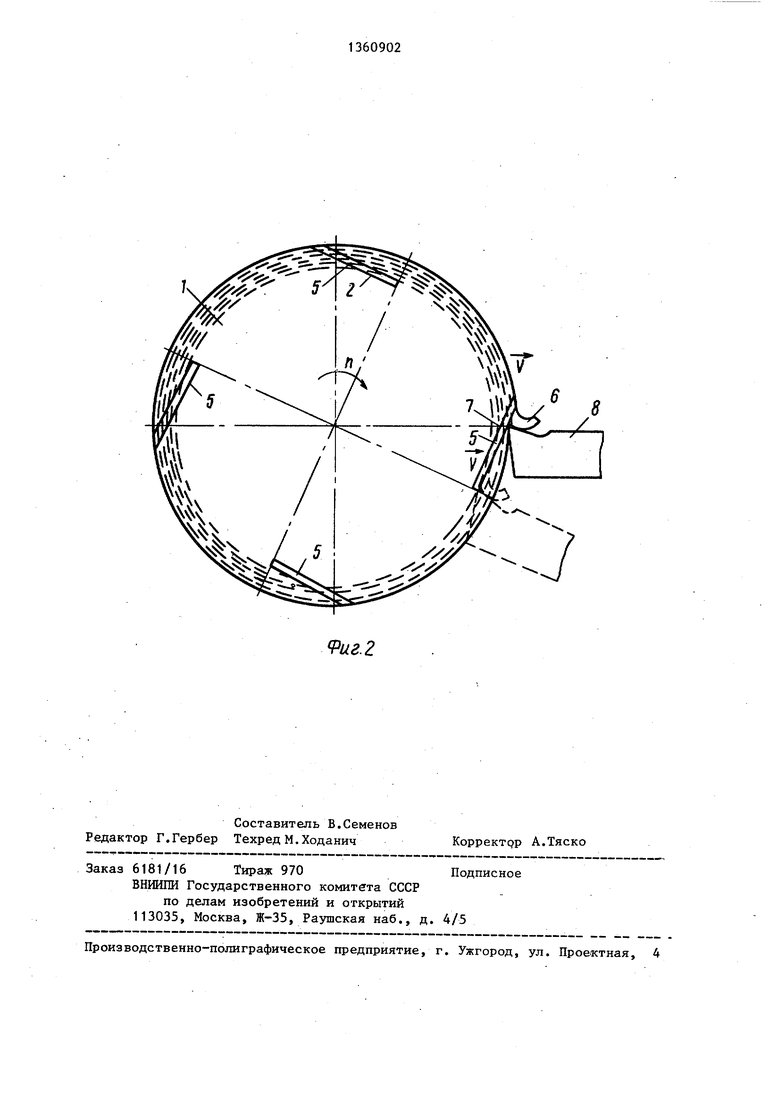
Для получения корней стружек на операции свободного точения, испытываемый образец выполняется в виде
5
0
0
5
0 g
детали наиболее технологично вьтол- нять прямолинейными, С целью получения наибольшего количества корней, щели выполняются в направлении хорды и длиной, равной половине хорды. При этом угол между вектором скорости резания и стенкой паза по мере приближения резца к центру диска изменяется от X до О, где X - угол не превьш1ающий величину начального угла сдвигов зоны первичной пластической деформации.
При получении корней стружек по данному способу на пластичных материалах возможно адгезионное сцепление однородных материалов заглушки и заготовки, что препятствует отделению корней стружек от заготовки. Для устранения этого на поверхности стенки паза или заглушки наносится разделительная среда - маслянистая пленка поверхностно-активных веществ (например, пленка олеиновой кислоты), препятствующая схватьшанию материала, заглушки и стенки паза. Слой способствует отделению получаемых стружек с корнем, чем достигается повышение точности фиксации пластических деформаций в зоне резания.
Экспериментальная прове.рка способа получения корней стружек осуществлялась в условиях свободного радиального точения, В щайбе толщиной 3 мм и наружным диаметром 200 мм из
стали Ч5(НВ190) со стороны наружной поверхности вьшшифовывались 4 паза в виде щелей с пшриной 3 мм в направлении хорд, расположенных под углом X 25° к наружной поверхности диска и длиной щелей, -равной половине хорды. При этом угол между стенкой паза и вектором скорости резания V по мере приближения резца к центру диска изменяется от X 25° до 0. Угол X 25°, как угол не пре- вышаю1дий величину начального угла сдвигов зоны первичной пластической деформации при обработке стали 45, выбирался с учетом известных из литературы данных. В щели без зазоров устанавливались пластины-заглути- ки, которые фиксировались с помощью штифтов, располагающихся со стороны выхода резца из заглушки. Шайба устанавливалась на специальной оправке, которая крепилась в патроне токарного станка 16К20 и поджималась задним центром. Материал резца Т15К6. Испытания проводили при скоростях резания V 10 м/мин, 50 м/мин 100 м/минj 125 м/мин и подачах S „др 0,1 мм/об; 0,15 мм/об; 0,2 мм/об 0,3 мм/об. В результате эксперимента было получено по 5 корней для каждого из 16 сочетаний режимов резания. Общее количество корней стружек, равное 80, бьшо получено за 40 мин рабочего времени. Высокая производительность получения корней стружек, соответствующих разным режимам резания, объясняется тем, что для получения корней стружек на новых режимах достаточно изменить подачу или число оборотов шпинделя. С помощью получаемых корней стружек исследуется напряженно-деформированное состояние переходной зоны и- стружки с целью оптимизации процес- са стружкообразования.
Способ позволяет так же получать корни стружки для разных условий резания без остановки процесса резания. Например, при получении корней стружек на операции точения диска, переменными могут быть скорость резания, износ инструмента. Получение постоянной величины скорости резания, с целью создания идентичных условий резания при точении, осуществляется путем изменения числа оборотов шпинделя стайка по мере изменения диаметра обрабатьшаемой заготовки. Влияние износа на зафиксированную
g картину пластической деформации переходной зоны и стружки может быть устранено за счет использования инструмента повышенной износостойкости. Способ позволяет также получать
0 несколько корней разной Толщины за один проход инстр т ента при обработке образца в виде диска точением с тангенциальной подачей по свободной схеме резания.
5 Использование способа обеспечивает повышение количества получаемых корней стружек, упрощение конструкции заготовки для исследований, возможность получения нескольких корней,
0 соответствующих одним и тем же режимам резания, получения корней при варьировании условий резания на одной и той же заготовке без остановки процесса резания. При этом повы-
5 шается точность фиксации пластических деформаций в переходной зоне и стружке за счет сохранения действительных геометрических параметров корня стружки в момент его образова0 ния.
Формула изобретения
1.Способ получения корней струж- 3g ки, согласно которому в детали-образце со стороны обрабатываемой поверхности изготавливают пазы, устанавливают в них заглушки и осуществляют процесс резания, о т л и -
40 чающийся тем, что, с целью повышения производительности и уменьшения трудоемкости определения пластических деформаций в переходной зоне и стружке при снижении искажений
45 зоны стружкообразования, пазы изготавливают в виде щелей под углом к обрабатываемой поверхности так, чтобы угол между стенкой паза и вектором скорости резания был меньше веgQ личины начального угла сдвига зоны первичной пластической деформации.
2.Способ по п. 1, отличающийся тем, что перед установкой заглушек в пазы на поверхности
55
последних или заглушек наносят среду, предназначенную для разделения заглушки и паза.
9иг.2
Составитель В.Семенов Редактор Г.Гербер Техред М.Ходанич
Заказ 6181/16 Тираж 970Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Тяско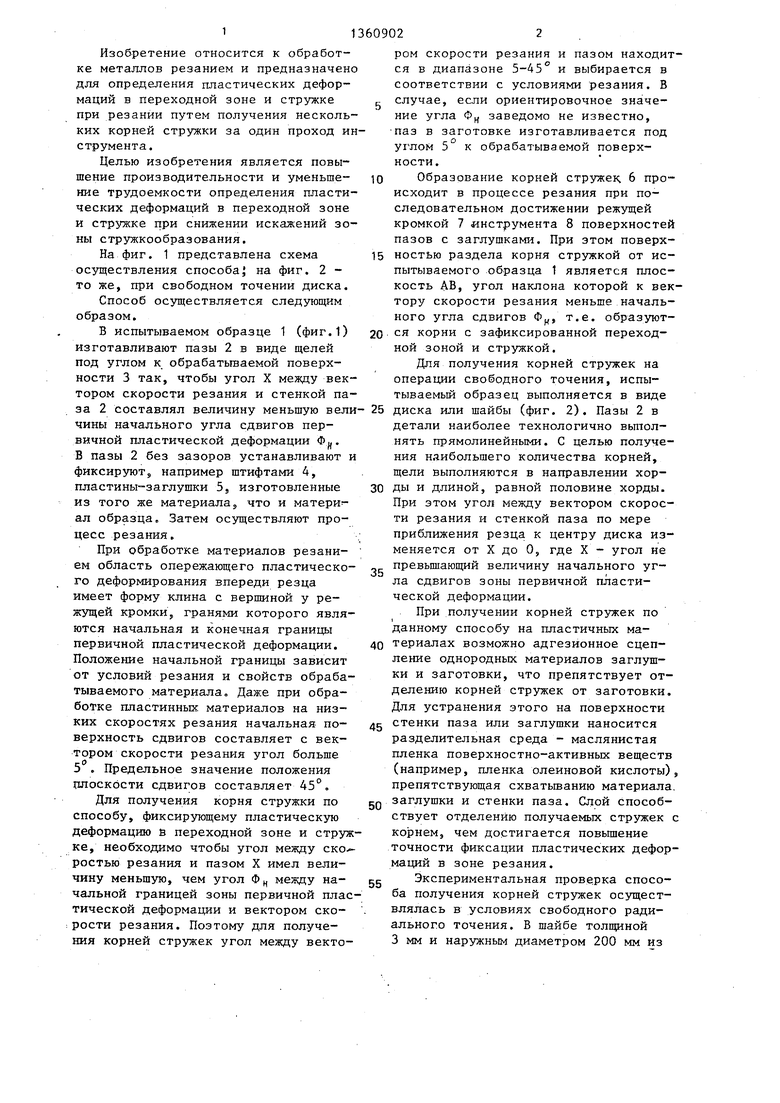
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
| Способ определения характеристик зоны резания | 1987 |
|
SU1567325A1 |
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ДЕФОРМАЦИИ МАТЕРИАЛА В ЗОНЕ СТРУЖКООБРАЗОВАНИЯ ПРИ РЕЗАНИИ | 2012 |
|
RU2549907C2 |
| Способ получения корня стружки | 1980 |
|
SU921679A1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ применения устройства маятникового скрайбирования для получения корней стружек при резании | 2015 |
|
RU2613569C1 |
| Способ определения эффективности смазочно-охлаждающих жидкостей | 1987 |
|
SU1499180A1 |
| Способ чистовой обработки и резец для его осуществления | 1990 |
|
SU1756018A1 |
| Способ определения оптимальной геометрии передней поверхности режущего инструмента | 1978 |
|
SU975221A1 |
Изобретение касается обработки металлов резанием и предназначено для определения пластических деформаций в переходной зоне и стружке при резании путем получения нескольких корней стружки за один проход инструмента. Целью изобретения является повышение производительности и уменьшение трудоемкости определения пластических деформаций в переходной зоне и стружке при снижении искажений зоны стружкообразования. В детале-образ- це 1 со стороны обрабатываемой поверхности изготавливают пазы 2, в которые устанавливают заглушки 5. Угол X меящу стенкой па за 2 и вектором скорости V устанавливают меньше угла сдвига зоны первичной пластической деформации Ф. 1 з.п. ф-лы, 2 ил. с $ 00 О5 () О ГчЭ Фиг.1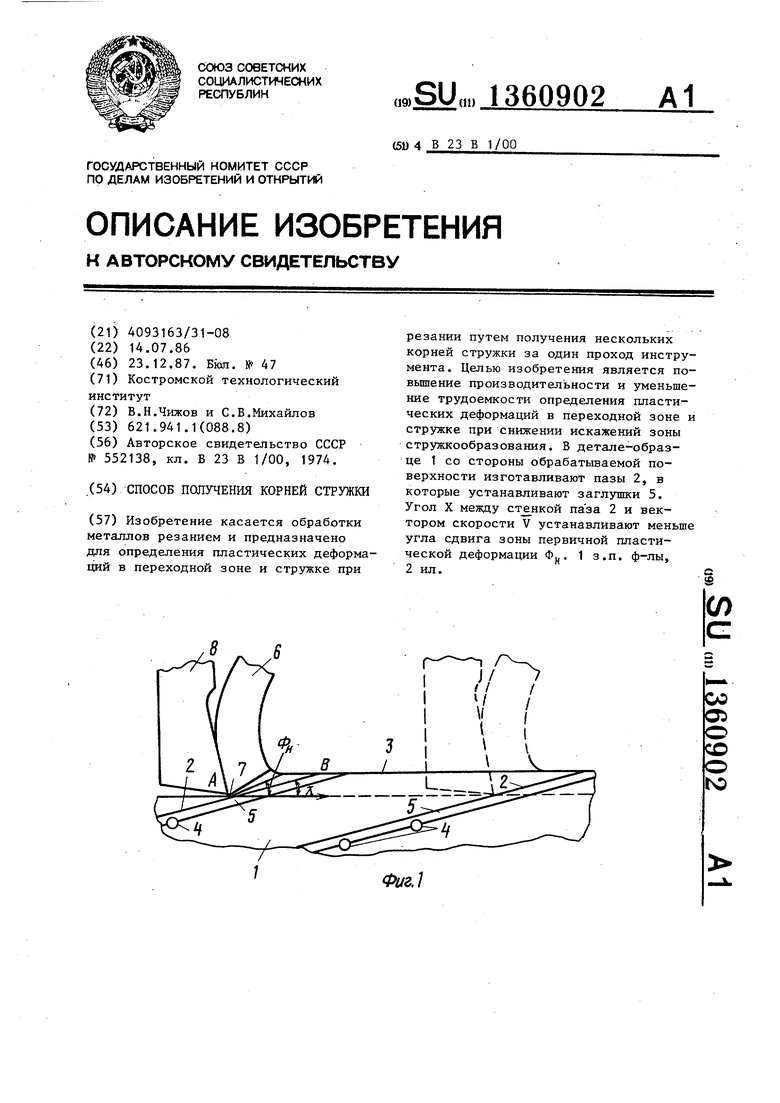
| Способ получения корней стружки | 1974 |
|
SU552138A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
