1
Изобретение может найти применение в исследовании процесса резания металлов .
Известен способ получения корня стружки в процессе резания металла, при котором корень стружки получают путем мгновенного отвода инструмента (резца) из зоны резания Lll.
Основным недостатком данного способа является то, что отвод инструмента из зоны обработки осуществля ется в направлении, совпадающем с вектором скорости резания. Такой отвод искажает корень стружки.
Цель изобретения - получение кор- ня стружки с сохранением фактического напряженного состояния в зоне деформации и неискаженной геометрии корня.
Поставленная цель достигается тем, что используют резец с отрицательными передними углами в плоскости отвода всех точек режущих кромок, отводящийся в направлении перпендикулярном вектору скорости резания и составляющим с вектором подачи угол больший главного угла резца в плане.
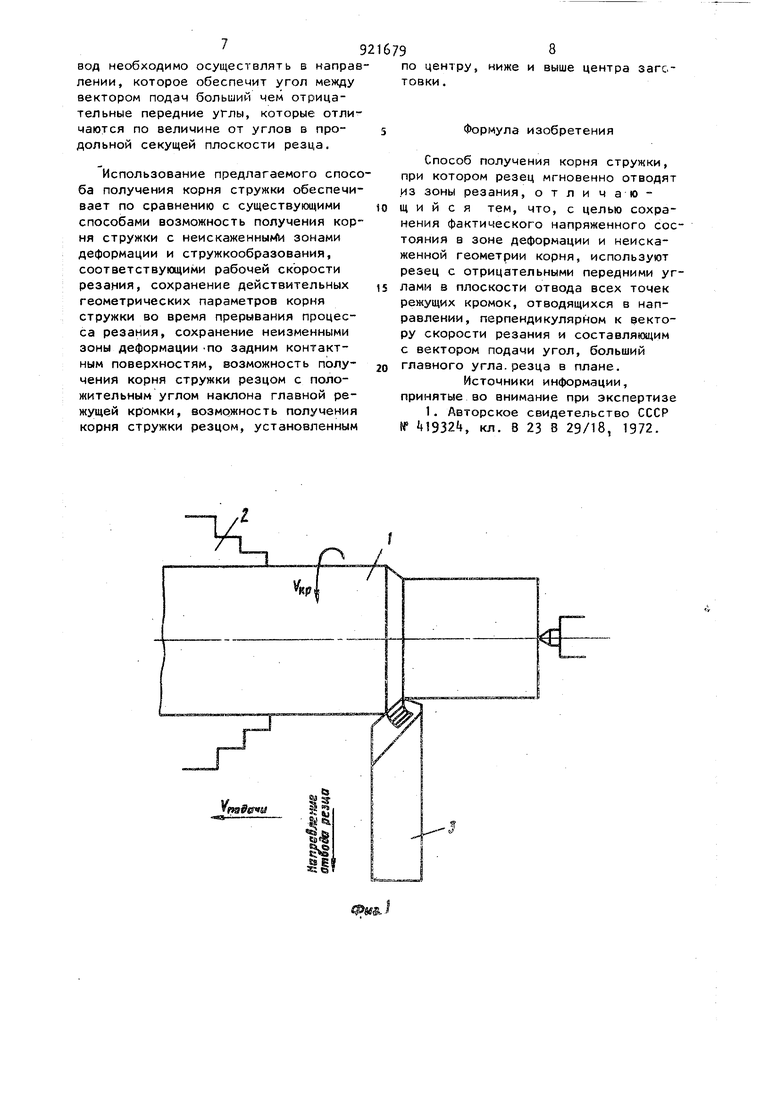
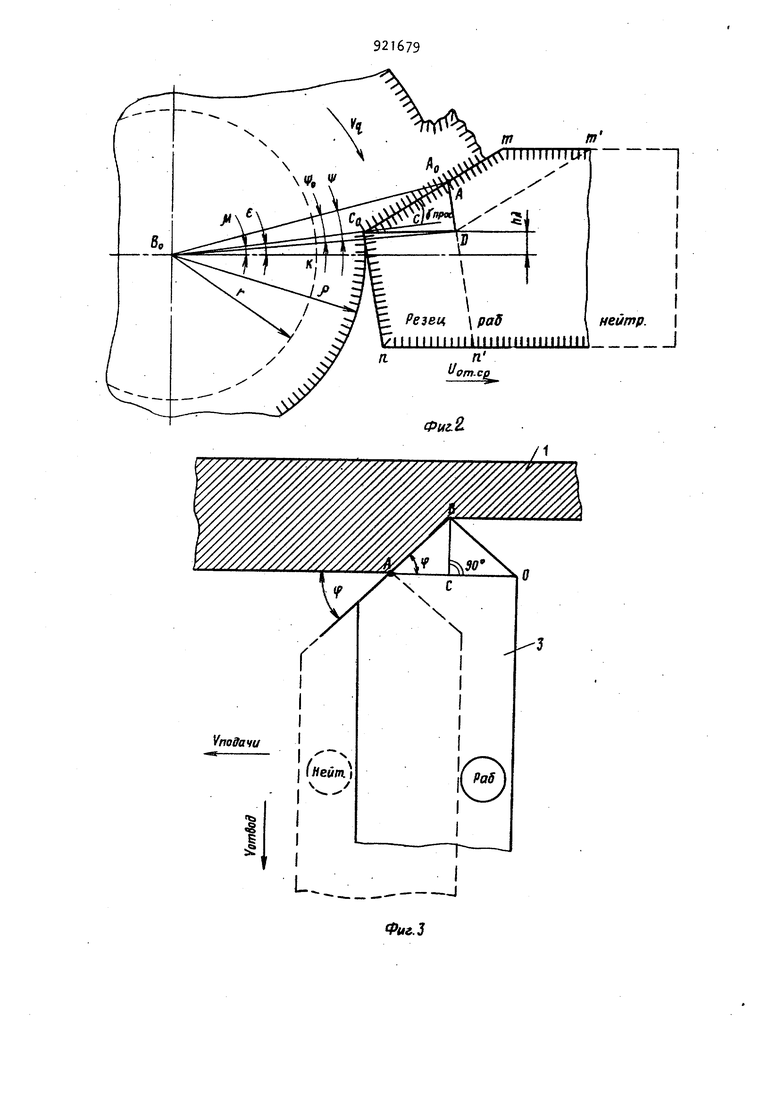
На фиг. 1 изображена схема получения корня стружки; на фиг. 2 - расчетная схема полумения корня стружки; на фиг. 3 - отвод резца из зоны обработки.
Для реализации способа заготовка 1 закрепляется в патроне токарного станка 2. Резец 3 устанавливается в
10 резцедержатель станка.
На практике предложенный способ реализуется следующим образом.
Рассмотрим расчетную схему, представленную на фиг. 2, где резец 3
ts и заготовка 1 контактируют по следу продольной секущей плоскости и передней поверхности резца (). Согласно схеме резец 3 режет заготовку 1 и в нужный момент из рабочего
я положения мгновенно отводится в нейтральное положение перпендикулярно вектору скорости вершины резца Со, которая установлена по центру,в 3 . 9 направлении нормали к точке контакта вер1иины с заготовкой. В этом случае при равенстве рабочего главного угла 8 плане статическому ( fр ) , направление нормали совпадает с нап равлением продольной секущей плоскости . Согласно литературным данным, при определенном сочетании наклона главной режущей кромки резца J передне угла у и главного угла в плане , величина переднего угла в продольной секущей плоскости резца может быт величиной отрицательной. Следовательно, при отрицательных рабочих углах gttP во всех точках главной режущей кромки при , мгновенный отвод резца в направлении его продольной се кущей плоскости вызывает прекращение процесса резания. Условия, при которых угол (р является отрицательным, весьма часты на практике, например, при обработке высокопрочных материалов. Рассмотрим условия отвода произвольной точки Cj расположенной на главной режущей кромке с радиусом вектором Р , с рабочим отрицательным передним углом в продольной секущей плоскости С, она расположена выше линии центров и вершины (точка К) на величину ЬЛ, из зоны обработки в точку D с прекращением процесса резания. При отводе резца из рабочего положения в нейтральное процесс резания прекращается в том случае, когда след продольной секущей плоскости на передней поверхности резца-АС при своем движении не будет контактировать с деформированной поверхностью заготовки - следом АоСо, вращающимся вокруг точки Во (оси заготовки). Это условие будет выполняться, когда перемещение точки А в точку D по дуге AoD потребует больше времени, чем время отво да резца в нейтральное положение, то есть за время С , в течение которого точка Ар повернется .относительно оси заготовки на угол , точка С на рез це должна пройти расстояние большее, чем CD t. Данное условие запишется так: / - L VOT.CP Vcff.e. средняя скорость отвода резг ца на пути L . Если выражено в градусах, а L L360 п.Д в мм, то t . ч 1000 ч п - число оборотов заготовки в Теперь, задаваясь величинамир и определим угол и требуемую величискорости отвода, для чего в соотствии с представленной схемой но воспользоваться зависимостями - } arcsin -п 1 Vpa 2frc5sr ; (з) U «. . P-foT ; V° ) - - 5) r - радиус обработанной поверхности , При отрицательном угле j применирасчетные формулы , а величину а у рассчитывают по формуле .,.nS , 6} J. 0 t4,,,-cxr...n2.1 в приведенных формулах все велиы углов взяты по абсолютной велие-. Расчеты показывают, что при А/ О наибольшая расчетная скорость ода требуется для контактных то, лежащих вблизи периферии загоки. Пример расчета. При обработке образца из закаленстали 50 Г с режимами: Скорость резания - Vcj 1,5 м/с; Глубина резания - t, 0,2 мм; Подача на один оборот - S ,1 мм/об; Эльборовый резец имел углы заточки 5 10 ;f- 5. Диаметр обработанной поверхности 60 мм. Примем для расчета: L 0, Р Pma% 30,2 мм; Определяем рабочие углы резца по мулам .St, N.-b(Ki; 5 tg VN tgv S (sin - cos /- COSf S N coscS-cos.A+ sin. sinX cos A) cos (H cosv cos sin Угол & определяем по формулам (1) и (2) г 0,046937 Получаем - 0, б - 9,962711° ; )f(. -9,907982°. е . 1.юз stnJ -j; ne-S f eos.A «-Jiiip uos -cosj.) C05.COa.-SAn SWj.3mif.eo3ipSinj4 J,p 4,98791 ° Определяем величину переднего угла Э продольной секущей плоскости црр tg8np.(. tgj.nsin9p; УПР. -10,48952 Определяем угол а.° по формулам (3); (4)-(5) В„ 30,6 мм; Ц 0,046324 0,139243 Определяем требуемую скорость отвода резца Vsr.ep, 16,35 м/с Практически обеспечить подобную вели чину скорости отвода не представляет особой сложности . Аналогичные расчеты, выполненные для вершины резца, показали, что в продольной секущей плоскости, проходящей через вершину, процесс резания будет прекращен при скорости от вода резца: brc.,2336 м/с Это подтверждает высказанное ране условие. Расчет скорости отвода необ ходимо производить для периферийных контактных точек. Направление отвода может быть иным, чем рассмотренное в примере. Применяя для отвода резца устройство с взрывной камерой, получают неискаженные корни стружки при скорости резания до 200 м/мин. Не трудно найти соотношение между скоростью отвода резца и главным углом резца в плане. Для получения неи каженного корня стружки необходимо, чтобы в период резца его режущая кромка не касалась заготовки, то ест скорость отвода резца должна превосходить скорость подачи резца Vnou.a.u VOT. ) 96 На фиг. 3 приведена схема, поясняющая вывод формулы. Пусть резец 3, обрабатывающий заготовку 1 с подачей переместился из рабочего положения в нейтральное, тогда точка В переместится в положение А. Проведен перпендикуляр из точки В на горизонталь АО, тогда путь резца ВС за время t равен: ВС АС- tgf где ц - главный угол резца в плане. ВС .АС Тогда -р -:р -tgif U TI Уполдеи МО --Удтьод. Чтобы выполнялось условие (8), необходимо выполнение формулы Уотбод VboAaau - tgР(9) С другой стороны пол. So-n, где п - число оборотов в мин. S - подача на один оборот заготовкиJT-D- п . 1000 V М П 1000 Jr V - скорость резания D - диаметр заготовки 1000 V о- При выполнении такого условия режущая кромка резца не будет касаться заготовки при его отводе и мы получим деформированный слой корня стружки и зону стружкообразования, соответствующие реальному, которые возникают при рабочей скорости резания. При-мёр. При получении корня стружки чугуна при резании твердосплавным инструментом ВКВ обычно беРУт:, S 0,12 мм/об; V 120 м/мин; ф 45 45,9 м/мин Скорость резца при его отводе посредством взрыва пороха в камере, как правило, выше 500 м/мин, что намного превосходит 45,9 м/мин. Таким образом, режущая кромка резца не будет касаться .заготовки при его отводе и мы получим деформированный слой и зону стружкообразования, соответствующей рабочей скорости резания. Анализ показывает, что при и при отводе резца в направлении нормали расчет по формуле (10) можно не производить, ограничившись расчетом, учитывающим скорость детали . В предлагаемом способе можно получать корни стружек при работе резцами с углами . В этом случае отвод необходимо осуществлять в напра лении, которое обеспечит угол между вектором подач больший чем отрицательные передние углы, которые отли чаются по величине от углов в продольной секущей плоскости резца. Использование предлагаемого спос ба получения корня стружки обеспечи вает по сравнению с существуюи ими способами возможность получения кор ня стружки с неискаженные зонами деформации и стружкообразования, соответствующими рабочей скорости резания, сохранение действительных геометрических параметров корня стружки во время прерывания процесса резания, сохранение неизменными зоны деформации По задним контактным поверхностям, возможность получения корня стружки резцом с положительным углом наклона главной режущей кромки, возможность получения корня стружки резцом, установленным 8 9 ПО центру, ниже и выше центра загстовки. Формула изобретения Способ получения корня стружки, при котором резец мгновенно отводят из зоны резания, отличающийся тем, что, с целью сохранения фактического напряженного состояния а зоне деформации и неискаженной геометрии корня, используют резец с отрицательными передними углами в плоскости отвода всех точек режущих кромок, отводящихся в направлении, перпендикулярном к вектору скорости резания и составляющим с вектором подачи угол, больший главного угла.резца в плане. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР fP 1932, кл. В 23 В 29/18, 1372.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2008 |
|
RU2364475C1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 2003 |
|
RU2237549C1 |
| Способ получения корней стружки | 1989 |
|
SU1699720A1 |
| Устройство для мгновенного прекращения процесса резания | 1983 |
|
SU1144770A1 |
| Стружколомающая сменная режущая пластина с переменным передним углом | 2017 |
|
RU2665858C1 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Способ определения характеристик зоны резания | 1987 |
|
SU1567325A1 |
| СПОСОБ ВИБРОТАНГЕНЦИАЛЬНОГО ТОЧЕНИЯ | 2007 |
|
RU2355514C1 |
| Способ определения длины участка упрочнения в месте контакта стружки с передней поверхностью инструмента | 1988 |
|
SU1704927A1 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
ы
I
I
:
/
Хч
ч
N
Неит.
/
I
