со 00 ел
Изобретение относится к ремонту, а более конкретно,к способам ремонта с применением сварки повреждений в виде вмятины наружных стенок различного рода емкостейJ цистерн, трубопроводов и т.п., и может быть использовано в химической, нефтеперерабатывающей и других отраслях промышленности, а также в трубопроводном транспорте.
Целью изобретения является повышение надежности ремонта«
На чертеже представлена схема осуществления способа.
Способ ремонта емкости заключается в следующем.
Первоначально определяют объем вмятины, образовавшейся на дефектном участке 1 емкости 2, фиксируя форму поверхности с помощью слепка, затем с внутренней поверхности заплаты 3, по участку наложения ее на дефект, наплавляют любым присадочным материалом выступ 4, суммарный объем которого V не более объема полости V, , Наплавку выполняют так, что контур поверхности выступа 4 идентичен поверхности вмятины на емкости 2. Размеры заплаты вне дефекта выбираются такими, чтобы отношение объема щелевого зазора между заплатой и емкостью вне дефектного участка (. ) к объему наплавленного металла (Уц), входящего в полость дефекта, бьшо меньше или равно единицы. Далее заполняют вмятину на дефектном участке 1 бетоном 5 и накладывают заплату 3 так, чтобы наплавленный металл входил во вмятину на поверхности емкости 2. После наложения заплаты 3 на дефектный участок емкости 2 бетон 5 из вмятины вытесняется выступом 4 в щелевой зазор, полностью заполняя его, В случа поступления бетона вне пределов заплаты 3 он удаляется с поверхности трубы 2, а затем заплата 3 приваривается к емкости нахлесточным швом 6,
Заполнение бетоном 5 щелевого зазора приводит к увеличению долговечности сварного нахлесточного соединения в 2,5-3 раза за счет исключения деформации стенки трубы у щелевого зазора при циклически изменяющемся внутреннем давлении трубы. При V -V, существенно возрастает величина щелевого зазора. При этом бетон не заполняет щелевой зазор у шва 6 и возникает концентратор напряжений, от
которого происходит преждевременное разрушение шва 6,
Пример, На дефектный участок трубы 520x11 мм из стали 17ГС, содержащий вмятину объемом 20 мм . плоJI
щадью 40 мм , заполненную бетоном, накладывалась вырезка трубы площадью
30 см с той же толщиной стенки, что и испытываемая труба. Перед приваркой заплаты, к трубе на внутреннюю поверхность ее, по участку наложения на дефект, был наплавлен выступ электродом УОНИ 13/55 объемом 15 мм, форма которого была идентична форме поверхности вмятины. Наложение заплаты осуществлялось таким образом, что наплавленный металл входил во вмятину на
трз бео Бетон вытеснялся при наложении заплаты из вмятины и заполнял щелевой зазор толщиной 1 мм. После этого заплата приваривалась к трубе нахпес- точным соединением. Испытание повторно-статистическим внутренним рабочим давлением, равным 7 МПа, с частотой нагружения 1 цикл в минуту показало увеличение долговечности устройства в 253-2,5 раза по сравнению с известным способом. Кроме того, предложенный способ является достаточно простым и легко вы.полнимым в трассовых условиях ремонта трубопровода.
35
ормула изобретения
0
5
1,Способ ремонта емкости, преимущественно имеющей повреждение в виде вмятины, при котором изготавливают
д заплатз , по размерам и форме соответ- ствуюш,ую поврежденному участку, накладывают заплату на указанный участок, создают между поверхностями заплаты и емкости полость, заполняют
r ее самотвердеющей смесью и приваривают заплату по периметру к емкости, отличающийся тем, что, с целью гювьаиения надежности ремонта, на внутренней поверхности заплаты перед наложением на емкость образуют выступ, объем которого не превышает объема вмятины, а форма идентична форме этой вмятины, во вмятине размещают самотвердеющую смесь, а заполнение полости между емкостью и заплатой смесью производят путем вьщавливания ее за - платы при наложении заплаты на емкость.
314198454
2.Способ по.п., отличаю- 3.Способ поп,1, отличающийся тем, что выступ на внут- щ и и с я тем, что в качестве само- ренней поверхности заплаты образуют твердеющей смеси используют бе- путем наплавки.тон.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта емкости | 1988 |
|
SU1623851A2 |
| СПОСОБ РЕМОНТА ВМЯТИН НА СОСУДАХ | 2016 |
|
RU2640512C2 |
| Способ ремонта емкостей | 1986 |
|
SU1360952A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ТРУБОПРОВОДА, НАХОДЯЩЕГОСЯ ПОД ДАВЛЕНИЕМ | 2007 |
|
RU2352854C2 |
| Способ подготовки под сварку нахлесточного соединения | 1986 |
|
SU1389969A1 |
| СПОСОБ РЕМОНТА ДЕФЕКТНОГО УЧАСТКА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА | 2007 |
|
RU2354522C2 |
| Способ ремонта трубопроводов | 1987 |
|
SU1511041A1 |
| Способ ремонта трубопровода | 1985 |
|
SU1274898A1 |
| Способ ремонта трубопровода | 1990 |
|
SU1766639A1 |
| СПОСОБ РЕМОНТА ЕМКОСТЕЙ | 1991 |
|
RU2036766C1 |
Изобретение оаносится к ремонту, а именно к способам ремонта с применением сварки повреждений в виде вмятин наружных стенок различного рода емкостей, цистерн, трубопроводов и т.п., и может быть использовано в химической, нефтеперерабатывающер и других отраслях промьииленности, а также в трубопроводном транспорте. Пель - повьшгение надежности ремонта. Ремонт осз ществляется путем наложения на дефектный участок I емкости 2 заплаты 3 и приварки ее к емкости швом 6. Предварительно на внутренней поверхности заплаты 3 наплавляют выступ 4, идентичный по форме вмятине дефектного участка 1, а указанную вмятину заполняют бетоном 5. При наложении заплаты 3 бетон 5 вытесняется из вмя ины и распределяется по зазору между заплатой 3 и емкостью 2. 2 з.п. ф-лы, I ил. Ф (Л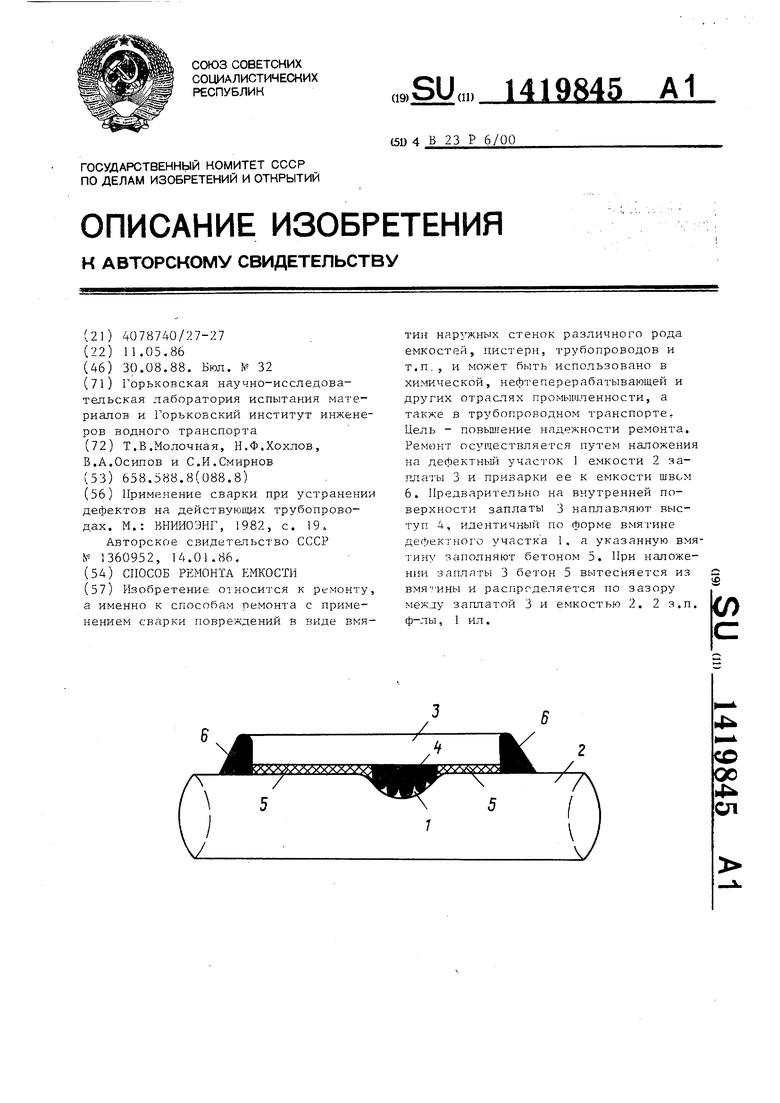
| Применение сварки при устранении дефектов на действуюнщх трубопроводах | |||
| М.: ВНИИОЭНГ, 1982, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Способ ремонта емкостей | 1986 |
|
SU1360952A1 |
