1 13
Изобретение относится к производству солода и может быть использовано в пивоваренной промьгашенности.
Цель изобретения - повышение качества солода.
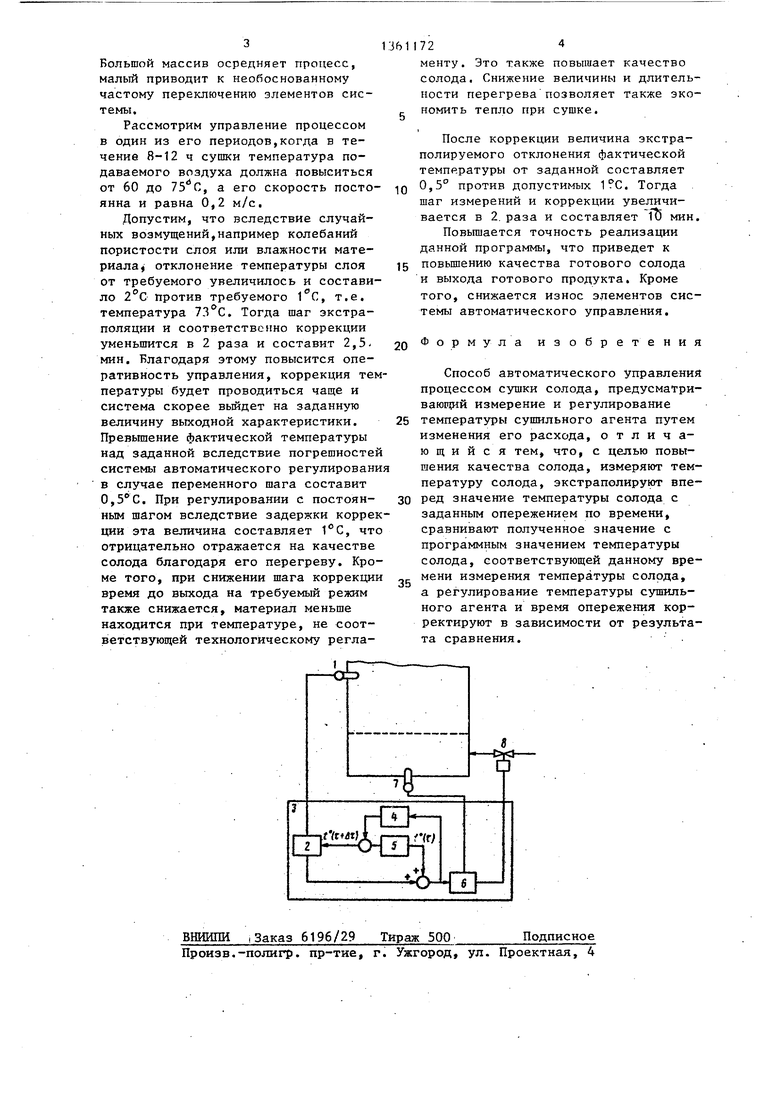
На чертеже изображена система автоматического управления процессом сушки солода.
Способ осущетвляется следующим образом.
При запуске солодосушилки датчик 1 температуры слоя солода выдает непрерывный сигнал в вычислительное устройство 2 (ВУ) управляющей вычис- лительной системы З.ВУ дискретно получает и формирует в массив текущие значения температуры слоя солода.
Промежутки времени при квантовании непрерывного сигнала задает устройст- во 4 задания квантования времени в независимости от ошибки рассогласования, например обратно пропорционально ее величине. При этом размер массива задается постоянным и опре- деляется заранее, а время получения первоначального массива равно сумме шагов квантования.
Полученный массив обрабатывается ВУ для получения аналитической за- висимости изменения температуры слоя солода во времени, что позволяет получить экстраполяцией вперед на один шаг квантования прогнозируемое
значение температуры слоя. Одновре
менно ВУ считывает с программного устройства 5 заданное значение температуры для аналогичного момента времени и сравнивает их. В результате этого формируется корректирующий сиг- нал, который поступает на блок 6 регулирования управляющей вычислительной системы 3, работающей в комплекте с датчиком 7 температуры сушильного агента и исполнительным устройством 8. Время действия корректирующего сигнала равно времени одного шага. По истечении этого времени ВУ выделяет из информации датчика следующий сигнал, включает его послед- ним в массив и одновременно исключает первым по времени из его элементов, обрабатывает новый массив и формирует новое корректирующее воздействие на регулятор для изменения подачи энергоносителя.
Пример. Сушке подвергается светлый ячменный солод. Температура солода перед сушкой 6, Сушка про
5
О
5
о Q
5
722
водится на одноярусной солодосуишлке периодического действия. Система управления реализуется с использованием управляющей микроЭВМ Электроника 60
В соответствии с технологическим регламентом программа предусматривает изменение во времени температуры и расхода сушильного а гента, а также температуры слоя солона. Система автоматического управления запускается одновременно с пуском сушилки. Измеряются температуры сушильного агента и слоя солода во все время продолжительности процесса сушки солода.
Ч.ерез равные промежутки времени, например через 5 мин (шаг времени выбирается в зависимости от общей продолжительности сушки, составляющей 18-27), значения температуры поступают в блок памяти вычислительного устройства. Количество значений температуры должно быть достаточным для получения в ВУ экстраполяционной зависимости с заданной степенью точности. Для условий сушки солода достаточно 7-10 значений. Использование ограниченного массива данных, смещающихся вперед по мере поступления новых значений температуры, позволяет учитывать динамику процесса. После накопления 7-10 текущих значений температуры ВУ выводит аппроксимирующую зависимость и по ней экстраполирует значение температуры слоя с заданным опережением, например, на один шаг, т.е. на 5 мин. Экстра- полированное значение температуры сравнивается с заданным в программе и при не совпадении этих значений формируется корректирующий сигнал, величина которого определяется разностью этих значений. Корректирующий сигнал изменяет расход энергоносителя.
После получения экстраполированного значения температуры массив обновляется путем смещения вперед на один шаг посредством исключения первого по времени поступления значения температуры и включения в массив последнего по времени значения температуры; Затем повторяется весь цикл. Объем обрабатываемого массива имеет важное значение для степени учета .динамики процесса, т.е. гибкости ре гулирования, и для точности вьздержи вания технологического регламента.
3
Большой массив осредняет процесс, малый приводит к необоснованному частому переключению элементов системы,
Рассмотрим управление процессом в один из его периодов,когда в течение 8-12 ч сушки температура подаваемого воздуха должна повыситься от 60 до , а его скорость посто- янна и равна 0,2 м/с.
Допустим, что вследствие случайных возмущений,например колебаний пористости слоя или влажности материала отклонение температуры слоя от требуемого увеличилось и составило 2°С против требуемого , т.е. температура . Тогда шаг экстраполяции и соответственно коррекции уменьшится в 2 раза и составит 2,5 мин. Благодаря этому повысится оперативность управления, коррекция температуры будет проводиться чаще и система скорее выйдет на заданную величину выходной характеристики. Превышение фактической температуры над заданной вследствие погрешностей системы автоматического регулировани в случае переменного шага составит О,. При регулировании с постоян- ным шагом вследствие задержки коррекции эта величина составляет , что отрицательно отражается на качестве солода благодаря его перегреву. Кроме того, при снижении шага коррекции время до выхода на требуемый режим также снижается, материал меньше находится при температуре, не соответствующей технологическому регла724
менту. Это также повышает качество солода. Снижение величины и длительности перегрева позволяет также экономить тепло при сушке.
После коррекции величина экстраполируемого отклонения фактической температуры от заданной составляет 0,5° против допустимых . Тогда шаг измерений и коррекции увеличивается в 2. раза и составляет 10 мин,
Повьпиается точность реализации данной программы, что приведет к повьш1ению качества готового солода и выхода готового продукта. Кроме того, снижается износ элементов системы автоматического управления.
Формула
изобретения
Способ автоматического управления процессом сушки солода, предусматривающий измерение и регулирование температуры сушильного агента путем изменения его расхода, отличающийся тем, что, с целью повы- П1ения качества солода, измеряют температуру солода, экстраполируют вперед значение температуры солода с заданным опережением по времени, сравнивают полученное значение с программным значением температуры солода, соответствующей данному времени измерения температуры солода, а регулирование температуры сушильного агента и время опережения корректируют в зависимости от результата сравнения.
-IfВНИШШ I Заказ 6196/29 Тираж 500
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом сушки солода | 1986 |
|
SU1430400A1 |
| Способ автоматического управления процессом сушки зерна в шахтной зерносушилке | 1989 |
|
SU1673808A1 |
| Способ автоматического управления процессом сушки солода | 1972 |
|
SU452580A1 |
| Способ автоматического управления процессом сушки солода | 1982 |
|
SU1055762A1 |
| СПОСОБ КОНТРОЛЯ УПРАВЛЯЮЩЕГО УСТРОЙСТВА ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2683269C2 |
| Способ автоматического управления процессом сушки солода | 1972 |
|
SU438681A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 1996 |
|
RU2117228C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 2001 |
|
RU2204097C1 |
| СПОСОБ СУШКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2615201C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ | 2004 |
|
RU2276763C1 |
Изобретение относится к солодо- вичному производству и может быть использовано в пивоваренной промЕЩпленности. Цель изобретения - повьте- ние качества солода, достигается путем увеличения точности регулирования температуры сушильного агента. Повышение точности регулирования обеспечивается в результате осуществления гибкой коррекции программы по сигналу, возникающему при отклонении температуры слоя солода, рассчитанной экстраполяцией вперед по ряду предыдущих значений, от значения температуры заданной программы. При этом шаг квантования выбирается переменным, обратно пропорциональным величине ошибки рассогласования. 1 ил. оо о: