Изобретение относится к термооб- работке и может быть использовано при изготовлении железобетонных изделий.
Цель изобретения - повышение качества изделий и снижение расхода энергии на теплову1о обработку.
Сущность способа заключается в следующем.
Для ускорения нарастания прочности железобетонных изделий обычно применяется тепловая обработка изделий, причем подача теплоносителя корректируется и ограничивается при достиже-- нии максимальной температуры поверхности изделий.Поскольку ускорение на- растания прочности вызывается тепловы потоком, входящим в изделие и завися 1ЦИМ от теплофизических характеристик бетона,, способ предусматривает его контроль.
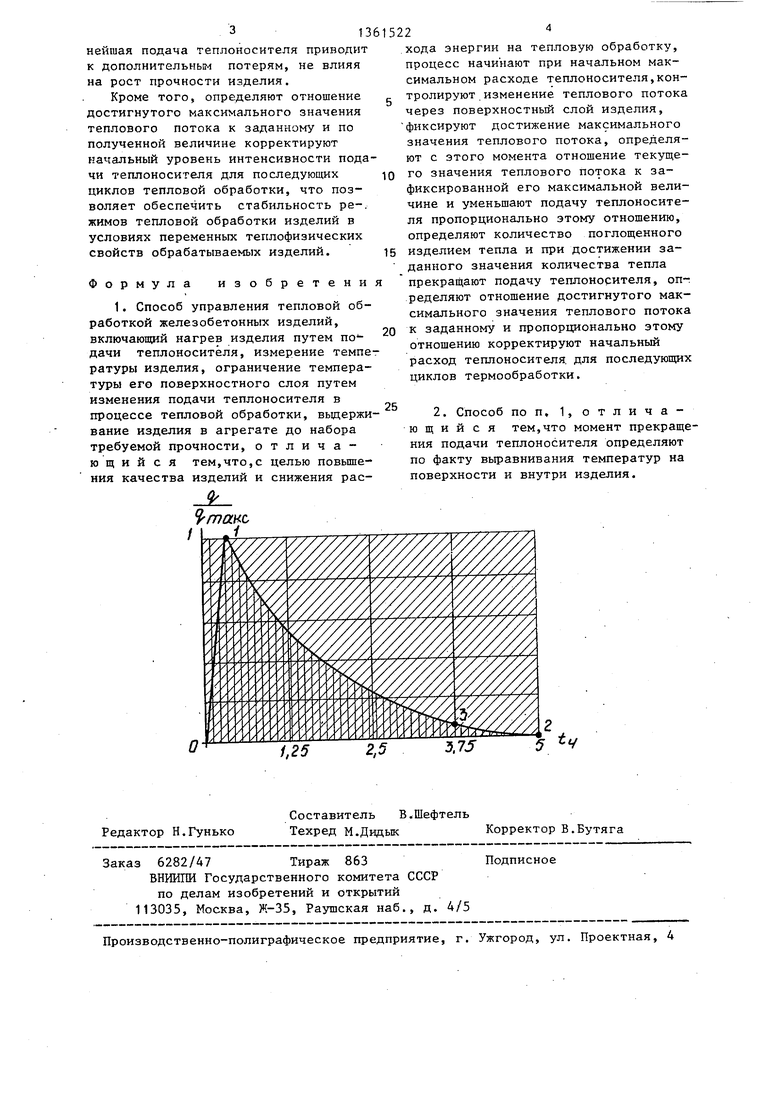
На чертеже приведена кривая, реализующая предлагаемьтй способ.
При управлении подачей теплоносителя в.агрегат учитывается установленная теоретически и экспериментально закономерность, что при ограниченной температуре теплоносителя и поверхности изделия этот тепловой поток достигает максимального значения, а затем уменьшается по мере разогрева изделия. Количественные характеристики предлагаемой кривой зависят от теплофизических свойств бетона.
Расход энергии на нагрев бетона характеризуется площадью, ограниченной кривой теплового потока, и осью времени. При постоянной энергии теплоносителя избыток энергии на участке до максимума теплового потока затрачивается;на разогрев агрегата, а на участке после максимума теряется.Способ предусматривает устранение избытка подаваемой энергии путем соответствующего уменьшения подачи теплоносителя в агрегат.При этом учитывается, что количество поглощаемого изделием тепла не может быть больше.величины, определяемой равенством
Q cm
(ч)
теплоемкость изделия; масса изделия; начальная и конечная установившиеся температуры;
Q - количество поглощенного изделием тепла. После поглощения изделием этого
количества тепла подача теплоносителя полностью прекращается. Этот момент определяется по достижению всеми слоями изделия заданной темпе-рату- .ры. или по достижению фактического
количеству поглоо;енного изделием тепла заданного описываемым равенством величины.
Кроме того, производится регулирование величины максимального значения входящего в -изделие теплового потока, обеспечивающее максимальную интенсивность и стабильность процесса тепловой обработки.
Исходя из этих теоретических предпосыпок, операции данного способа
осуществляются в следующей последовательности.
После подачи теплоносителя устанавливают максимальный начальный
уровень интенсивности подачи теплоносителя, что обеспечивает максимальную скорость разогрева металла парового отсека, передающего тепло поверхности изделия, и рост теплового
потока в изделии до допустимого мак- симального значения.
Контролируют изменение теплового потока через поверхностный слой изделия, фиксируруют достижение максимального значения, определяют с этого момента отношение текущих значений теплового потока к максимальной величине,что обеспечивает определение степени уменьшения теплового
потока в изделии по мере нагрева. Уменьшают подачу теплоносителя по мере уменьшения этого отношения, что обеспечивает исключение потери энергии избыточного количества тепло.носителя, подаваемого в агрегат.
Временно прекращают подачу теплоносителя при превьш1ении заданного значения температуры поверхностного слоя изделия, что обеспечивает исклю,чение недопустимого повьш1ения температуры поверхности изделия при форсированной подаче теплоносителя.
По измерениям проверяют поглощение изделием требуемого количества
тепла и полностью прекращают подачу теплоносителя при достижении заданного значения, что обеспечивает своевременное прекращение расхода энергии к моменту, после которого дальнейшая подача теплоносителя приводит к дополнительным потерям, не влияя на рост прочности изделия.
Кроме того, определяют отношение достигнутого максимального значения теплового потока к заданному и по полученной величине корректируют начальный уровень интенсивности подачи теплоносителя для последующих циклов тепловой обработки, что позволяет обеспечить стабильность ра-. жимов тепловой обработки изделий в условиях переменных теплофизических свойств обрабатываемых изделий.
е т е н и
Формула изобр
1. Способ управления тепловой обработкой железобетонных изделий, включающий нагрев изделия путем дачи теплоносителя, измерение температуры изделия, ограничение температуры его поверхностного слоя путем изменения подачи теплоносителя в процессе тепловой обработки, выдерживание изделия в агрегате до набора требуемой прочности, отличающийся тем,что,с целью повьше- ния качества изделий и снижения рас1,25
ит я
1361522
0
5
0
5
хода энергии на тепловую обработку, процесс начи нают при начальном максимальном расходе теплоносителя,контролируют изменение теплового потока через поверхностный слой изделия, фиксируют достижение максимального значения теплового потока, определяют с этого момента отношение текущего значения теплового потока к зафиксированной его максимальной величине и уменьшают подачу теплоносителя пропорционально этому отношению, определяют количество поглощенного изделием тепла и при достижении заданного значения количества тепла прекращают подачу теплоносителя, опг ределяют отношение достигнутого максимального значения теплового потока к заданному и пропорционально этому отношению корректируют начальный расход теплоносителя, для последующих циклов термообработки.
2. Способ поп, 1, отличающий с я тем,что момент прекращения подачи теплоносителя определяют по факту выравнивания температур на поверхности и внутри изделия.
Ъ,15
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЗИРОВАННОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОНА В УСЛОВИЯХ ОТКРЫТОЙ СТРОИТЕЛЬНОЙ ПЛОЩАДКИ | 2005 |
|
RU2297025C1 |
| Способ тепловой обработки бетонных и железобетонных изделий | 1988 |
|
SU1675287A1 |
| СПОСОБ ТЕПЛОВЛАЖНОСТНОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2591217C1 |
| Способ тепловой обработки бетонных и железобетонных изделий | 1988 |
|
SU1650643A1 |
| УСТРОЙСТВО ОПЕРАТИВНОГО КОНТРОЛЯ ПРОЧНОСТИ БЕТОНА | 2009 |
|
RU2462355C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВОЙ ОБРАБОТКОЙ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2028283C1 |
| СПОСОБ ИЗМЕРЕНИЯ УДЕЛЬНОГО СОПРОТИВЛЕНИЯ ТЕПЛОПЕРЕДАЧЕ ЧЕРЕЗ ИССЛЕДУЕМЫЙ ОБЪЕКТ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2478937C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕМПЕРАТУРОЙ ПОВЕРХНОСТНОГО СЛОЯ КОЖИ И ПОДКОЖНЫХ СЛОЕВ БИОТКАНИ | 2010 |
|
RU2429890C1 |
| СПОСОБ ИЗМЕРЕНИЯ УДЕЛЬНОГО СОПРОТИВЛЕНИЯ ТЕПЛОПЕРЕДАЧЕ ЧЕРЕЗ ОБЪЕКТ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2478938C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССА ВЛАГОТЕПЛОВОЙ ОБРАБОТКИ СЫПУЧЕГО ПРОДУКТА | 1996 |
|
RU2112402C1 |
Изобретение относится к управлению термообработкой и может быть применено для автоматического управле- НИН технологическим процессом при изготовлении железобетонных изделий. Цель изобретения - повьшение качества изделий и снижение расхода энергии, достигается путем регулирования подачи теплоносителя с учетом изменения поглощаемого изделием теплового потока при ограниченной температуре поверхности изделия, фиксирования достижения максимального значения потока, определения с этого момента отношения текущих значений теплового потока к максимальной величине и уменьшения подачи теплоносителя по мере уменьшения этого отношения.При превышении заданного значения температуры поверхностного слоя изделия временно прекращают подачу теплоносителя, проверяют поглощение изделием требуемого количества тепла и полностью прекращают подачу теплоноси- (Теля при достижении заданного значения. Кроме того , определяют отношение достигнутого максимального значения теплового потока к заданному. По полученной величине -корректируют начальный уровень интенсивности подачи теплоносителя для последующих циклов тепловой обработки. 1 з.п. ф-лы, 1 ил. о тЛ С5 Сд ю ю
Редактор Н.Гунько
Составитель В.Шефтель
Техред М.Дидык Корректор В.Бутяга
Заказ 6282/47 Тираж 863
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Подписное
| Способ автоматического управления процессом термовлажностной обработки железобетонных изделий и устройство для его осуществления | 1983 |
|
SU1104375A1 |
| Устройство для управления тепловой обработкой железобетонных изделий | 1978 |
|
SU700339A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
