Р ScfA пм
где G,
М
М
мм
ЗиЛ Ж
Изобретение относится к машиностроению, в частности к автоматическому управлению процессами обработки давлением неметаллических материалов для выделения из исходного сырья жидких фракций.
Целью изобретения является повышение производительности и качества обработки за счет получения продукци с заданными показателями путем осуществления непрерывного контроля и регулирования рабочих параметров. Сущность способа заключается в осуществлении непрерывного автоматического управления процессом прессования одновременно по двум каналам. Первый канал обеспечивает стабилизацию тока нагрузки приводного двигателя шнека на заданном уровне путем воздействия на величину скорости вращения двигателя шнека, т.е. подачи исходного материала. Второй канал служит для,стабилизации количества пресс вого масла (т.е. готового продукта) путем воздействия на усилие прижимного механизма и оптимизации заданного уровня путем его коррекции в зависимости от текушэях значений расхода и масличного исходного материала, а также заданного значения масличности жмыха. Заданное значение количества прессового масла О вычисляется по -следующей формуле
5 M/M(M MAj-MjK J а
Too -м1°
расход исходногб масличного материала, кг/с; масличность исходного масличного материала, %; масличность .жмыха, %. Приведенная формула получена из решения системы уравнений материального баланса процесса прессования масличного материала. Стабилизация количества прессового масла позволяет получение жмыха с заданной мас- личностью, что обеспечивает повышение качества работы пресса.
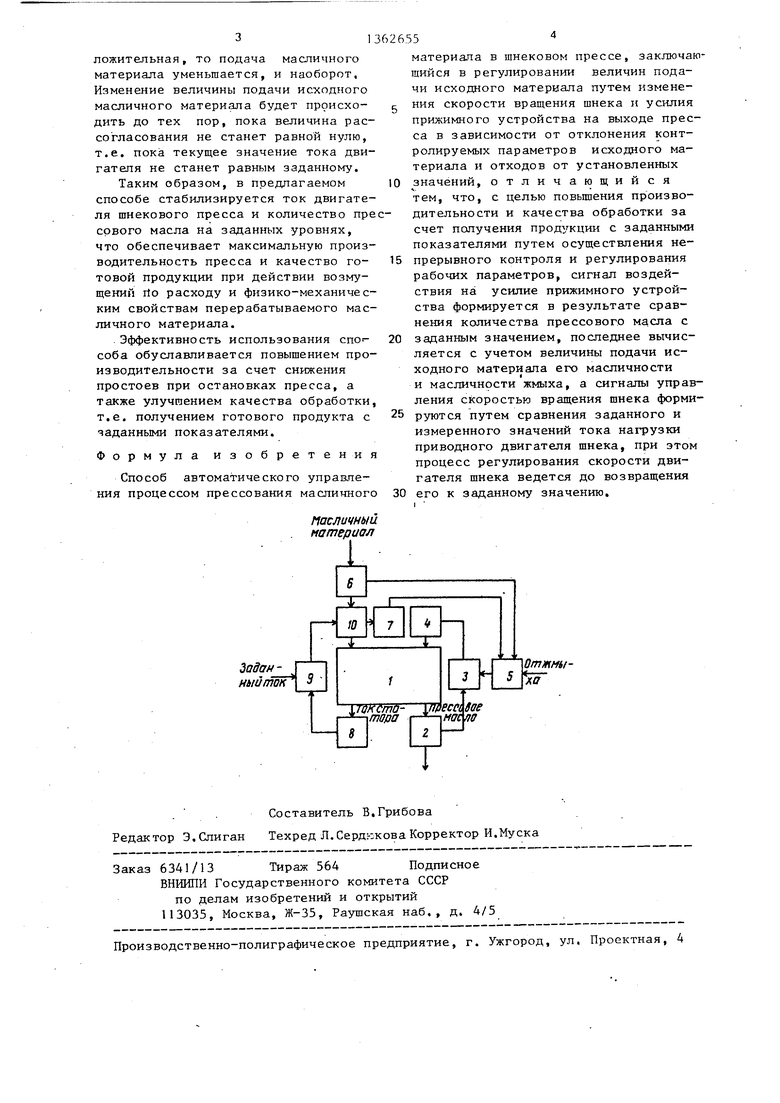
На чертеже приведена блок-схема устройства автоматического управления процессом прессования масличного материала в шнековом прессе.
.Устройство состоит из шнекового пресса 1, измерителя 2 количества полученного масла, блока 3 сравнения усилия прижима, исполнительного ме- ханизма 4 усилия прижима, вычислителя 5 заданного усилия прижима.
5
0
5
0
с
измерителя 6 масличности исходного материала, измерителя 7 расхода исходного материала, датчика 8 тока нагрузки приводного двигателя шнека, блока 9 сравнения заданного и текущего значений тока нагрузки, регулятора 10 подачи исходного материала.
Устройство работает следующим образом.
Исходный масличный материал поступает внутрь шнекового пресса 1, захватывается там витками шнекового вала и при его вращении перемещается , к выходу. По мере продвижения материал уплотняется, при этом большая часть масла удаляется. Отжатый от масла материал выходит из шнекового пресса 1 в виде плотно спрессованной массы (жмыха j.
Получаемое прессовое масло из шнековогд пресса 1 проходит через измеритель 2 его количества. Сигнал о текущем значении количества прессового масла поступает на блок 3 сравнения, где он сравнивается с заданным значением. Блок 3 в зависимости от величины и знака рассогласования формирует сигнал управления на исполнительный механизм 4, который изменяет усилие прижимного устройства на выходе шнекового пресса 1. Если рассогласование - величина положитель- i ная, то усилие прижимного устройства g уменьшается, и наоборот. Изменение зтого усилия будет происходить до тех пор, пока величина рассогласования не станет равной нулю, т.е. пока текущее значение количества прессового масла не станет равным заданно0
му.
Сигнал о заданном значении количества прессового масла формируется на выходе вычислителя 5, на входы
которого поступают сигнал о текущей масличности исходного материала с измерителя 6 и сигнал о текущем расходе материала с измерителя 7, а также заданное значение масличности жмыха.
Сигнал о текущем значении тока двигателя шнекового пресса 1 поступает с датчика 8 тока на блок 9, где он сравнивается с заданным значением. Блок 9 в зависимости от величины и
знака рассогласования формирует сигнал управления на регулятор 10, который изменяет величину подачи исходного масличного материала. При этом если рассогласование - величина положительная, то подача масличного материала уменьшается, и наоборот, Изменение величины подачи исходного масличного материала будет происходить до тех пор, пока величина рассогласования не станет равной нулю, т.е. пока текущее значение тока двигателя не станет равным заданному.
Таким образом, в предлагаемом способе стабилизируется ток двигателя шнекового пресса и количество пресового масла на заданных уровнях, что обеспечивает максимальную производительность пресса и качество готовой продукции при действии возмущений rto расходу и физико-механическим свойствам перерабатываемого масличного материала.
Эффективность использования спо-- соба обуславливается повышением производительности за счет снижения простоев при остановках пресса, а также улучшением качества обработки т.е. получением готового продукта с чаданными показателями.
Формула изобретения
Способ автоматического управления процессом прессования масличного
Пасличный . материал
2а&ан- ныйтйк
Составитель В.Грибова Редактор Э.Слиган Техред Л. Сердюкова Корректор И.Муска
Заказ 6341/13 Тираж 564 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
62655
материала в шнековом прессе, заключающийся в регулировании величин подачи исходного материала путем изменеg НИН скорости вращения шнека и усилия прижимного устройства на выходе пресса в зависимости от отклонения контролируемых параметров исходного материала и отходов от установленных
10 значений, отличающийся тем, что, с целью повьшзения производительности и качества обработки за счет получения продукции с заданными показателями путем осуществления не15 прерывного контроля и регулирования рабочих параметров, сигнал воздействия на усилие прижимного устройства формируется в результате сравнения количества прессового масла с заданным значением, последнее вычисляется с учетом величины подачи исходного материала его масличности и масличности жмыха, а сигналы управления скоростью вращения шнека формируются путем сравнения заданного и измеренного значений тока нагрузки приводного двигателя щнека, при этом процесс регулирования скорости двигателя шнека ведется до возвращения
30 его к заданному значению.
20
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом прессования в шнековом прессе и устройство для его осуществления | 1988 |
|
SU1574476A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРЕССОВАНИЯ В ШНЕКОВОМ ПРЕССЕ | 1997 |
|
RU2117577C1 |
| МАСЛОПРЕСС | 2014 |
|
RU2565024C1 |
| Маслопресс | 2017 |
|
RU2681881C1 |
| Способ промышленного получения растительного масла холодного отжима из отшелушенных масличных семян с использованием облегчающего прессование средства, происходящего из самих семян | 2021 |
|
RU2832057C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПОЛУЧЕНИЯ КУПАЖЕЙ РАСТИТЕЛЬНЫХ МАСЕЛ ФУНКЦИОНАЛЬНОГО НАЗНАЧЕНИЯ ДЛЯ ПЕРЕРАБОТКИ СЕМЯН РАЗЛИЧНЫХ МАСЛИЧНЫХ КУЛЬТУР | 2022 |
|
RU2796849C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОДСОЛНЕЧНОГО МАСЛА | 1997 |
|
RU2125086C1 |
| Способ переработки масличных семян | 1984 |
|
SU1265211A1 |
| ПРЕСС ДЛЯ ОТЖИМА РАСТИТЕЛЬНЫХ МАСЕЛ ИЗ СЕМЯН | 2001 |
|
RU2197390C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МАСЛА ПРЕССОВАНИЕМ ИЗ МАСЛИЧНОГО СЫРЬЯ | 1992 |
|
RU2008327C1 |
Изобретение относится к области машиностроения, в частности к автоматическому управлению продесс5&ми обработки давлением неметаллических материалов для вьщеления из исходного сырья жидких фракций. Целью изобретения является повышение производи- |тельности и качества обработки путем осуществления непрерывного контроля |1 регулирования .рабочих параметров . и получение продукции с заданными показателями. Цель достигается путем . непрерывного автоматического управления процессом прессования одновременно по двум каналам. По первому каналу обеспечивается стабилизация тока нагрузки приводного двигателя шнека путем измерения тока и сравнения, его с заданным значением. При этом сигнал их рассогласования воздействует на скорость электродвигателя, т.е. на подачу исходного материала. По другому каналу управления производится : воздействие на усилие прижиьшого устройства по сигналу, формируемому при сравнений заданного и измеренного количества прессового масла на выходе пресса. Заданное значение количества прессового масла вычисляется, исходя из масличности и .расхода исходного сырья, а также масличности спрессованной массы (жмыха). 1 ил« с о
| Способ управления процессом отжима влажных материалов в червячной машине | 1975 |
|
SU561680A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
