Изобретение относится к абразивной обработке, может быть использовано для доводки плоских поверхностей деталей и является усовершенствованием технического решения по авт. св. № 1065165.
Цель изобретения - повьшение производительности и качества обработки.
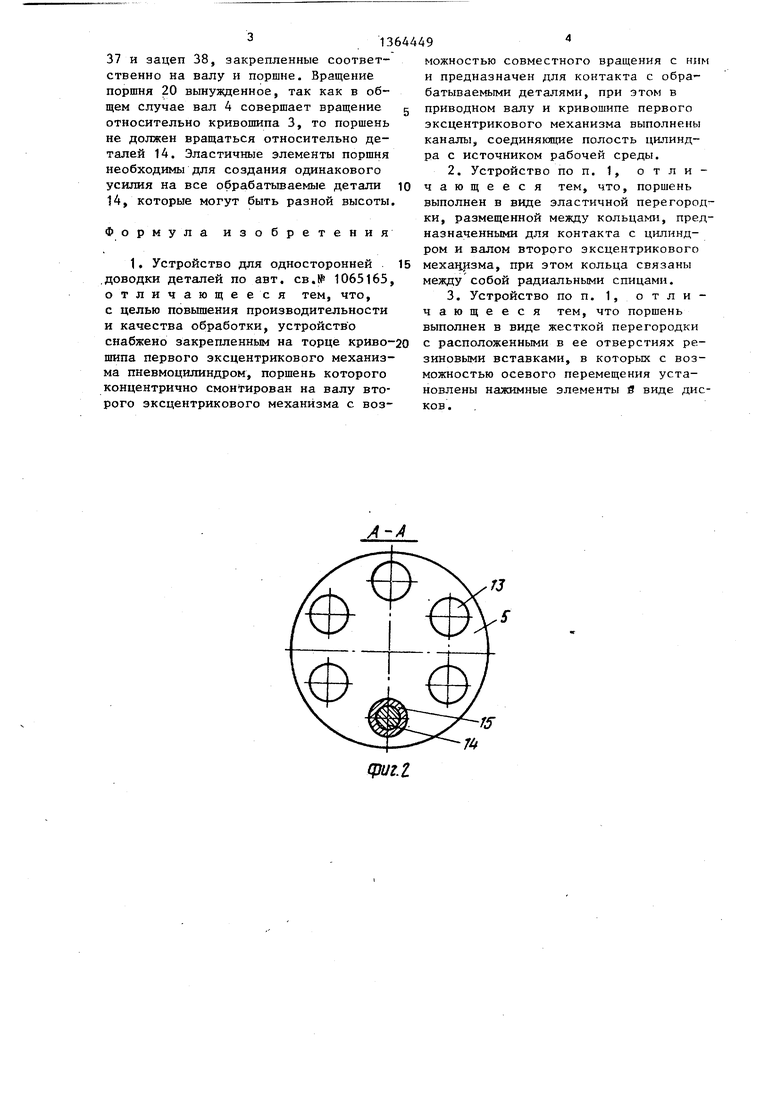
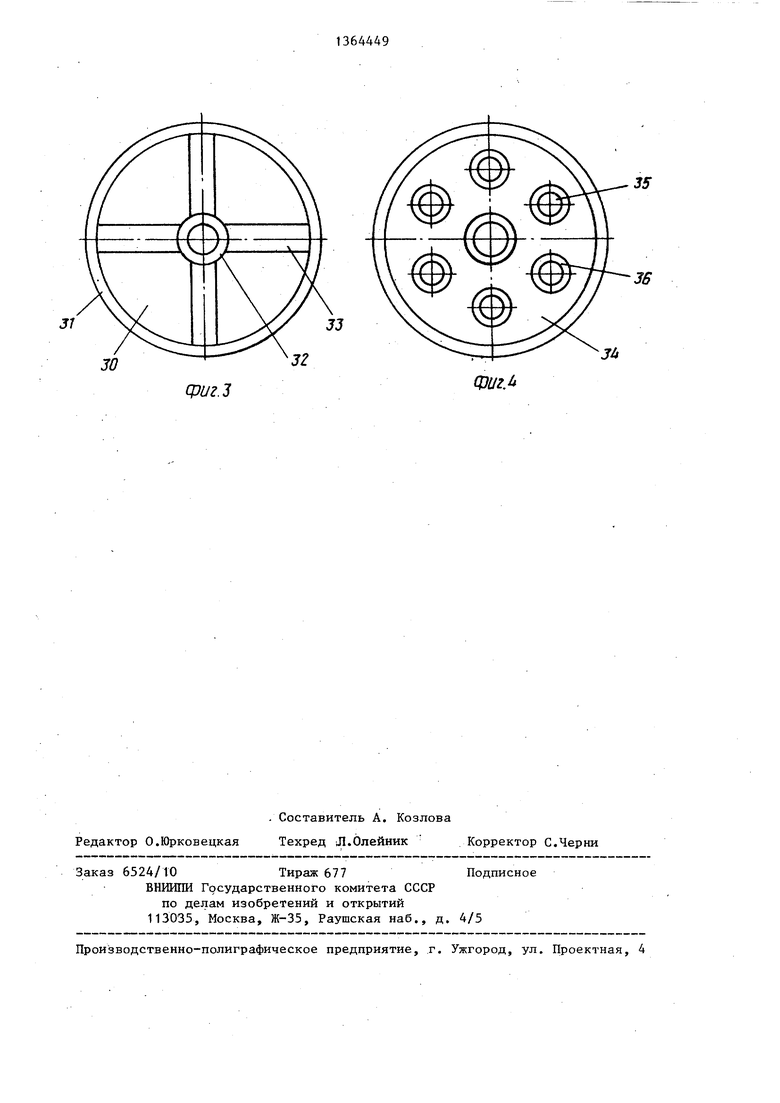
На фиг. 1 представлена принципиальная схема устройства, разрез; на фиг. 2 - разрез А-А :на фиг.1;; на фиг. 3 и 4 - варианты выполнения поршня пнеВМСцилиндра.
Устройство содержит корпус 1, в котором размещены первый эксцентриковый механизм, содержащий приводной вал 2 с кривошипом 3, и второй эксцентриковый механизм, содержащий вал 4 с кривсГшипом 5. В корпусе 1 установлена солнечная шестерня 6, в полости которой проходит приводной вал 2, вращающийся в подшипниках 7. На приводном валу 2 закреплен радиальный поводок 8 с блоком шестерен - сателлитов 9 и 10. Вал 4 снабжен шестерней 11, опора 12 вала выполнена на кривошипе 3. Блок шестерен 9 и 10 взаимодействует с солнечной шестерней 6 и шестерней 11. Кривошип 5 имеет форму диска с отверстиями 13, в которые устанавливаются обрабатываемые детали 14, находящиеся в оправках 15 и поджимаемые в процессе обработки к доводочному диску 16., Вал 2 имеет привод от мотор-редуктора 1 7 .
Соосно с приводным валом 4 на кривошипе 3 закреплен полый пневмо- цилиндр 18 и выполнено отверстие для прохода вала 4, которое уплотнено манжетой 19. Цилиндр 18 своим открытым торцом обращен вниз. В полости цилиндра 18 размещен поршень 20, коназначенной для подвода сжатого во духа от внешнего источника.
.Сопряжение муфты 27 с валом 2
(- уплотнено манжетами 28. Цо внутрен ней поверхности муфты выполнена кол цевая канавка 29 для подвода воздух к радиальному сверлению 26.
Поршень 20 выполнен в виде элас
10 тичной перегородки 30 с жесткими
кольцами 31 и 32, в которых размещ ны манжеты 21, Кольца 31 и 32 связаны между собой спицами 33 (фиг.З Возможен вариант исполнения поршня
15 20 в виде жесткой перегородки 34 с отверстиями, в которых установлены нажимные элементы в виде подвиж ных дисков 35, связанных с перегородкой 34 резиновыми вставками 36
20 (фиг. 4).
Устройство работает следующим об разом.
После включения привода крутящий момент передается на вал 2, приводя
25 в движение кривошип 3 и поводок 8. Блок шестерен-сателлитов 9 и 10 обкатывается по солнечной шестерне 6 и приводит во вращение вал 4 и следовательно, обрабатьшаемые детали
3D 14, которые совершают по поверхност диска 16 циклоидальные движения.
В большинстве случаев собственно массы обрабатываемой детали 14 ока зьшается недостаточно для создания
35 необходимого давления на поверхност доводочного диска 16 кроме того, в этом случае отсутствует возможность изменять давление в зоне обработки и тем самым применять различные си40 ловые режимы доводки для интенсификации процесса.
Тогда от внешнего источника пода ется сжатый воздух под некоторым да лением Р в муфту 27, откуда он по к
торый также имеет центральное отвер- 45 авке 29, сверлению 26, каналам 22
и 23, через выходное отверстие 24 поступает в полость цилиндра 18 и о зывает давление на поршень 20, кото рый прижимает обрабатываемые детали 14 к поверхности диска 16. Сила прижатия деталей 14 и, следовательно, удельное давление в зоне обрабо ки зависит от значения величины дав
стие для прохода вала 4. Сопряжения поршня 20 с валом 4 и цилиндром 18 уплотнены манжетами 21. Поршень 20 может перемещаться вдоль вала 4.
В теле вала 2 выполнен канал 22, который связан с выполненным в теле кривошипа 3 каналом 23, имеющим выходное отверстие 24 в полость цилинра 18, в пространство над поршнем. Каналы 22 и 23 связаны с манометром 25. Вход в каналы 22 и 23 осуществляется через радиальное сверление 26 в валу 2..Сверление 26 прикрыто охватываюп(ей вал 2 муфтой 27, предназначенной для подвода сжатого воз духа от внешнего источника.
.Сопряжение муфты 27 с валом 2
уплотнено манжетами 28. Цо внутренней поверхности муфты выполнена коль-- цевая канавка 29 для подвода воздуха к радиальному сверлению 26.
Поршень 20 выполнен в виде эластичной перегородки 30 с жесткими
кольцами 31 и 32, в которых размещены манжеты 21, Кольца 31 и 32 связаны между собой спицами 33 (фиг.З), Возможен вариант исполнения поршня
20 в виде жесткой перегородки 34 с отверстиями, в которых установлены нажимные элементы в виде подвижных дисков 35, связанных с перегородкой 34 резиновыми вставками 36
(фиг. 4).
Устройство работает следующим образом.
После включения привода крутящий момент передается на вал 2, приводя
в движение кривошип 3 и поводок 8. Блок шестерен-сателлитов 9 и 10 обкатывается по солнечной шестерне 6 и приводит во вращение вал 4 и следовательно, обрабатьшаемые детали
14, которые совершают по поверхности диска 16 циклоидальные движения.
В большинстве случаев собственной массы обрабатываемой детали 14 ока- зьшается недостаточно для создания
необходимого давления на поверхность доводочного диска 16 кроме того, в этом случае отсутствует возможность изменять давление в зоне обработки и тем самым применять различные силовые режимы доводки для интенсификации процесса.
Тогда от внешнего источника подается сжатый воздух под некоторым давлением Р в муфту 27, откуда он по ка50
и 23, через выходное отверстие 24 поступает в полость цилиндра 18 и оказывает давление на поршень 20, который прижимает обрабатываемые детали 14 к поверхности диска 16. Сила прижатия деталей 14 и, следовательно, удельное давление в зоне обработки зависит от значения величины давgg ролируется по манометру 25. Путем изменения давления воздуха в системе регулируют силовые режимы обработки.
При вращении вала 4 вращается поршень 20, для чего служат поводок
313
37 и зацеп 38, закрепленные соответственно на валу и поршне. Вращение поршня 20 вынужденное, так как в общем случае вал 4 совершает вращение относительно кривопшпа 3, то поршень не должен вращаться относительно деталей 14. Эластичные элементы поршня необходимы для создания одинакового усилия на все обрабатьшаемые детали 14, которые могут быть разной высоты
можностью совместного вращения с FIIIM и предназначен для контакта с обрабатываемыми деталями, при этом в приводном валу и кривошипе первого эксцентрикового механизма выполнены каналы, соединяющие полость цилиндра с источником рабочей среды.
2. Устройство по п. 1, отличающееся тем, что, поршень выполнен в виде эластичной перегород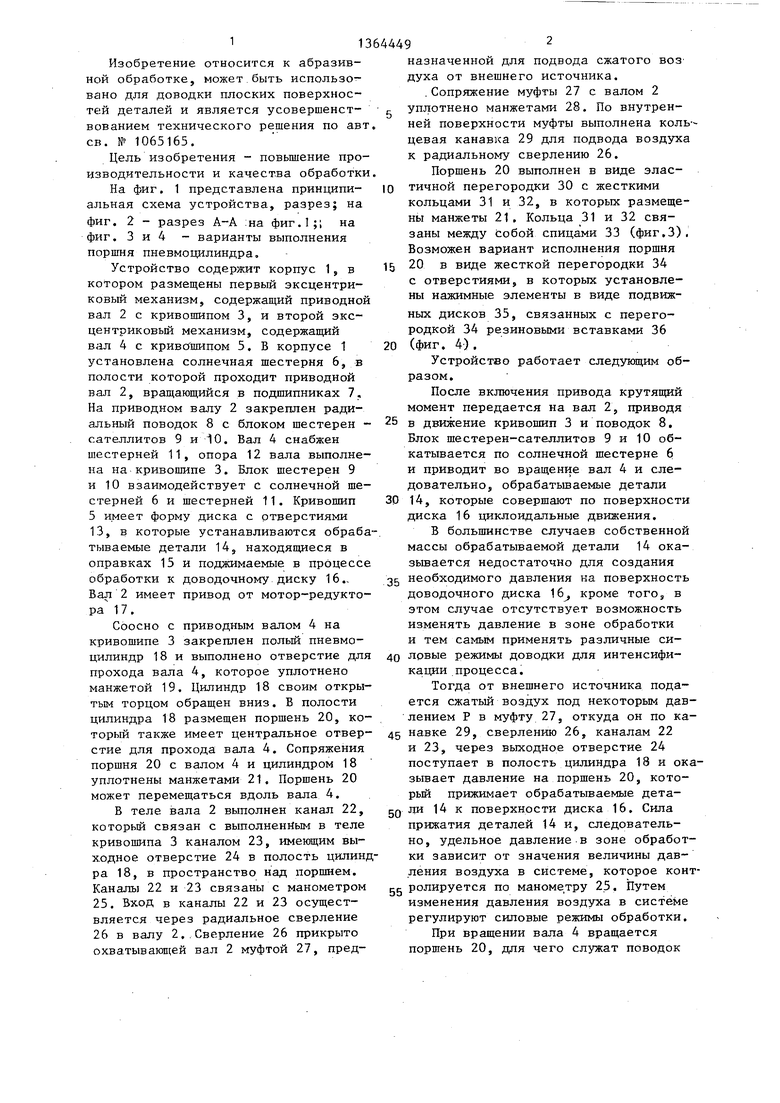
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для односторонней доводки деталей | 1983 |
|
SU1135622A2 |
| Устройство для односторонней доводки деталей | 1987 |
|
SU1463452A2 |
| Устройство для односторонней доводки деталей | 1986 |
|
SU1316798A2 |
| Устройство для односторонней доводки деталей | 1985 |
|
SU1247247A2 |
| Устройство для односторонней доводки деталей | 1982 |
|
SU1065165A1 |
| Станок для доводки плоских поверхностей | 1985 |
|
SU1284803A1 |
| Устройство для односторонней доводки деталей | 1988 |
|
SU1572795A2 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| СПОСОБ РАБОТЫ РОТОРНОГО ДВИГАТЕЛЯ И РОТОРНЫЙ ДВИГАТЕЛЬ ХОЛОДНОГО | 2009 |
|
RU2464432C2 |
| ПОРШНЕВАЯ МАШИНА | 2001 |
|
RU2224899C2 |
Изобретение относится к абразивной обработке и может быть использовано для доводки плоских поверхностей деталей. Цель изобретения - повышение производительности и качества обработки. Устройство для односторонней доводки деталей содержит два связанных между собой посредством планетарной передачи эксцентриковых механизма, имеющих приводные валы 2 ; и соответствующие им кривошипы 3 и 5. На приводном валу 4 второго экоцентis рикового механизма соосно с ним дополнительно установлен полый цилиндр 18, который закреплен на торце кривошипа 3 первого эксцентрикового механизма. В торце цилиндра, направленном вверх, выполнены отверстия для вала 4 и подвода сжатого воздуха в полость цилиндра. В цилиндре 18 размещен поршень 20, снабженный центральным отверстием для прохода вала 4 и манжетными уплотненияг-от в сопряжениях с цилиндром и валом 4 и кинематически связанный с этим валом. Поршень 20 в своем нижнем положении опирается на торцы обрабатываемых деталей 14. В полость над поршнем подается сжатый воздух, для чего в телеприводного вала 2 выполнено осевое отверстие, связанное с источником сжатого воздуха. Поршень 20 выполнен в виде гибкой перегородки с жесткими кольцами в местах сопряжения с валом 4 и цилиндром или в виде жесткой перегородки и снабжен в местах контакта с обрабатьшаемыми деталями жесткими дисками. 2 з.п. ф-лы, 4 ил. сл со Р5 .4 4 СО гч
Формула изобретения
ки, размещенной между кольцами, предназначенными для контакта с цилиндром и валом второго эксцентрикового меха11изма, при этом кольца связаны между собой радиальными спицами.
Х-/
f5
7U
фиг.1
(зиг.З
зи
Фиг.
| Устройство для односторонней доводки деталей | 1982 |
|
SU1065165A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
