Изобретение относится к абразивной обработке, может быть использовано для доводки плоских поверхностей деталей и является усовершенст- вованием устройства по авт, св. № 1171298.
Цель изобретения - повышение точности обработки детали путем придания ей тангенциальных колебаний вок- руг оси, перпендикулярной обрабатываемой поверхностис
На фиг о 1 представлена принципиальная схема устройства; на фиг. 2 - сечение А-А на фиг, 1.
Устройство содержит корпус 1, в котором размещены первый эксцентриковый механизм, содержащий приводной вал 2 с кривошипом 3, и второй эксцентриковый механизм, содержащий вал 4 с кривошипом 50 В корпусе 1 с возможностью вращения в нем установлена солнечная шестерня 6, вращающаяся также свободно на валу 2 и связанная с дополнительной приводной шестерней 7, На приводном валу 2 закреплен радиальный поводок 8 с блоком шестерен-сателлитов 9 и 10, вал 4 снабжен шестерней 11, связанной с солнечной шестерней через блок шее- терен 9 и 10, Опора 12 вала 4 выполнена на кривошипе 3, на нем же с охватом вала 4 закреплен копир 13, который может иметь многоконтурный профиль о В кривошипе 5 выполнено нап равляющее отверстие, внутри которого размещен шток 14, связанный с держателем 15 обрабатываемой детали 16Э подпружиненный пружиной 17 и снабженный роликом 18, взаимодействующим с копиром 13, Обрабатываемая деталь 16 устанавливается в держателе 15 свободно с помощью оправки 19 и прижимается к доводочному диску 20 с помощью навешиваемого индивидуального груза 21„
В теле держателя 15 по касательно параллельно оси птока 14 выполнены направляющие 22, в которых размещена
Q
5
п ,. д $
5
зубчатая рейка 23, одним своим концом прикрепленная к кривошипу 5 второго эксцентрикового механизма. На наружной цилиндрической поверхности оправки 19 с деталью 16 выполнен зубчатый сектор 24, входящий в зацепление с зубчатой рейкой 23.
Обрабатываемая деталь 16 закрепляется неподвижно в оправке 19 любым из известных способов (цанговый зажим, стопорный винт, клеммное соединение и т,п.)
Устройство работает следующим образом.
Вал 2 получает вращение от привода, например, электрического и передает его поводку 8 и кривошипу 3„ Шестерня 9 обкатывается по солнечной шестерне 6, а шестерня 10 через шестерню 11 приводит во вращение вал 4 второго эксцентрикового механизма, с кривошипом которого связана обрабатываемая деталь 16, вращающаяся вокруг оси вала 40 Одновременно вал 2 через кривошип 3 приводит второй механизм во вращение относительно оси вала 20 След движения детали на поверхности неподвижного доводочного диска представляет собой циклоиду. Вид циклоиды изменяют изменением направления вращения валов 2- и 4 относительно один другого. При вращении валов в противоположных направлениях получают гипоциклоиду, при совпадении направлений вращения - эпициклоиду с, Направление вращения изменяют с помощью независимых приводов вала 2 и шестерен 7,
При вращении вала 2 во вращательное движение вокруг его оси вовлекается шток 14, связанный с деталью 160 Ролик 18 обкатывается по многопрофильному копиру 13, и с помощью возвратной пружины 17 возбуждается низкочастотное осциллирующее движение штока 14, которое передается им на обрабатываемую деталь 16. Частота возвратно-поступательных движений
штока 14 и, следовательно, частота вибраций детали зависят от частоты вращения вала 4 и числа выступов - впадин профильного копира 13, а амплитуда - от высоты выступов копира, В процессе осциллирующих движений штока 14 расстояние (фиг. 1), измеренное от наружного обреза кривошипа 5 до оси обрабатываемой детали 16, изменяется по тому же закону, в соответствии с которым крлеблется шток 14. Благодаря этому, а также в связи с тем, что один конец зубчатой рейки 23 прикреплен к кривошипу 5, рейка 23 совершает продольные колебания, идентичные с колебаниями штока 14, и возбуждает тангенциальные (крутильные) колебания оправки 19 и вместе с ней обрабатываемой детали 16 относительно собственной оси.
Формула изобретения Устройство для односторонней доводки деталей по авт. св. 9 1171298, отличающееся тем, что, с
целью повышения точности обработки, устройство снабжено зубчато-реечной передачей, рейка которой установлена параллельно подпружиненному штоку и одним концом связана с кривошипом
5 второго эксцентрикового механизма, а зубчатая шестерня в виде сектора расположена на оправке держателя деталио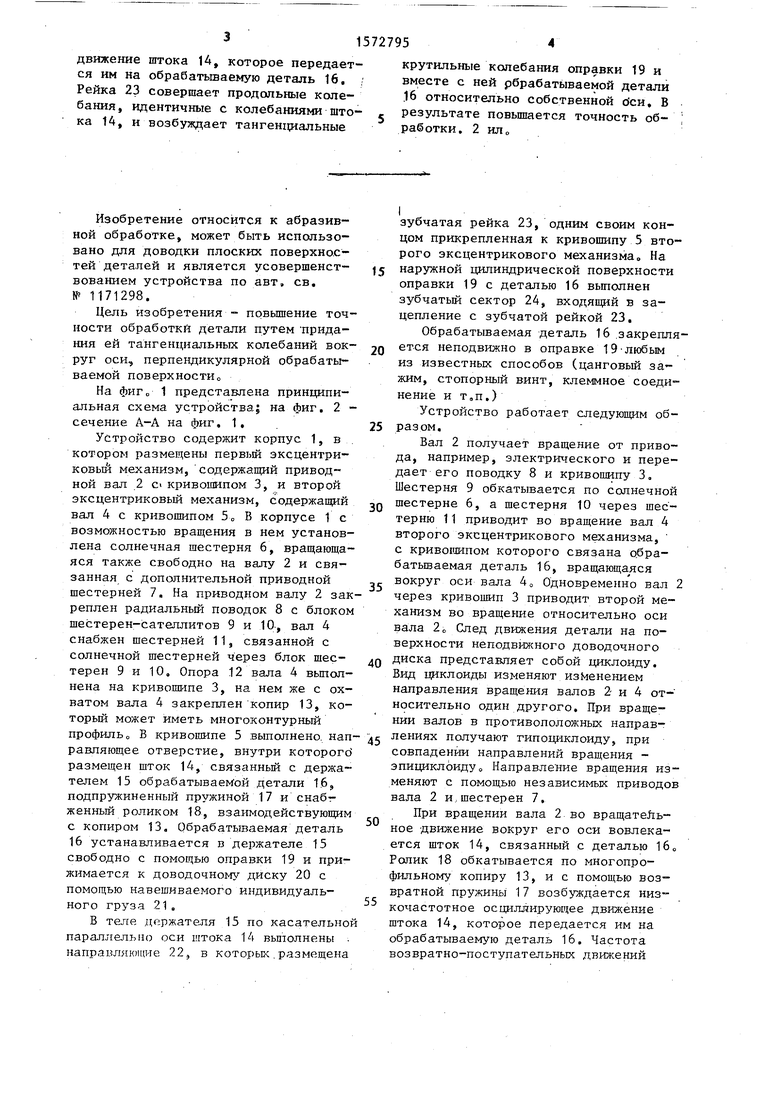

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для односторонней доводки деталей | 1985 |
|
SU1247247A2 |
| Устройство для односторонней доводки деталей | 1982 |
|
SU1065165A1 |
| Устройство для односторонней доводки деталей | 1983 |
|
SU1135622A2 |
| Устройство для односторонней доводки деталей | 1986 |
|
SU1316798A2 |
| Устройство для односторонней доводки деталей | 1987 |
|
SU1463452A2 |
| Устройство для односторонней доводки деталей | 1984 |
|
SU1211024A2 |
| Устройство для односторонней доводки деталей | 1986 |
|
SU1364449A2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| Устройство для абразивной обработки деталей типа тел вращения | 1979 |
|
SU856763A1 |
| Устройство для расточки и подрезки закрытых поверхностей корпусных деталей | 1978 |
|
SU891249A1 |
Изобретение относится к абразивной обработке и может быть использовано для доводки плоских поверхностей деталей. Цель - повышение точности обработки за счет создания условий для образования регулярной выпуклости в центре обрабатываемой поверхности. Для этого устройство снабжено механизмом тангенциальных колебаний, выполненным в виде зубчато-реечной передачи, рейка 23 которой связана с штоком 14 и расположена в направляющих 22 держателя детали параллельно штоку 14. Зубчатая шестерня передачи выполнена в виде зубчатого сектора 24 на наружной цилиндрической поверхности оправки 19. При вращении вала 2 во вращательное движение вокруг его оси вовлекается шток 14, связанный с держателем 15 обрабатываемой детали 16. Ролик 18 штока 14 обкатывается по многопрофильному контуру копира 13. С помощью возвратной пружины 17 возбуждается низкочастотное осциллирующее движение штока 14, которое передается им на обрабатываемую деталь 16. Рейка 23 совершает продольные колебания, идентичные с колебаниями штока 14, и возбуждает тангенциальные крутильные колебания оправки 19 и вместе с ней обрабатываемой детали 16 относительно собственной оси. В результате повышается точность обработки. 2 ил.
Фиг. 2
| Устройство для односторонней доводки деталей | 1984 |
|
SU1171298A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
