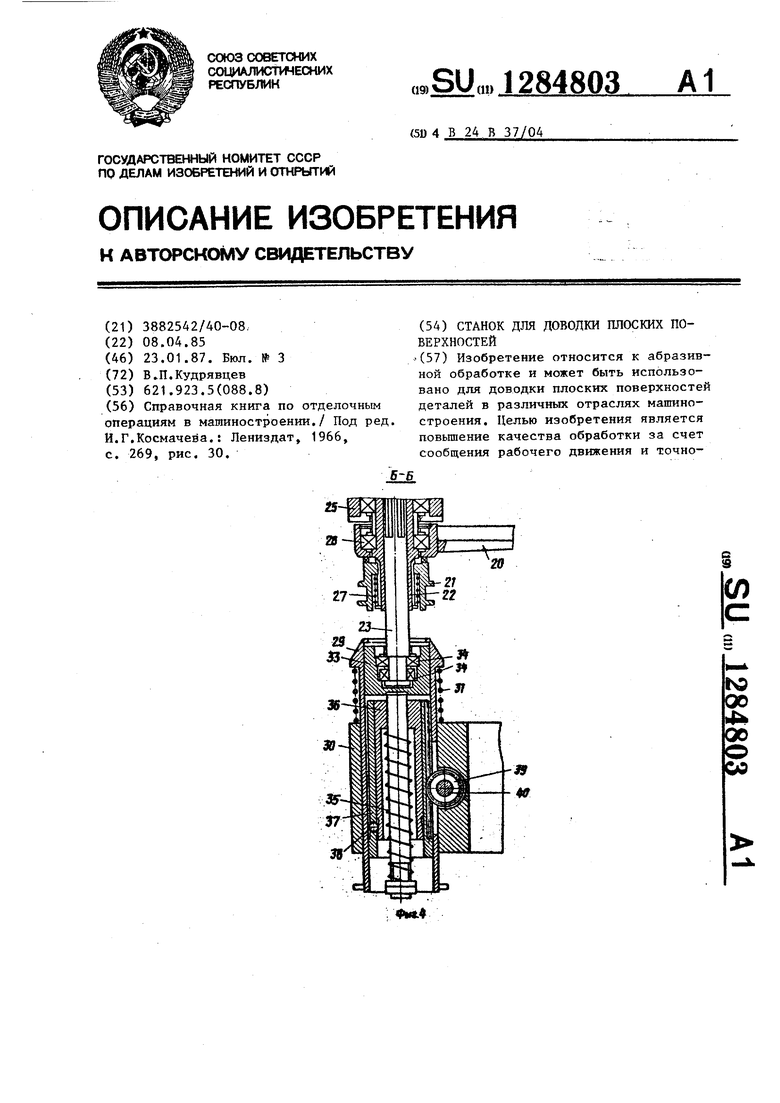
го регулирования усилия прижима детали к доводочной плите после их касания. Шлицевой вал 23 установлен с возможностью осевого перемещения в гильзе 22, поворот которой осуществляется поводком через муфту 21, расположенную на гильзе и перемещаемую через, рычаги втулкой 29. Перемещение детали относительно доводочной плиты осуществляется пЪсле ее касания установкой вала в стакан 33, расположенный во втулке 29, в которой нахо1
Изобретение относится к абразивной обработке и может быть использовано для доводки плоских поверхностей деталей в различных отраслях машиностроения .
Цель изобретения - повьшение качества обработки за счет сообщения рабочего движения и регулируемого усилия прижима детали к доводочной плите после их касания.
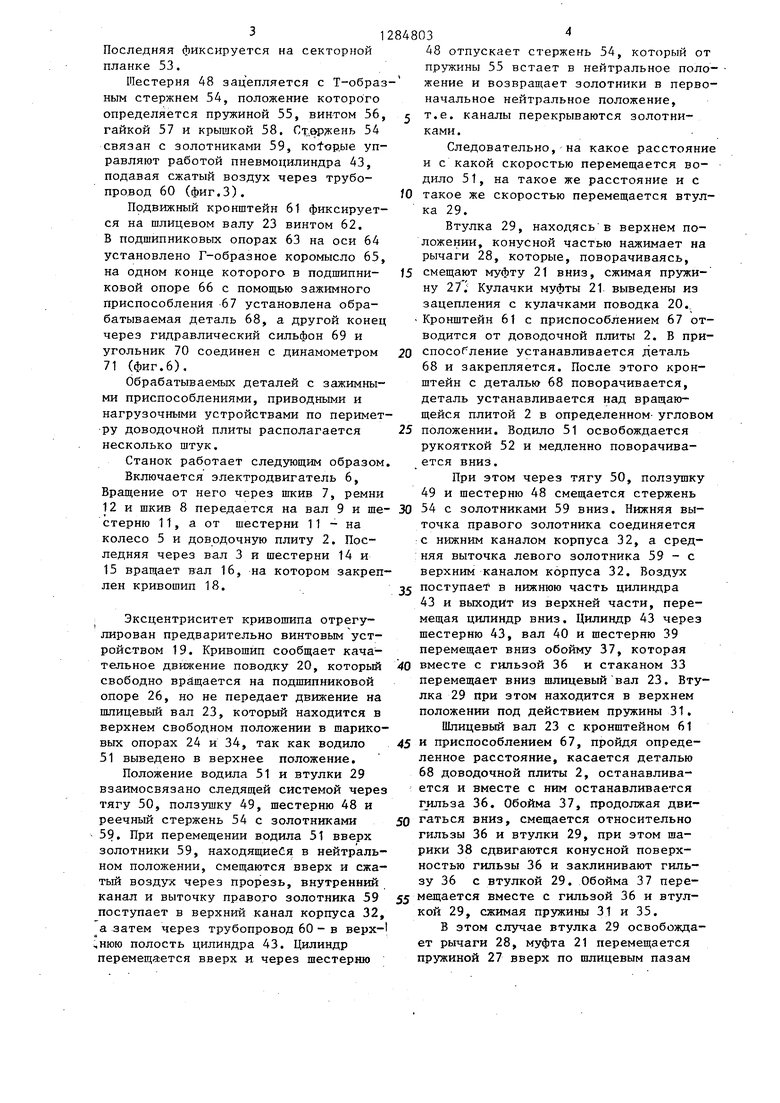
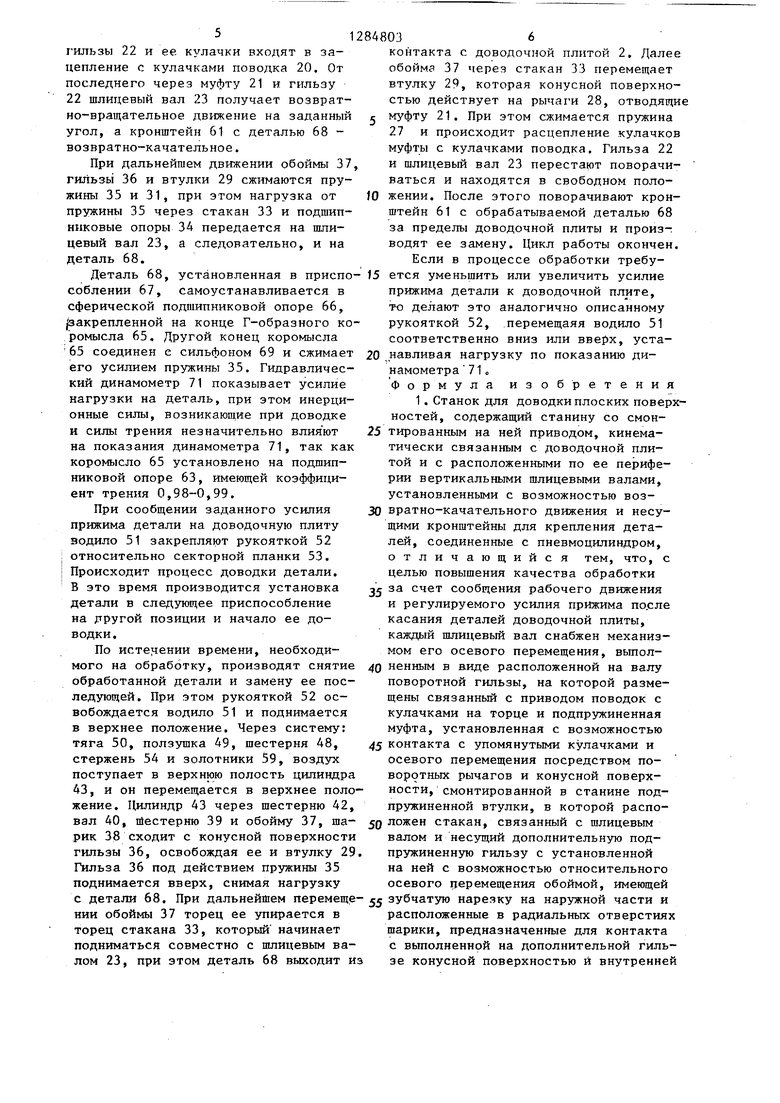
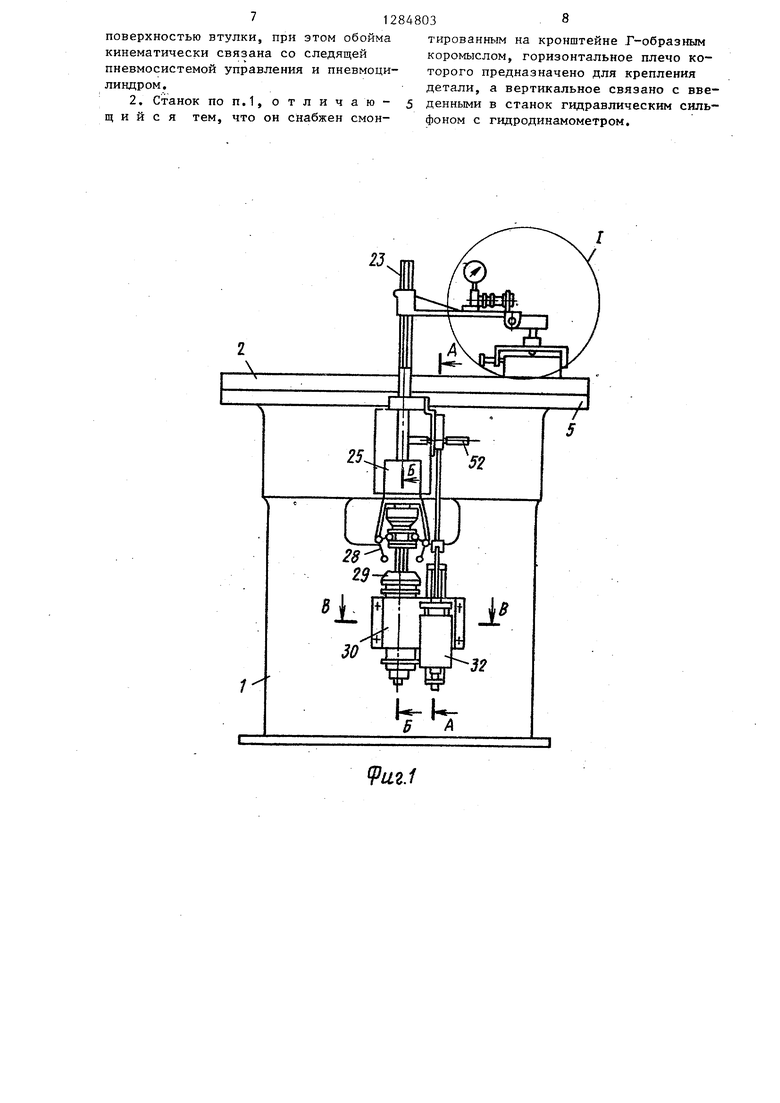
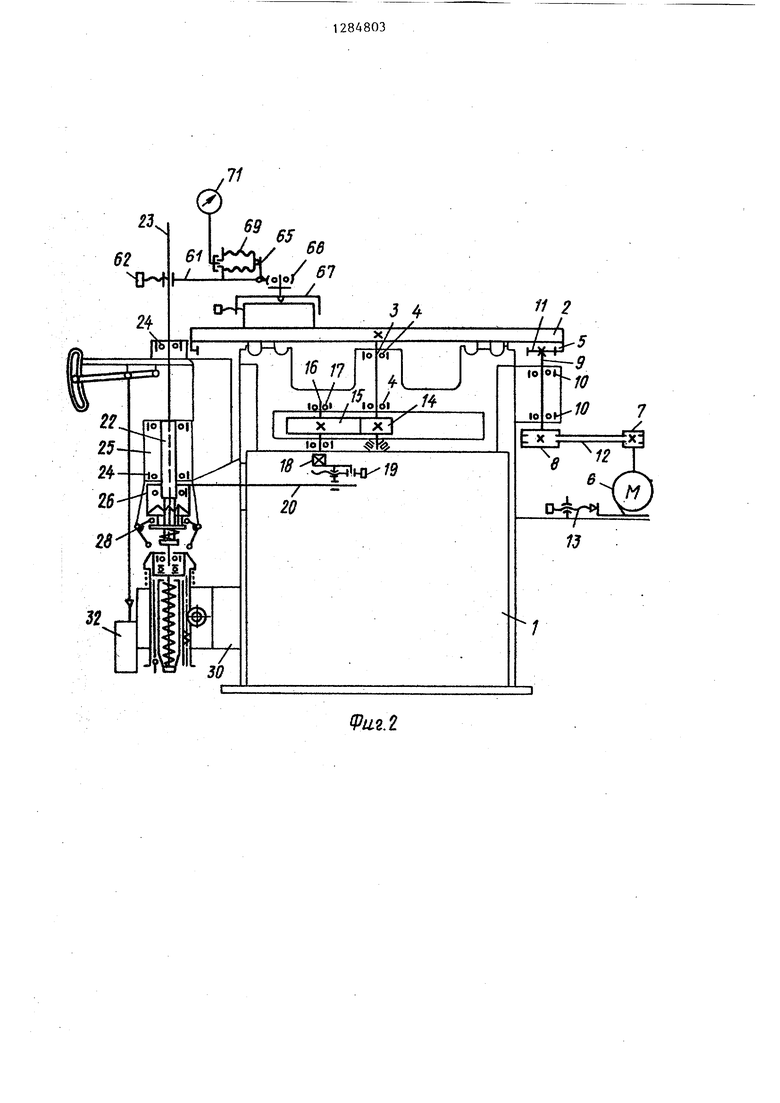
На фиг.1 представлен станок, общий вид, на фиг.2 - то же, кинематическая схема, на фиг.З - разрез А-А на фиг. фиг.1, на фиг.4 - разрез Б-Б нафиг.1, на фиг.З - разрез В-В на фиг.1, на фиг.6 - узел Т на фиг.1.
Станок для доводки плоскостей содержит станину 1, доводочную плиту 2, установленную на валу 3, который на- хоДится в подшипниковых опорах 4. К нижней части доводочной плиты 2 крепится зубчатое колесо 5. Вращ ение доводочной плиты осуществляется от электродвигателя б через шкивы и 8,
Шкив 8 закреплен на нижнем конце вала 9, установленного в подшипниковых опорах 10, а на верхнем конце - шестерня 11. Натяжение ремней 12 осуществляется винтовым устройством 13. На нижнем конце вала 3 установлена шестерня 14, сцепляемая с шестерней 15, установленной на валу 16, который
расположён в подшипниковых опорах 17. I .
На валу 16 закреплен кривошип 18,
эксцентриситет которого регулируется винтовым устройством 19. Кривошип сообщает качательные движения поводку 20, связанному с муфтой 21, которая
дится дополнительная подпружиненная гильза 36, а между втулкой и гильзой установлена обойма 37 с шариками 38. Кроме того, в станок введена следящая пневматическая золотниковая система. Для исключения искажения показания усилия прижима детали к доводочной плите введено Г-образное коромысло, установленное на оси крон- щтейна в подшипниковой опоре. 1 з.п. ф-лы, 6 ил.
5
(i
5
0
5
установлена шлицевым соединением на гильзе 22. Последняя установлена на шлицевом валу 23 в подшипниковых опорах 24 в корпусе 25. С помощью подшипниковой опоры 26 поводок 20 установлен на гильзе 22.
Муфта 21 поджата к поводку 20 пружиной 27 и вьшодится из зацепления поворотными рычагами 28, поворачиваемыми конусной поверхностью втулки 29, установленной в кронштейне 30. Между торцовой поверхностью втулки 29 и кронштейном 30 установлена пружина 31. На кронштейне 30 закреплен золотниковый корпус 32.
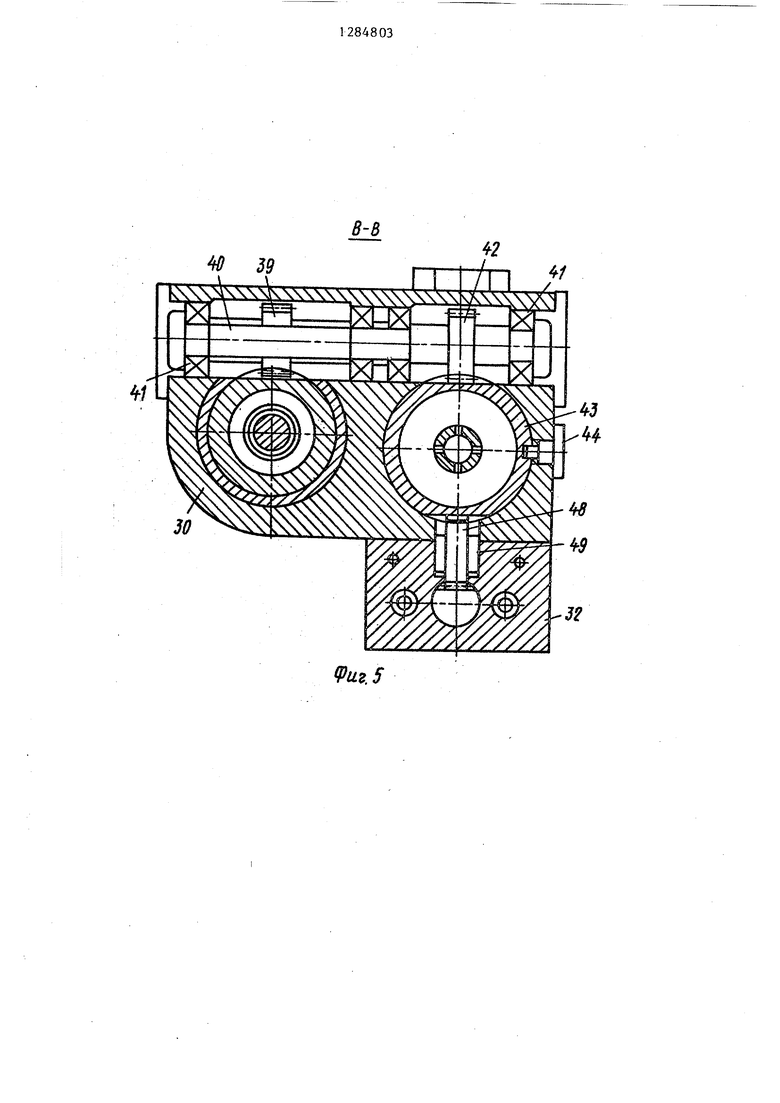
На стакане 33 в верхней части установлены подшипниковые опоры 34, а на нижней цилиндрической части размещена пружина 35, упирающаяся в гильзу 36. Между втулкой 29 и гильзой 36 размещена обойма 37 с шариками 38. Обойма 37 зацепляется с шестерней 39, находящейся на валу 40
(фиг,4).
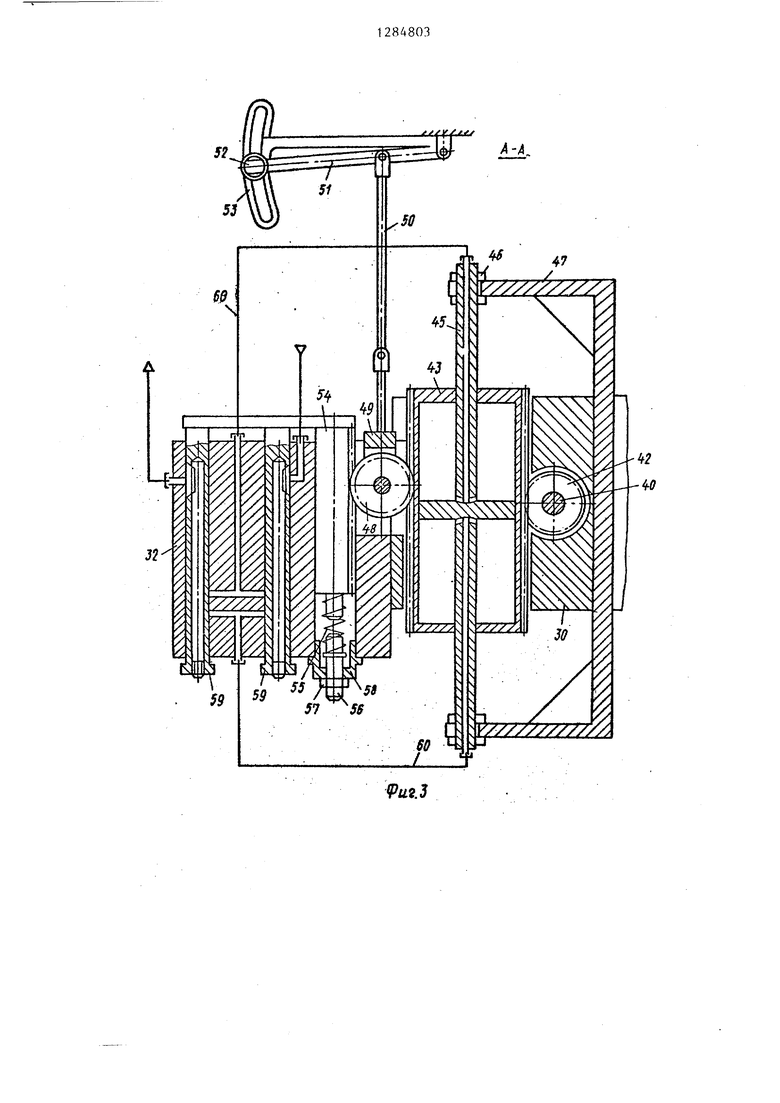
Вал 40, установленный в подшипниковых опорах 41, выполнен заодно с шестерней 42, которая зацепляется с .подвижным пневмоцилиндром 43, на на- ружной поверхности которого с двуХ сторон вьшолнена зубчатая нарезка. |0т разворота цилиндр 43 предохраняет шпонка 44 (фиг.5), Пневмоцилиндр 43 перемещается относительно неподвижного штока 45, который закреплен гайками 46 на опоре 47, Пневмоцилиндр 43 контактирует зубчатой нарезкой с шестерней 48, установленной в ползуш- ке 49, которая через тягу 50 перемещается ВОДИ.ПОМ 51 с рукояткой 52.
Последняя фиксируется на секторной планке 53.
Шестерня 48 зацепляется с Т-образным стержнем 54, положение которого определяется пружиной 55, винтом 56, гайкой 57 и крышкой 58. С1;. 54 связан с золотниками 59, кofop.ыe управляют работой пневмоцилиндра 43, подавая сжатый воздух через трубопровод 60 (фиг.З).
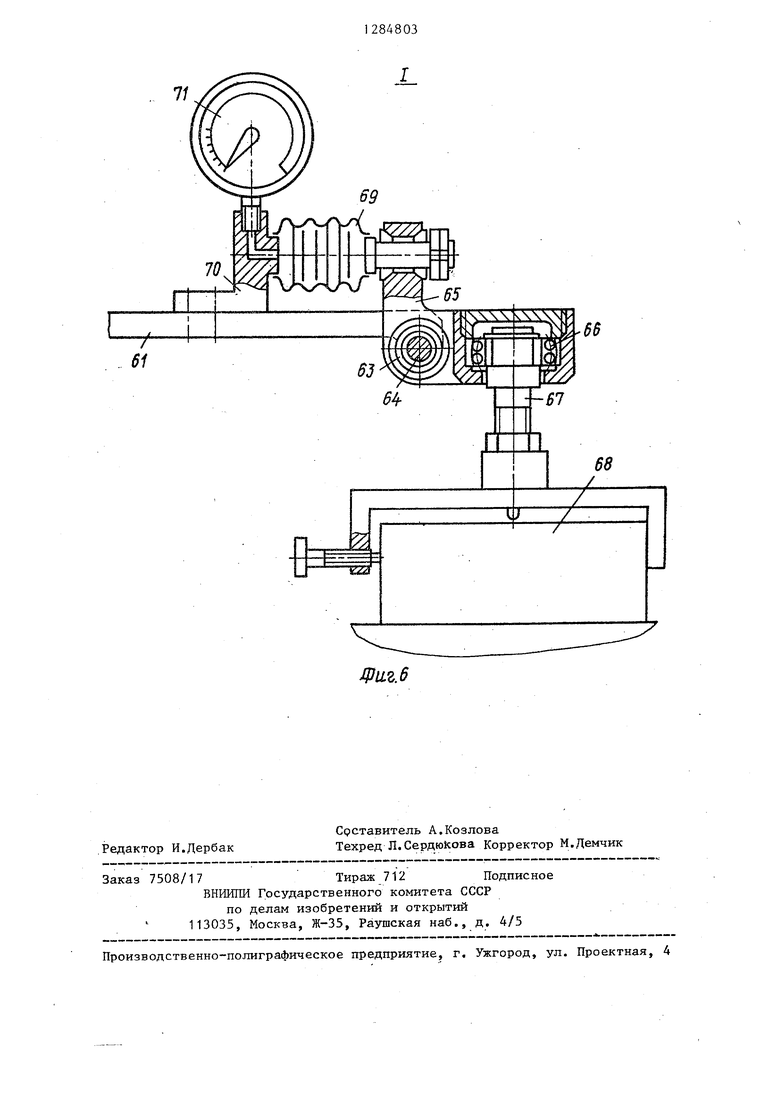
Подвижный кронштейн 61 фиксируется на шлицевом валу 23 винтом 62. В подшипниковых опорах 63 на оси 64 установлено Г-образное коромысло 65, на одном конце которого в подшипниковой опоре 66 с помощью зажимного приспособления 67 установлена обрабатываемая деталь 68, а другой конец через гидравлический сильфон 69 и угольник 70 соединен с динамометром 71 (фиг.6),
Обрабатываемых деталей с зажимными приспособлениями, приводными и нагрузочными устройствами по периметру доводочной плиты располагается несколько штук.
Станок работает следующим образом
Включается электродвигатель 6, Вращение от него через шкив 7, ремни 12 и шкив 8 передается на вал 9 и шестерню 11, а от шестерни 11 - на колесо 5 и доводочную плиту 2. Последняя через вал 3 и шестерни 14 и 15 вращает вал 16, на котором закреплен кривошип 18.
Эксцентриситет кривошипа отрегулирован предварительно винтовым устройством 19. Кривошип сообщает кача- тельное движение поводку 20, который свободно вращается на подшипниковой опоре 26, но не передает движение на шлицевый вал 23, который находится в верхнем свободном положении в шариковых опорах 24 и 34, так как водило 51 выведено в верхнее положение.
Положение водила 51 и втулки 29 взаимосвязано следящей системой через тягу 50, ползушку 49, шестерню 48 и реечный стержень 54 с золотниками 59. При перемещении водила 51 вверх золотники 59, находящиеся в нейтральном положении, смещаются вверх и сжатый воздух через прорезь, внутренний канал и выточку правого золотника 59 поступает в верхний канал корпуса 32, а затем через трубопровод 60 - в верх- ;,нюю полость цилиндра 43. Цилиндр перемеща;ется вверх и через шестерню
48 отпускает стержень 54, который от пружины 55 встает в нейтральное положение и возвращает золотники в первоначальное нейтральное положение, т.е. каналы перекрываются золотниками.
Следовательно, на какое расстояние и с какой скоростью перемещается водило 51, на такое же расстояние и с
такое же скоростью перемещается втулка 29.
Втулка 29, находясь в верхнем положении, конусной частью нажимает на рычаги 28, которые, поворачиваясь,
смещают муфту 21 вниз, сжимая пружину 27 Кулачки муфты 21. выведены из зацепления с кулачками поводка 20.. Кронштейн 61 с приспособлением 67 отводится от доводочной плиты 2. В приспособление устанавливается деталь 68 и закрепляется. После этого кронштейн с деталью 68 поворачивается, деталь устанавливается над вращающейся плитой 2 в определенном- угловом
положении. Водило 51 освобождается рукояткой 52 и медленно поворачивается вниз.
При этом через тягу 50, ползушку 49 и шестерню 48 смещается стержень
54 с золотниками 59 вниз. Нижняя выточка правого золотника соединяется с нижним каналом корпуса 32, а средняя выточка левого золотника 59 - с верхним каналом корпуса 32. Воздух
поступает в нижнюю часть цилиндра 43 и выходит из верхней части, перемещая цилиндр вниз. Цилиндр 43 через шестерню 43, вал 40 и шестерню 39 перемещает вниз обойму 37, которая
вместе с гильзой 36 и стаканом 33 перемещает вниз шлицевый вал 23. Втулка 29 при этом находится в верхнем положении под действием пружины 31. Шлицевый вал 23 с кронштейном 61
и приспособлением 67, пройдя определенное расстояние, касается деталью 68 доводочной плиты 2, останавливается и вместе с ним останавливается гильза 36. Обойма 37, продолжая двигаться вниз, смещается относительно гильзы 36 и втулки 29, при этом шарики 38 сдвигаются конусной поверхностью гильзы 36 и заклинивают гильзу 36 с втулкой 29. Обойма 37 переещается вместе с гильзой 36 и втулкой 29, сжимая пружины 31 и 35.
В этом случае втулка 29 освобождает рычаги 28, муфта 21 перемещается пружиной 27 вверх по шлицевым пазам
гильзы 22 и ее кулачки входят в зацепление с кулачками поводка 20. От последнего через муфту 21 и гильзу 22 шлицевый вал 23 получает возвратно-вращательное движение на заданный угол, а кронштейн 61 с деталью 68 - возвратно-качательное.
При дальнейшем движении обоймы 37, гильзы 36 и втулки 29 сжимаются пружины 35 и 31, при этом нагрузка от пружины 35 через стакан 33 и подшипниковые опоры ЗА передается на шлицевый вал 23, а следовательно, и на деталь 68.
Деталь 68, установленная в приспо- f5 ется уменьшить или увеличить усилие
облении 67, самоустанавливается в ферической подшипниковой опоре 66,
закрепленной на конце Г-образного коромысла 65. Другой конец коромысла
65 соединен с сильфоном 69 и сжимает его усилием пружины 35. Гидравлический динамометр 71 показывает усилие нагрузки на деталь, при этом инерционные силы, возникающие при доводке и силы трения незначительно влияют на показания динамометра 71, так как коромысло 65 установлено на подшипниковой опоре 63, имеющей коэффициент трения 0,98-0,99.
При сообщении заданного усилия прижима детали на доводочную плиту водило 51 закрепляют рукояткой 52
относительно секторной планки 53.
Происходит процесс доводки детали. В это время производится установка детали в следующее приспособление на другой позиции и начало ее доводки.
По истечении времени, необходимого на обработку, производят снятие обработанной детали и замену ее последующей. При этом рукояткой 52 освобождается водило 51 и поднимается в верхнее положение. Через систему: тяга 50, ползушка 49, шестерня 48, стержень 54 и золотники 59, воздух поступает в верхнюю полость цилиндра 43, и он перемещается в верхнее положение. Цилиндр 43 через шестерню 42, вал 40, йестерню 39 и обойму 37, шарик 38 сходит с конусной поверхности гильзы 36, освобождая ее и втулку 29. Гильза 36 под действием пружины 35 поднимается вверх, снимая нагрузку
с детали 68. При дальнейшем перемеще- 55 зубчатую нарезку на наружной части и НИИ обоймы 37 торец ее упирается в расположенные в радиальных отверстиях торец стакана 33, которьй начинает шарики, предназначенные для контакта подниматься совместно с шлицевым ва- с вьтолненнрй на дополнительной гиль- лом 23, при этом деталь 68 выходит из зе конусной поверхностью и внутренней
28А8036
контакта с доводочной плитой 2. Далее обойм 37 через стакан 33 перемещает втулку 29, которая конусной поверхностью действует на рычаги 28, отводящие J муфту 21. При этом сжимается пружина 27 и происходит расцепление кулачков муфты с кулачками поводка. Гильза 22 и шлицевый вал 23 перестают поворачиваться и находятся в свободном поло- 10 жении. После этого поворачивают кронштейн 61 с обрабатываемой деталью 68 за пределы доводочной плиты и производят ее замену. Цикл работы окончен. Если в процессе обработки требуприжима детали к доводочной плите, то делают это аналогично описанному рукояткой 52, перемещаяя водило 51 соответственно вниз или вверх, устанавливая нагрузку по показанию динамометра 71 о Формула изобретения
1 . Станок для доводки плоских поверхностей, содержащий станину со смонтированным на ней приводом, кинематически связанным с доводочной плитой и с расположенными по ее перифеии вертикальными шлицевыми валами, установленными с возможностью возвратно-качательного движения и несуими кронштейны для крепления деталей, соединенные с пневмоцилиндром, отличающийся тем, что, с целью повышения качества обработки
за счет сообщения рабочего движения и регулируемого усилия прижима по.сле касания деталей доводочной плиты, каждый шлицевый вал снабжен механизмом его осевого перемещения, вьтолненным в виде расположенной на валу поворотной гильзы, на которой размещены связанный с приводом поводок с кулачками на торце и подпружиненная муфта, установленная с возможностью
контакта с упомянутыми кулачками и осевого перемещения посредством поворотных рычагов и конусной поверхности, смонтированной в станине подпружиненной втулки, в которой расположен стакан, связанный с шлицевым валом и несущий дополнительную подпружиненную гильзу с установленной на ней с возможностью относительного осевого тхбремещения обоймой, имеющей
поверхностью втулки, при этом обойма кинематически связана со следящей пневмосистемой управления и пневмоци- линдром.
2. Станок по п.1, отличаю - щ и и с я тем, что он снабжен смонтированным на кронштейне Г-образным коромыслом, горизонтальное плечо которого предназначено для крепления детали, а вертикальное связано с введенными в станок гидравлическим силь- фоном с гидродинамометром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки резьбовых отверстий | 1984 |
|
SU1220897A1 |
| Станок для притирки деталей | 1981 |
|
SU986751A1 |
| Устройство для ультразвуковой очистки деталей | 1985 |
|
SU1331596A1 |
| Роторная машина | 1989 |
|
SU1692820A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| ПЛАНЕТАРНАЯ ШАРОВАЯ МЕЛЬНИЦА | 1992 |
|
RU2049554C1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Управляемая муфта | 1974 |
|
SU583778A3 |
fpuz.1
fPu2.2
-4,
W -itO
IPU9.3
30
4/
VuzJ
7/
55
.Редактор И.Дербак
Срставитель А.Козлова
Техред Л.СердюКова Корректор М.Демчик
Заказ 7508/17Тираж 712 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Риг.б
| Справочная книга по отделочным операциям в машиностроении./ Под ред | |||
| И.Г.Космачена.: Лениздат, 1966, с | |||
| Нож для надрезывания подошвы рантовой обуви | 1917 |
|
SU269A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
