Изобретение относится к робототехнике, в частности к устройствам программного управления внутрицеховыми транспортными средствами, и может быть использовано для автоматического управления позиционированием промышленных роботов, установленных на транспортную тележку и перемещающихся, например, вдоль узлов металлоконструкций типа ферм при контактно-дуговой точечной сварке.
Целью изобретения является повышение производительности и расширение функциональных возможностей устройства путем управления позиционированием тележки манипулятора по заданной программе в автоматическом режиме.
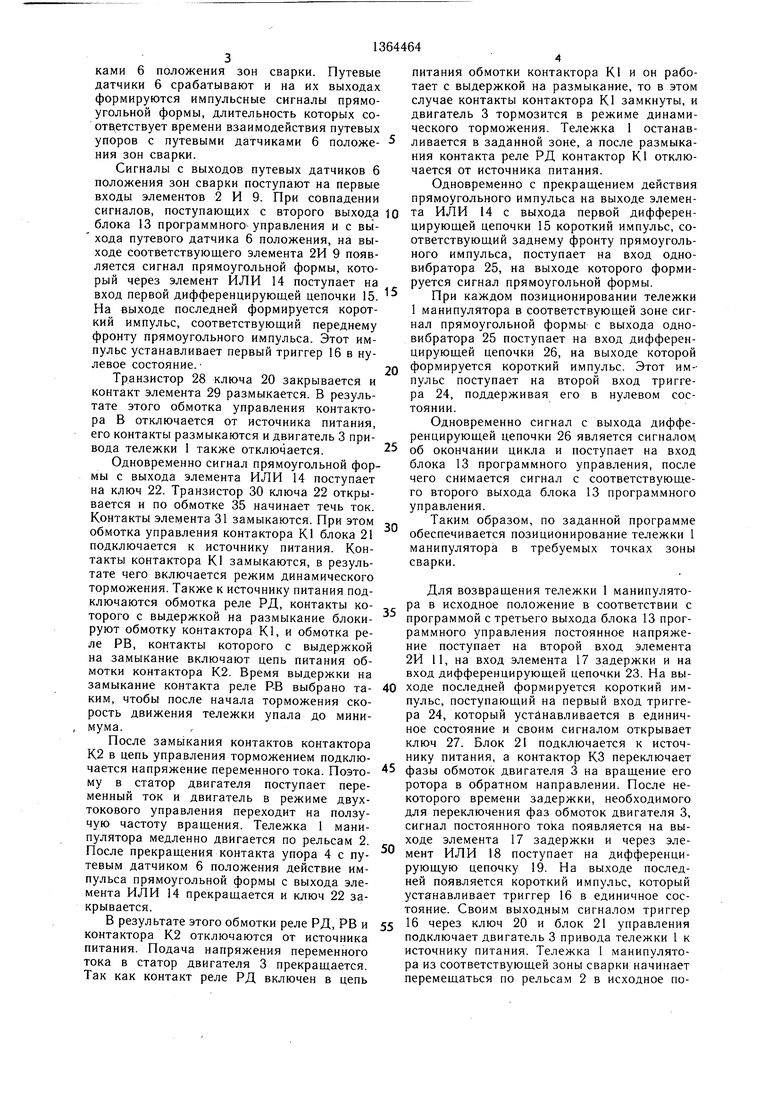
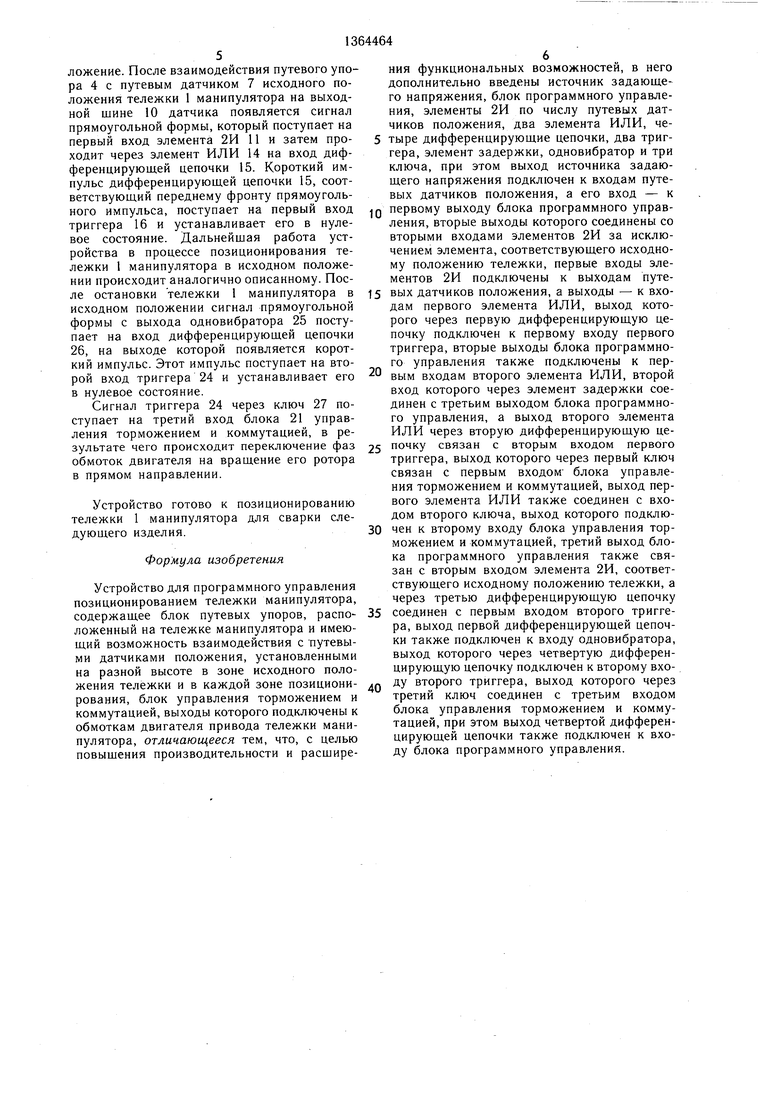
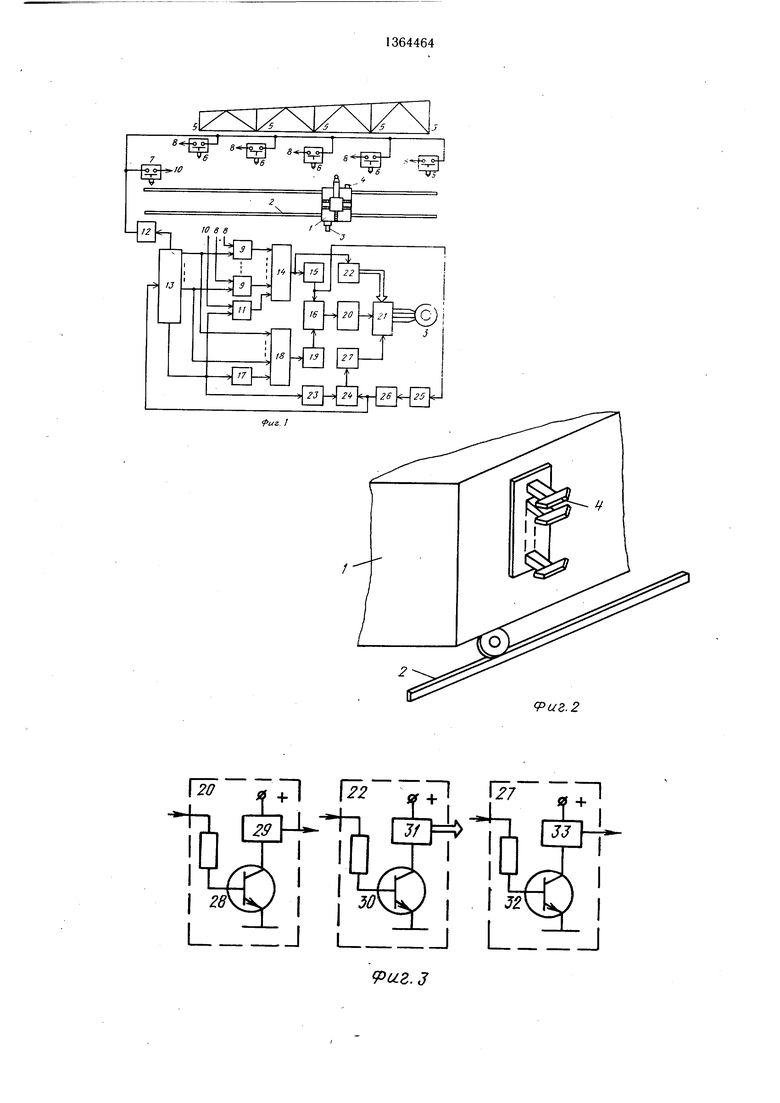
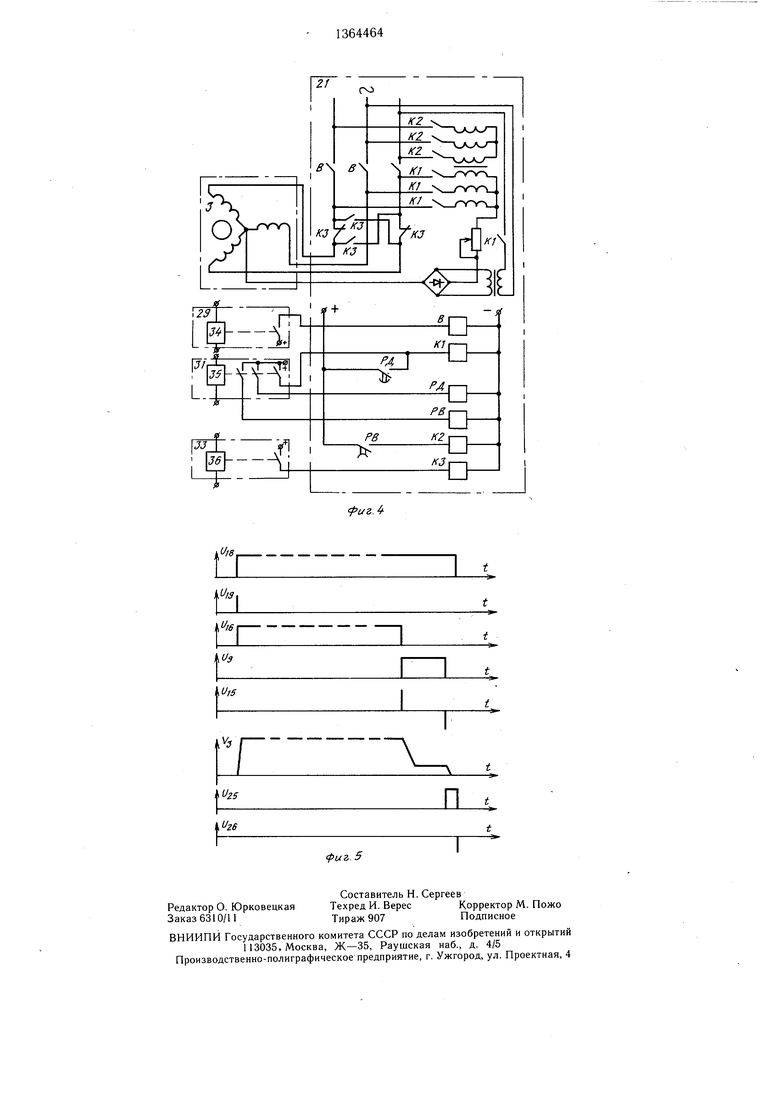
На фиг. 1 приведена функциональная схема устройства; на фиг. 2 - блок путевых упоров; на фиг. 3 - схемы ключей; на фиг. 4 - схема блока управления торможением и коммутацией; на фиг. 5 - эпюры сигналов на выходах элементов устройства.
Тележка 1 манипулятора установлена на колесах на рельсах 2. Двигатель 3 связан с приводными колесами тележки. На передней стороне тележки 1 расположен блок путевых упоров 4. В каждой зоне 5 позиционирования тележки 1 установлены параллельно рельсам 2 и разнесенные по высоте путевые датчики 6 положения зон сварки и путевой датчик 7 исходного положения тележки. Выходы путевых датчиков 6 положения по шинам 8 соединены с первыми входами элементов 2И 9 выбора зон сварки. Выход путевого датчика 7 исходного положения тележки по шине 10 подключен к первому входу элемента 2И 11. Выход источника 12 задающего напряжения соединен с входами датчиков 6 и 7 положения, а вход - с первым выходом блока 13 программного управления. Вторые выходы блока 13 программного управления подключены к вторым входам элементов 2И 9 выбора зон сварки, выходы которых соединены с первыми входами первого элемента ИЛИ 14. Выход первого элемента ИЛИ 14 через первую дифференцирующую цепочку 15 соединен с первым входом первого триггера 16. Третий выход блока 13 программного управления подключен к второму входу элемента 2И 11, выход которого связан с вторым входом первого элемента ИЛИ 14. Третий выход блока 13 программного управления через элемент 17 задержки подключен также к второму входу элемента ИЛИ 18, первые входы которого соединены с вторыми выходами блока 13 программного управления. Выход второго элемента ИЛИ 18 через вторую дифференцирующую цепочку 19 подключен к второму входу первого триггера 16, выход кото.рого через первый ключ 20 соединен с первым входом блока 21 управления торможением и коммутацией. Выход первого элемента ИЛИ 14 через ключ 22 связан с вторыми
0
5
входами блока 21 управления торможением и коммутацией. Третий выход блока 13 программного управления через третью дифференцирующую цепочку 23 подключен к первому входу второго триггера 24. Выход первой дифференцирующей цепочки 15 подключен к входу одновибратора 25, выход которого через четвертую дифференцирующую цепочку 26 соединен с вторым входом второго триггера. 24. Выход последнего через третий ключ 27 соединен с третьим входом блока 21 управления торможением и коммутацией, выходы которого подключены к обмоткам двигателя 3 привода тележки манипулятора. Выход четвертой дифференцирующей цепочки 26 соединен с входом блока 13 программного управления. Ключ 20 содержит транзистор 28 и элемент 29 коммутации, ключ 22 - транзистор 30 и элемент 31 коммутации, а ключ 27 - транзистор 32 и элемент 33 коммутации. Элемент 29 включает в себя обмотку 34 управления и нормально разомкнутый контакт. Элемент 31 включает в себя обмотку 35 управления и три нормально разомкнутых контакта, а элемент 27 - обмотку 36 управления и нормально разомкнутый контакт.
Устройство работает следующим образом. В блоке 13 программного управления (в качестве которого может использоваться, например, устройство УЦМ-663) предварительно задается в режиме обучения программа позиционирования тележки 1 манипулятора. При необходимости установки тележки 1 манипулятора в одну из зон 5 сварки на одном из вторых выходов блока 13 программного управления появляется напряжение, которое поступает на один из первых входов элемента ИЛИ 18 и на один из вторых входов элемента 2И 9. Одновременно такое же напряжение поступает с первого выхода блока 13 программного управления на вход источника 12 задающего напряжения и включает его. С выхода источника 12 напряжение постоянного тока поступает на входы датчиков 6 и 7 положения. С выхода второй схемы ИЛИ 18 сигнал поступает на вход второй дифференцирующей цепочки 19, на выходе которой формируется короткий импульс. Этот импульс по второму входу первого триггера 16 устанавливает последний в единичное состояние. По сигналу первого триггера 16 открывается ключ 20 и подключает блок 21
Q управления торможением и коммутацией к источнику питания.
Контакт ы контактора В замыкаются и обмотки двигателя 3 привода тележки подключаются к источнику питания. Тележка 1 манипулятора начинает перемещаться по рель5 сам 2 из исходного положения в заданную зону 5 сварки.
В процессе перемещения тележки 1 манипулятора блок 4 путевых упоров последовательно взаимодействует с путевыми датчи0
5
0
5
ками 6 положения зон сварки. Путевые датчики 6 срабатывают и на их выходах формируются импульсные сигналы прямоугольной формы, длительность которых соответствует времени взаимодействия путевых упоров с путевыми датчиками 6 положе- ния зон сварки.
Сигналы с выходов путевых датчиков 6 положения зон сварки поступают на первые входы элементов 2 И 9. При совпадении сигналов, поступающих с второго выхода Ю блока 13 программного управления и с вы- хода путевого датчика 6 положения, на выходе соответствующего элемента 2И 9 появляется сигнал прямоугольной формы, который через элемент ИЛИ 14 поступает на вход первой дифференцирующей цепочки 15. На выходе последней формируется короткий импульс, соответствующий переднему фронту прямоугольного импульса. Этот импульс устанавливает первый триггер 16 в нулевое состояние.
Транзистор 28 ключа 20 закрывается и контакт элемента 29 размыкается. В результате этого обмотка управления контактора В отключается от источника питания, его контакты размыкаются и двигатель 3 привода тележки 1 также отключается.
Одновременно сигнал прямоугольной формы с выхода элемента ИЛИ 14 поступает на ключ 22. Транзистор 30 ключа 22 открывается и по обмотке 35 начинает течь ток. Контакты элемента 31 замыкаются. При этом ,,д обмотка управления контактора К1 блока 21 подключается к источнику питания. Контакты контактора KI замыкаются, в результате чего включается режим динамического торможения. Также к источнику питания подключаются обмотка реле РД, контакты которого с выдержкой на размыкание блокируют обмотку контактора К1, и обмотка реле РВ, контакты которого с выдержкой на замыкание включают цепь питания обмотки контактора К2. Время выдержки на
питания обмотки контактора К1 и он работает с выдержкой на размыкание, то в этом случае контакты контактора К1 замкнуты, и двигатель 3 тормозится в режиме динамического торможения. Тележка 1 останавливается в заданной зоне, а после размыкания контакта реле РД контактор К1 отключается от источника питания.
Одновременно с прекращением действия прямоугольного импульса на выходе элемента ИЛИ 14 с выхода первой дифференцирующей цепочки 15 короткий импульс, соответствующий заднему фронту прямоугольного импульса, поступает на вход одно- вибратора 25, на выходе которого формируется сигнал прямоугольной формы.
При каждом позиционировании тележки 1 манипулятора в соответствующей зоне сигнал прямоугольной формы с выхода одно- вибратора 25 поступает на вход дифференцирующей цепочки 26, на выходе которой 20 формируется короткий импульс. Этот импульс поступает на второй вход триггера 24, поддерживая его в нулевом состоянии.
Одновременно сигнал с выхода дифференцирующей цепочки 26 является сигналом, об окончании цикла и поступает на вход блока 13 программного управления, после чего снимается сигнал с соответствующего второго выхода блока 13 программного управления.
Таким образом, по заданной программе обеспечивается позиционирование тележки 1 манипулятора в требуемых точках зоны сварки.
25
35
Для возвращения тележки 1 манипулятора в исходное положение в соответствии с программой с третьего выхода блока 13 программного управления постоянное напряжение поступает на второй вход элемента 2И 11, на вход элемента 17 задержки и на вход дифференцирующей цепочки 23. На вызамыкание контакта реле Р-В выбрано та- 40 ходе последней формируется короткий им- ким, чтобы после начала торможения ско- пульс, поступающий на первый вход тригге- рость движения тележки упала до мини- ра 24, который устанавливается в единич- мума.,ное состояние и своим сигналом открывает
После замыкания контактов контактораключ 27. Блок 21 подключается к источК2 в цепь управления торможением подклю-нику питания, а контактор КЗ переключает
чается напряжение переменного тока. Поэто- фазы обмоток двигателя 3 на вращение его му в статор двигателя поступает пере-ротора в обратном направлении. После неменный ток и двигатель в режиме двух-которого времени задержки, необходимого
токового управления переходит на ползу-Д-яя переключения фаз обмоток двигателя 3,
чую частоту вращения. Тележка 1 мани-сигнал постоянного тока появляется на выпулятора медленно двигается по рельсам 2.ходе элемента 17 задержки и через элеПосле прекращения контакта упора 4 с пу- мент ИЛИ 18 поступает на дифференци- тевым датчиком 6 положения действие им-рующую цепочку 19. На выходе последпульса прямоугольной формы с выхода эле-ней появляется короткий импульс, который
мента ИЛИ 14 прекращается и ключ 22 за-устанавливает триггер 16 в единичное соскрывается.тояние. Своим выходным сигнало.м триггер
В результате этого обмотки реле РД,РВ и 55 через ключ 20 и блок 21 управления контактора К2 отключаются от источникаподключает двигатель 3 привода тележки 1 к
питания. Подача напряжения переменногоисточнику питания. Тележка 1 манипулятотока в статор двигателя 3 прекращается.ра из соответствующей зоны сварки начинает
Так как контакт реле РД включен в цепьперемещаться по рельсам 2 в исходное по
д
питания обмотки контактора К1 и он работает с выдержкой на размыкание, то в этом случае контакты контактора К1 замкнуты, и двигатель 3 тормозится в режиме динамического торможения. Тележка 1 останавливается в заданной зоне, а после размыкания контакта реле РД контактор К1 отключается от источника питания.
Одновременно с прекращением действия прямоугольного импульса на выходе элемента ИЛИ 14 с выхода первой дифференцирующей цепочки 15 короткий импульс, соответствующий заднему фронту прямоугольного импульса, поступает на вход одно- вибратора 25, на выходе которого формируется сигнал прямоугольной формы.
При каждом позиционировании тележки 1 манипулятора в соответствующей зоне сигнал прямоугольной формы с выхода одно- вибратора 25 поступает на вход дифференцирующей цепочки 26, на выходе которой 0 формируется короткий импульс. Этот импульс поступает на второй вход триггера 24, поддерживая его в нулевом состоянии.
Одновременно сигнал с выхода дифференцирующей цепочки 26 является сигналом, об окончании цикла и поступает на вход блока 13 программного управления, после чего снимается сигнал с соответствующего второго выхода блока 13 программного управления.
Таким образом, по заданной программе обеспечивается позиционирование тележки 1 манипулятора в требуемых точках зоны сварки.
5
ложение. После взаимодействия путевого упора 4 с путевым датчиком 7 исходного положения тележки 1 манипулятора на выходной шине 10 датчика появляется сигнал прямоугольной формы, который поступает на первый вход элемента 2И 11 и затем проходит через элемент ИЛИ 14 на вход дифференцирующей цепочки 15. Короткий импульс дифференцирующей цепочки 15, соответствующий переднему фронту прямоугольния функциональных возможностей, в него дополнительно введены источник задающего напряжения, блок программного управления, элементы 2И по числу путевых датчиков положения, два элемента ИЛИ, че- 5 тыре дифференцирующие цепочки, два триггера, элемент задержки, одновибратор и три ключа, при этом выход источника задающего напряжения подключен к входам путевых датчиков положения, а его вход - к
ного импульса, поступает на первый вход Q первому выходу блока программного управтриггера 16 и устанавливает его в нулевое состояние. Дальнейшая работа устройства в процессе позиционирования тележки 1 манипулятора в исходном положении происходит аналогично описанному. После остановки тележки 1 манипулятора в исходном положении сигнал прямоугольной формы с выхода одновибратора 25 поступает на вход дифференцирующей цепочки 26, на выходе которой появляется короткий импульс. Этот импульс поступает на второй вход триггера 24 и устанавливает его в нулевое состояние.
Сигнал триггера 24 через ключ 27 поступает на третий вход блока 21 управления торможением и коммутацией, в реления, вторые выходы которого соединены со вторыми входами элементов 2И за исключением элемента, соответствующего исходному положению тележки, первые входы элементов 2И подключены к выходам путе15 вых датчиков положения, а выходы - к входам первого элемента ИЛИ, выход которого через первую дифференцирующую цепочку подключен к первому входу первого триггера, вторые выходы блока программного управления также подключены к пер вым входам второго элемента ИЛИ, второй вход которого через элемент задержки соединен с третьим выходом блока программного управления, а выход второго элемента ИЛИ через вторую дифференцирующую цезультате чего происходит переключение фаз 25 почку связан с вторым входом первого обмоток двигателя на вращение его ротора в прямом направлении.
триггера, выход которого через первый ключ связан с первым входом блока управления торможением и коммутацией, выход первого элемента ИЛИ также соединен с входом второго ключа, выход которого подклю- 30 чен к второму входу блока управления торможением и коммутацией, третий выход блока программного управления также связан с вторым входом элемента 2И, соответствующего исходному положению тележки, а через третью дифференцирующую цепочку соединен с первым входом второго триггера, выход первой дифференцирующей цепочки также подключен к входу одновибратора, выход которого через четвертую дифференцирующую цепочку подключен к второму входу второго триггера, выход которого через третий ключ соединен с третьим входом блока управления торможением и коммутацией, при этом выход четвертой дифференцирующей цепочки также подключен к входу блока программного управления.
Устройство готово к позиционированию тележки 1 манипулятора для сварки следующего изделия.
Формула изобретения
Устройство для программного управления позиционированием тележки манипулятора, содержащее блок путевых упоров, расположенный на тележке манипулятора и имеющий возможность взаимодействия с путевыми датчиками положения, установленными на разной высоте в зоне исходного положения тележки и в каждой зоне позиционирования, блок управления торможением и коммутацией, выходы которого подключены к обмоткам двигателя привода тележки манипулятора, отличающееся тем, что, с целью повышения производительности и расщирения функциональных возможностей, в него дополнительно введены источник задающего напряжения, блок программного управления, элементы 2И по числу путевых датчиков положения, два элемента ИЛИ, че- тыре дифференцирующие цепочки, два триггера, элемент задержки, одновибратор и три ключа, при этом выход источника задающего напряжения подключен к входам путевых датчиков положения, а его вход - к
ления, вторые выходы которого соединены со вторыми входами элементов 2И за исключением элемента, соответствующего исходному положению тележки, первые входы элементов 2И подключены к выходам путевых датчиков положения, а выходы - к входам первого элемента ИЛИ, выход которого через первую дифференцирующую цепочку подключен к первому входу первого триггера, вторые выходы блока программного управления также подключены к первым входам второго элемента ИЛИ, второй вход которого через элемент задержки соединен с третьим выходом блока программного управления, а выход второго элемента ИЛИ через вторую дифференцирующую цепочку связан с вторым входом первого
5 почку связан с вторым входом первого
триггера, выход которого через первый ключ связан с первым входом блока управления торможением и коммутацией, выход первого элемента ИЛИ также соединен с входом второго ключа, выход которого подклю- 0 чен к второму входу блока управления торможением и коммутацией, третий выход блока программного управления также связан с вторым входом элемента 2И, соответствующего исходному положению тележки, а через третью дифференцирующую цепочку соединен с первым входом второго триггера, выход первой дифференцирующей цепочки также подключен к входу одновибратора, выход которого через четвертую дифференцирующую цепочку подключен к второму входу второго триггера, выход которого через третий ключ соединен с третьим входом блока управления торможением и коммутацией, при этом выход четвертой дифференцирующей цепочки также подключен к входу блока программного управления.
5
0
,,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления тиристорным электроприводом постоянного тока транспортного средства | 1987 |
|
SU1415397A1 |
| Устройство для моделирования вентильного электродвигателя | 1988 |
|
SU1596357A1 |
| Устройство позиционирования | 1990 |
|
SU1781673A1 |
| Устройство для циклового программного управления манипуляторами | 1982 |
|
SU1176303A1 |
| Устройство для автоматической настройки дугогасящего плунжерного реактора | 1986 |
|
SU1390704A1 |
| Устройство для управления реверсивным электродвигателем постоянного тока с электромагнитным тормозом | 1981 |
|
SU1053246A1 |
| Устройство для измерения тормозной мощности горочных вагонных замедлителей | 1987 |
|
SU1507631A1 |
| Реверсивный управляемый электропривод | 1985 |
|
SU1275729A1 |
| Устройство для управления электроприводом шнекового питателя | 1990 |
|
SU1777224A1 |
| Устройство для буксировочных испытаний моделей | 1987 |
|
SU1471099A1 |
Изобретение относится к области робототехники и может быть использовано для автоматического управления позиционированием подвижных промышленных роботов, например, перемещающихся вдоль металлоконструкций типа ферм при контактно-дуговой точечной сварке. Цель изобретения - повышение производительности и расширение функциональных возможностей путем управления позиционированием тележки манипулятора по заданной программе в автоматическом режиме. В устройство, содержащее блок путевых упоров, который расположен на тележке манипулятора и имеет возможность взаимодействия с путевыми датчиками положения, установленными на разной высоте в зоне исходного положения тележки и в каждой зоне позиционирования, блок управления торможением и коммутацией, выход которого подключен к двигателю привода тележки манипулятора, дополнительно введены блок программного управления, логические элементы 2И и ИЛИ, два триггера, три ключа, элемент задержки и одно- вибратор. Автоматическое позиционирование тележки манипулятора осуществляется по сигналам блока программного управления, сигналы которого через элементы 2И, подключенные также к выходам путевых датчиков положения, через элементы ИЛИ и триггеры управляют работой ключей, подключенных к входам блока управления торможением и коммутацией. В зависимости от состояния ключей включается соответствующий режим работы привода тележки - движение вперед, движение в исходное положение, динамическое торможение и остановка в требуемой зоне позиционирования. 5 ил. (Л со 05 4: N О5 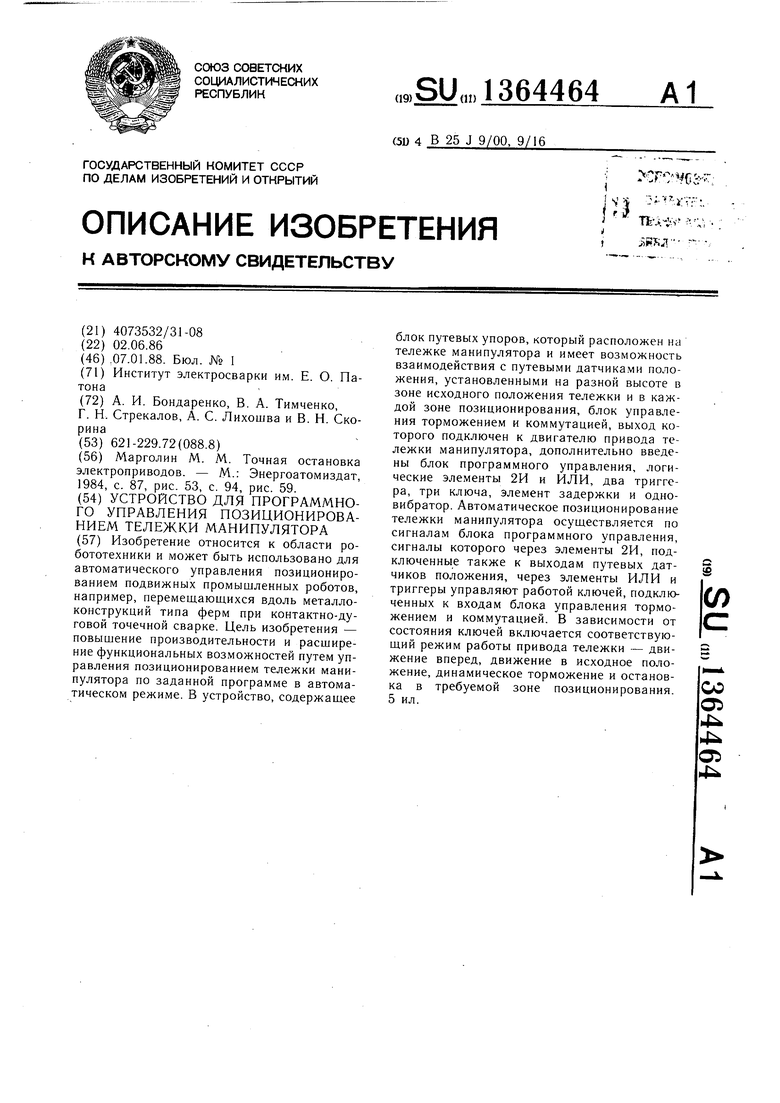
io
wee
w
15
Сиг I
.2
22
Щ
|у+ rF/ LJ
.з
cr
| Марголин М | |||
| М | |||
| Точная остановка электроприводов | |||
| - М.: Энергоатомиздат, 1984, с | |||
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Экономайзер | 0 |
|
SU94A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
