со о
СП
to
СП
;о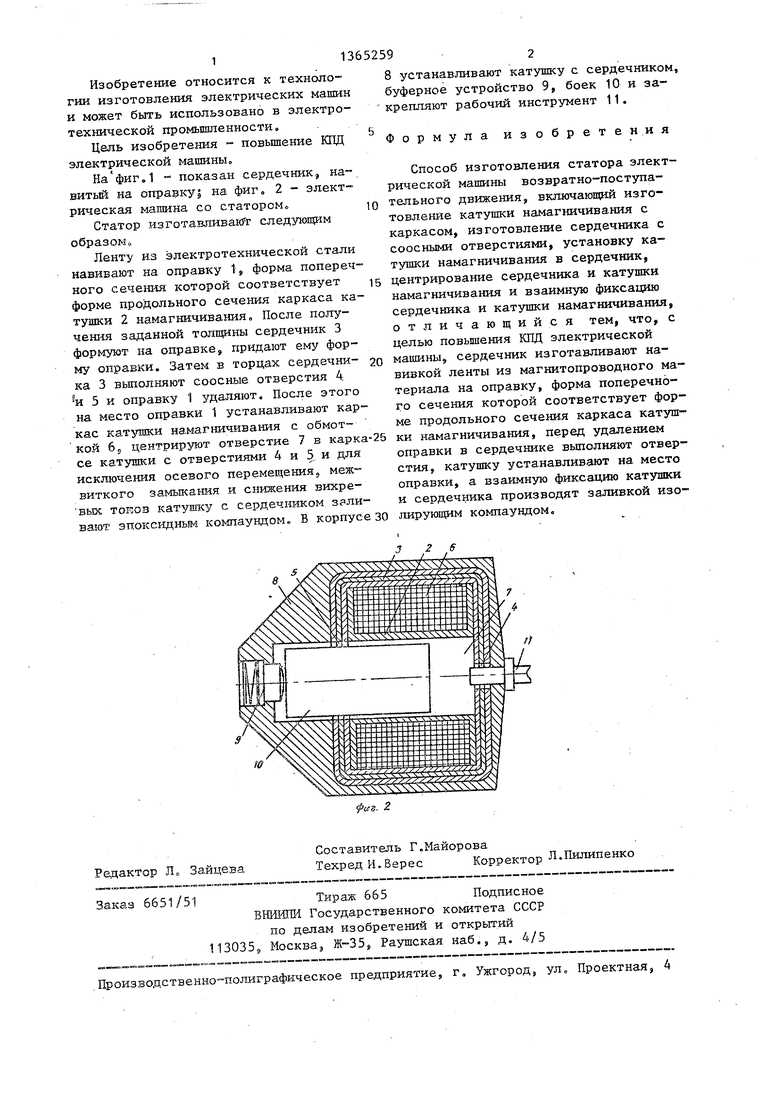
| название | год | авторы | номер документа |
|---|---|---|---|
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2008 |
|
RU2394334C2 |
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ЕГО СБОРКИ | 2018 |
|
RU2682895C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОМАГНИТНОЙ ОБРАБОТКИ ЖИДКОСТИ | 2005 |
|
RU2284302C1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ СТАТОРА | 2018 |
|
RU2687560C1 |
| АСИНХРОННАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА СО СТАТОРОМ И РОТОРОМ ИЗ АМОРФНОЙ СТАЛИ | 2016 |
|
RU2652375C2 |
| МАШИНА ПОСТОЯННОГО ТОКА И.Г.СКИБИЦКОГО | 1994 |
|
RU2091966C1 |
| Способ изготовления бесщеточных электродвигателей | 2024 |
|
RU2839741C1 |
| Оправка для заливки обмотки статора электрической машины | 1990 |
|
SU1781781A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНОГО ЭЛЕКТРОМЕХАНИЧЕСКОГО УСТРОЙСТВА | 2014 |
|
RU2583377C2 |
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промьшшенности. Цель изобретения - повыше1ше КПД электрической машины. Ленту из электротехнической стали навивают на оправку 1, форма поперечного сечения которой со ответствует форме продольного сечения каркаса катушки намагничивания. После получения заданной толщины сердечник 3 формируют на оправке, придают ему форму оправки. Затем в торцах сердечника 3 вьшолняют соос- ные отверстия 4 и 5 и оправку удаляют, Устанавливают на место оправки каркас катушки намагничивания. Центрируют отверстие в каркасе с отверстиями 4 и 5. Для исключения осевого перемещения межвиткового замькания н сниже-. ния вихревых токов катушку с сердечником заливают эпоксидным компаундом. 2 ил. (Л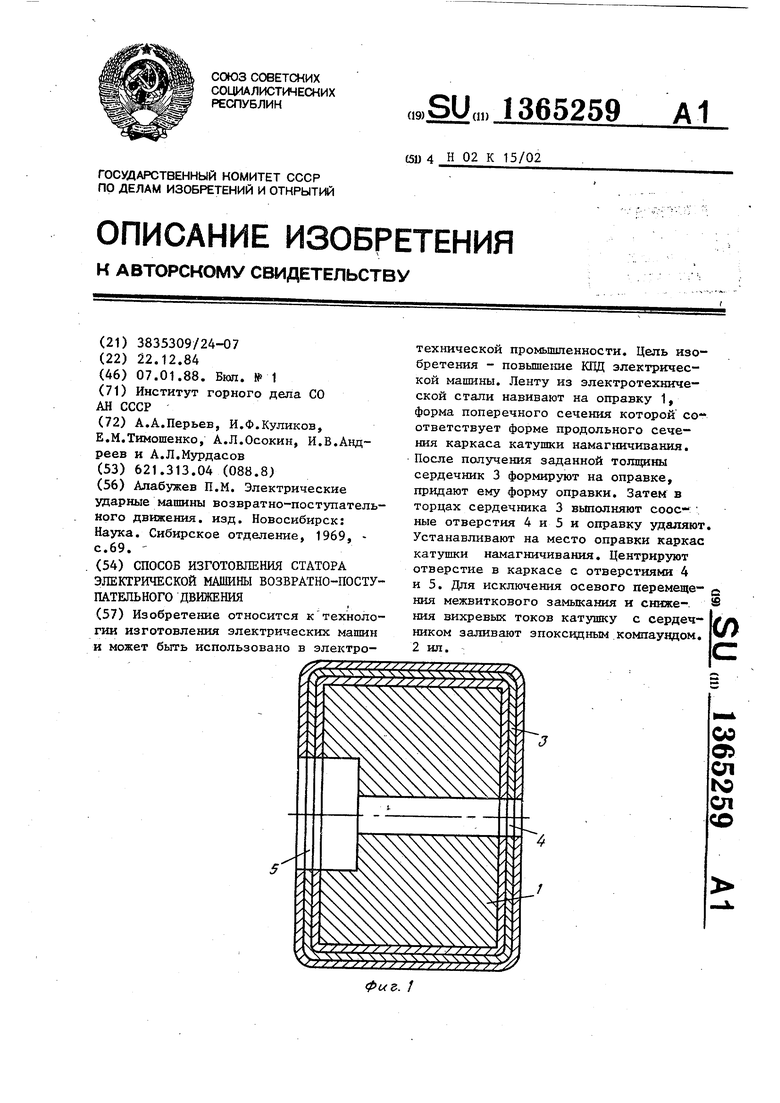
фиг. 1
Изобретение относится к технологии изготовления электрических машин и может быть использовано в электротехнической промьшшенности.
Цель изобретения - повьшение КПД электрической машины,
На фиг,1 - показан сердечник, на витьй на справкуI на фиг о 2 - электрическая машина со статором,
Статор изготавливак№ следующим образомо
Ленту из электротехнической стали навивают на оправку I, форма поперечного сечения которой соответствует форме продольного сечения каркаса катушки 2 намагничивания. После получения заданной толщины сердечник 3 формуют на оправке, придают ему форму оправки. Затем в торцах сердечника 3 выполняют соосные отверстия 4, и 5 и оправку 1 удаляют. После этого на место оправки 1 устанавливают каркас намагничивания с обмоткой 65 центрируют отверстие 7 в карка-25 ки намагничивания, перед удалением
се катушки с отверстиями 4 и 5. и для исключения осевого перемещения, меж- виткого замыка1-шя и снижения вихре- вых токов катушку с сердечником зали- и сердечника производят заливкой изо- вают эпоксиднь м компаундом, В корпусе 30 лирующим компаундом.
оправки в сердечнике выполняют отверстия, катушку устанавливают на место оправки, а взаимную фиксацию катушки
8 устанавливают катушку с сердечником, буферное устройство 9, боек 10 и закрепляют рабочий инструмент 11.
Формула изобретения
Способ изготовления статора электрической машины возвратно-поступаQ тельного движения, включающий изготовление катушки намагничивания с каркасом, изготовление сердечника с соосными отверстиями, установку ка тушки намагничивания в сердечник,
5 центрирование сердечника и катушки намагничивания и взаимную фиксацию сердечника и катушки намагничивания, отличающийся тем, что, с целью повьшения КПД электрической
0 машины, сердечник изготавливают навивкой ленты из магнитопроводного материала на оправку, форма поперечного сечения которой соответствует форме продольного сечения каркаса катуши сердечника производят заливкой изо- лирующим компаундом.
оправки в сердечнике выполняют отверстия, катушку устанавливают на место оправки, а взаимную фиксацию катушки
| Алабужев П.М | |||
| Электрические ударные машины возвратно-поступательного движения, изд | |||
| Новосибирск: Наука | |||
| Сибирское отделение, 1969, - с.69 |
