СО
О)
liCb
о го
фиксаторами 12, корпус матрицы - направляющими для перемещения бортов и расположенной под элементом виброплощадкой 14, а поджимной элемент и виброплощадка - клиновыми элементами, причем борта выполнены в виде двух
Г-образных элементов с отверстиями под конусные фиксаторы и снабжены кронштейнами с отверстиями для направляющих и клиньями, контактирующими с клиновыми элементами виброплощадки и поджимного элемента. 8 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формующий механизм пресс-автомата для изготовления изделий из бетонных смесей | 1984 |
|
SU1156910A1 |
| Инструмент для высокоскоростной штамповки | 1981 |
|
SU1016015A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2004 |
|
RU2285573C2 |
| Штамп для гибки штучных заготовок из листа | 1987 |
|
SU1442293A1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| Устройство для формования изделий из бетонных смесей | 1989 |
|
SU1759634A1 |
| Устройство для изготовления изделий из бетонных смесей | 1983 |
|
SU1151456A1 |
| Вибропресс для изготовления строительных конструкций | 1989 |
|
SU1669719A1 |
| Устройство для крепления штампов | 1987 |
|
SU1438905A1 |
| Устройство для выведения ползуна пресса из положения заклинивания | 1974 |
|
SU563306A1 |
Изобретение относится к производству изделий сборного бетона и железобетона. Формующий механизм пресс- автомата содержит верхнюю 1 и нижнюю 2 опорные плиты, соединенные между собой направляющими стойками 3, пуансон 4 с приводом 5 его вертикального перемещения и подштамповой плитой 6 с ограничителями 7 хода пуансона, матрицу 8 с формующим листом, поджимным элементом и приводными бортами. .Для упрощения конструкции, повьшения качества и снижения металлоемкости ограничители 7 снабжены конусными с 
1
Изобретение относится к производству изделий сборного бетона и железобетона.
Цель изобретения - упрощение конструкции, повышение качества и снижение металлоемкости.
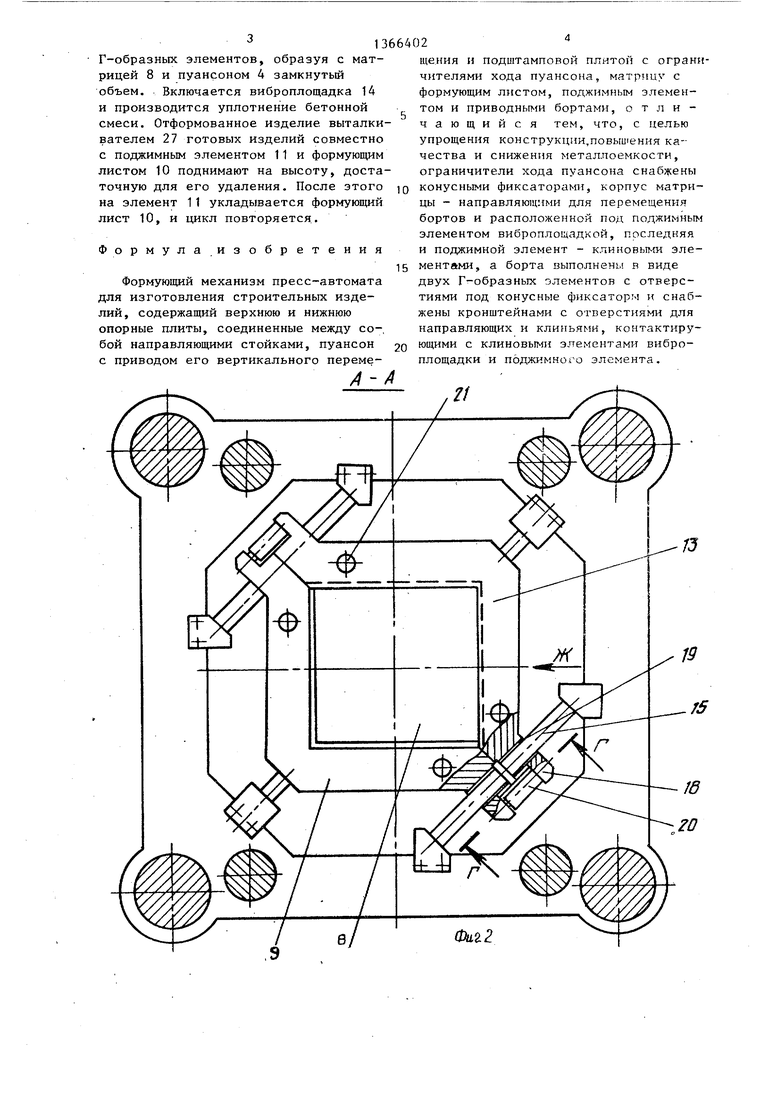
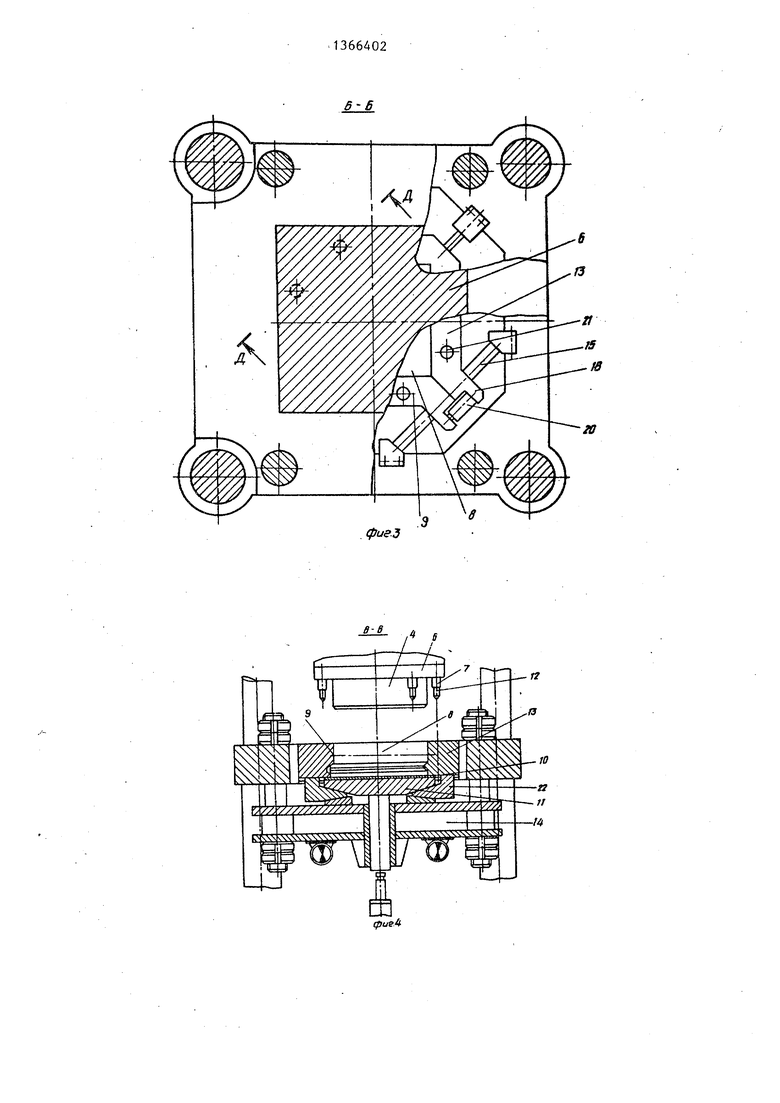
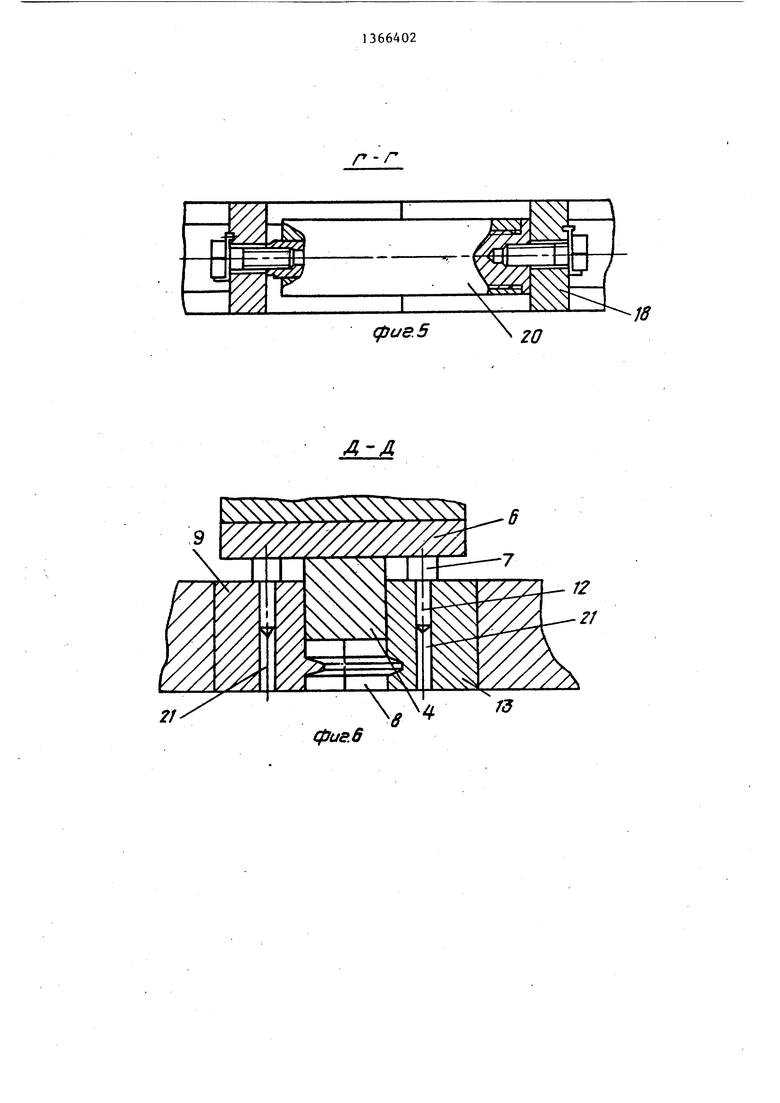
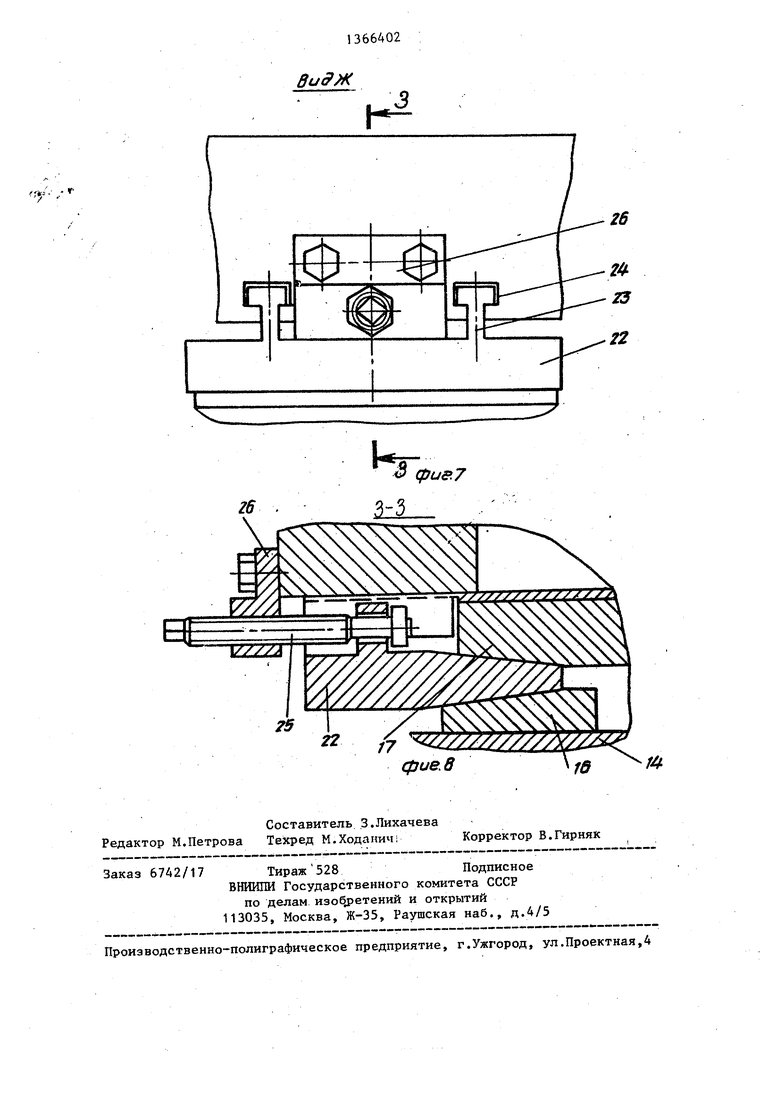
На фиг. 1 схематично изображен . формующий механизм пресс-автомата, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг. на фиг. 5 - разрез Г-Г на фиг. 2; на фиг. 6 - разрез Д-Д на фиг. 3; на фиг.7 - вид Ж на фиг. 2; на фиг. 8 - р азрез 3-3 на фиг. 7.
Формующий механизм пресс-автомата содержит верхнюю 1 и нижнюю 2 опорные плиты, соединенные направляющими стойками 3, пуансон 4 с приводом 5 его вертикального перемещения и под- штамповой плитой 6, имеющей ограничители 7 хода пуансона, матрицу 8 с формующим листом 10, поджимным элементом 1 1 и приводными бортами. Огра ничители 7 хода пуансона снабжены конусными фиксаторами 12, а приводные борта вьшолнёны в виде Г-образных элементов 9 и 13. Матрица 8 снаб
жена виброплощадкой 14, поджимным элементом 11 и направляющими 15 для перемещения бортов. Виброплощадка 14 и поджимной элемент Н снабжены клиновыми элементами 16 и 17. Борта 9 и 13 имеют на свободных концах кронштейны 18с отверстиями 19 для направляющих 15, снабженных приводом 20 для перемещения бортов по направляющим. Борта вьшолнены с отверстиями 21 для конусных фиксаторов 12 и снабжены клиньями 22, контактирующими с клиновыми элементами 16 и 17. Каждый клин 22 вьтолнен с направляю
0
с
Г
0
0
5
0
щими 23, а Г-образные элементы 9 и 13 - с гнездами 24 для установки направляющих 23. Каждый клин снабжен механизмом перемещения в виде винта 25 и гайки 26. Винт 25 шарнирно соединен с клином 22, а гайка 26 жестко прикреплена к соответствующему Г-об- разному элементу.
Формующий механизм работает следующим образом.
I
В начале формования пуансон 4 с
подштамповой плитби 6 пресс-автомата поднят приводом 5 в крайнее верхнее положение. Г-образные элементы 9 и 13 находятся в раздвинутом положении на направляющих 15. Порщневой элемент 11 поднят в верхнее положение выталкивателем 27 готовых изделий. На поджимной элемент 11 укладывают формую-- щий лист 10 и выталкивателем 27 опускают поджимной элемент 11 вместе с формующим листом 10 в нижнее положение. Г-образные элементы сдвигают по направляющим 15 приводом 20. При этом наклонная поверхность клиньев 22 контактирует с клиновым элементом 17, поджимает формующий лист к матрице 8, образуя замкнутую полость - форму. Кроме того, клинья 22 контактируют с клиновыми элементами 16, расклинивая форму и виброплощадку 14 и образуя единую колебательную систему.
В форму засыпают равномерно порцию, бетонной смеси,после чего включают привод 5 и подштамповая плита 6 с закреплен- ным на ней пуансоном 4, ограничителем 7 хода пуансона и конусные фиксаторы 12 перемещаются вниз. При перемещении последние входят в сквозные отверстия 21 бортов 9 и 13, цент- трируют матрицу 8 относительно пуансона 4 и запирают свободные концы
/t-/l
13
А-Б.
фие.З
в-в
гг
Д Д
21
фие.6
r-r
фие.5
7д
--/
гб .
25
17 /
фие.8
22
| ФОРМУЮЩИЙ МЕХАНИЗМ ВИБРАЦИОННОГО ПРЕСС- АВТОМАТА | 0 |
|
SU348359A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| ЭКБ ЦНИИСК им | |||
| Кучеренко Госстроя СССР. | |||
