Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки изделий преимущественно коробчатой формы из листовых заготовок.
Цель изобретения - расширение технологических возможностей за счет гибки деталей коробчатой формы за один ход пресса.
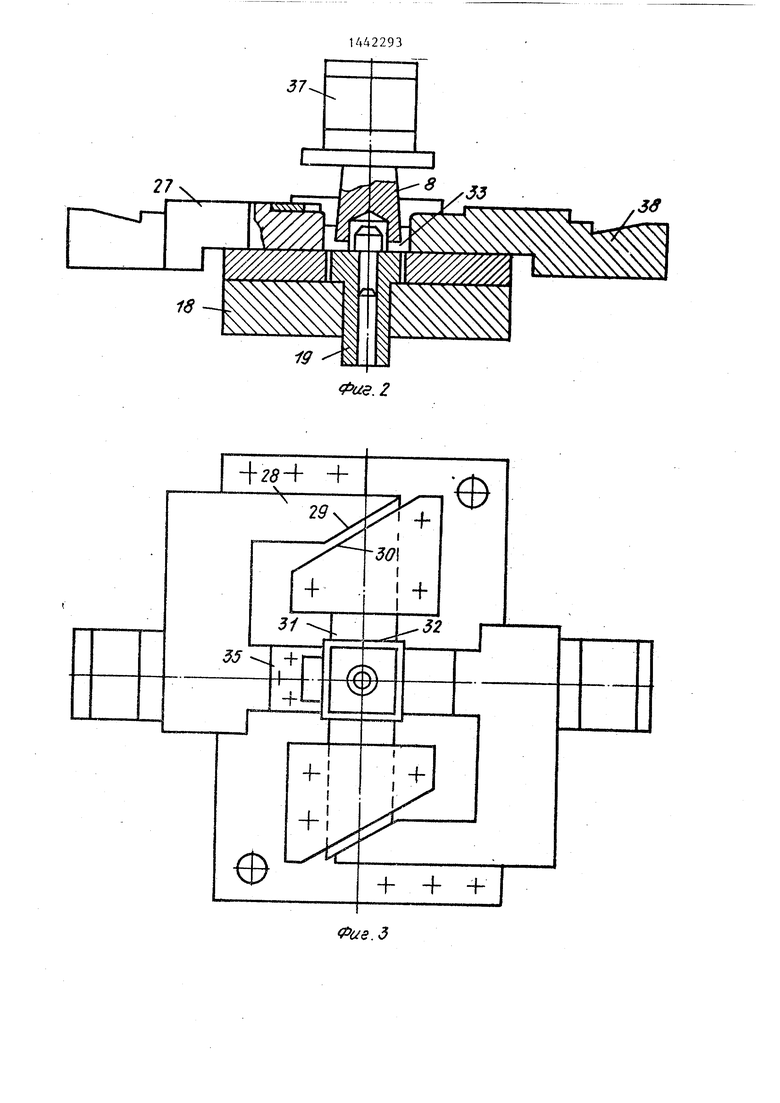
На фиг, 1 изображен штамп, общий вид; на фиг. 2 - сменный рабочий струмент, общий вид; на фиг. 3 - то же, вид сверху (верхний пуансон не показан); на фиг. 4 - то же, вид слева; на фиг. 5 - готовая деталь в трех проекциях.
Штамп для гибки штучных заготовок из листа содержит верхнюю t и нижнюю 2 плиты, соединенные колонками 3. На верх ней плите 1 закреплены приводные клинья 4 и обойма 5, в которой установлен подвижньй пуансонодержатель 6 с хвостовиком 7 и верхним пуансоном 8, Подвнжньш пуансонодержатель 6 подпружинен што.ком 9 пневматического буфе ра 10 посредством связи хвостовика 7 с опорным торцом 11 на пуансонодержа- теле с осевым отверстием 12 штока.
Пневматический буфер 10 закреплен на верхней плите 1 сверху и имеет во фланце 13 14 отверстия 15 для крепления к- ползуну пресса. На ниж« ней плите 2 установлена на фиксаторах 16 отверстиями 17 опорная плита 18 с прижимом-выталкивателем 19, подпружиненным торцом штока 20 пневматического буфера 21, ввернутого по резьбе в нижнюю плиту снизу. На нижней плите 2 также установлены салазки 22, взаимодействующие с приводными клиньями 4, возвратными пружинами 23 и контактирующие с регулировочными упорами 24. Салазки 22 перемещаются в направ ляюш х 25 и имеют пуансоно- держатели 26 с боковыми пуансонами 27, вьгаолненными с Г-образными выступами 28 и клиновыми скосами 29 на их концах, взаимодействующими с ответны- Mii скосами 30 дополнительных пуансонов 31, смонтрированных на опорной плите 18 с возможностью перемещения в направлении, перпендикулярном направлению перемещения боковых пуансонов 27. Рабочие торцы 32 боковых пуансонов 27 и дополнительных пуансонов 31, а также обршденные к ним поверхности верхнего пуансона 8 выполнены с уклон(м, компенсирующим рас
O
5
0
5
0
5
0
45
50
5
пружинивание готовых деталей 33. Дополнительные пуансоны 31 оснащены пружинами возврата 34, установленными в опорной плите 18. Регулиро- йочные упоры 24 предназначены дпя регулирования положения трафаретов 35, расположенных на боковых пуансонах 27 и фиксирующих заготовку. Пуан- сонодержатели 6 и 26 имеют гнезда 36 прямоугольного сечения, в которые установлены посадочные концы 37 и 38 пуансонов 8 и 27. В обойме 5 и пуан- сонодержателе 6 вьтолнены соосно от верстия 39 под цилиндрические штьфи 40. На опорной плите 18 установлены противоотжимы 41 для Г-образных выступов.
Штамп работает следующим о бразом.
Заготовка укладывается на прижим- выталкиватель 19 и фиксируется трафаретом 35 на боковом пуансоне 27. В начале рабочего хода штампа верхний пуансон 8 прижимает заготовку к прижиму-выталкивателю 19 и производит ее предварительную гибку под действием усилия пневматического буфера 10 на пуансонодержатель 6 по разведенным рабочим торцам 32 боковых 27 и дополнительных 31 пуансонов и останавливается благодаря ограничению хода плечиками прижима-выталкивателя 19, пружинению сжатого воздуха в полости 42 и вытеснению его в рессивер. Затем под действием приводных клиньев 4 боковые пуансоны 27 со скосами 29 на Г-образных выступах 28, взаимодействующими со скосами 30 пуансонов 31, осуществляют одновременную окончательную гибку детали 33 с четырех сторон торцами 32 боковых 27 и дополнительных 31 пуансонов по верхнему пуансону 8. Величина угла уклонов пуансонов 8, 27 и 31 рассчитывается при конструирования, уточняется в процессе отладки инструмента и должна обеспечивать распрз жинивание согнутьк бортов детали до угла 90 , что гарантирует свободное снятие готовых деталей 53 с верхнего пуан- сона 8. Усилие буфера 10 больше усиг ЛИЯ буфера 21 в сумме с усилием предварительной гибки, что обеспечивает предварительную гибку детали 33 с опусканием прижима-выталкивателя 19 вниз. При холостом ходе салазки
22под действием возвратных пружин
23отводятся до регулировочных упо- ров 24, пуансонодержатель 6 с верх «
ним пуансоном 8 выталкивается штоком 9 из обоймы 5 до исходного положения и поднимается вверх, а прижим-вытал- 1киватель 19 под действием штока 20, поднимается до крайнего верхнего положения. Деталь 33 снимается с верхнего пуансона 8 или удаляется с прижима-выталкивателя 19. При использовании штампа для гибки деталей простой конфигурации или требующих усилий гибки, больших усилий пневматического буфера 10, т.е. бе з использования боковых пуансонбв 27 при
на верхней плите приводные клинья и подпружиненный пуансонодержатель с верхним пуансоном, установленные на нижней плите с возможностью взаимодействия с приводными клиньями салазки с пуансонодержателями, несущими боковые пуансоны, связанные с возвратными пружинами, а также опорную плиту с отверстием для размещег ния прижима-выталкивателя, установленного на упругом основании, отличающийся тем, что, с целью расширения технологических воз

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок из листа и проволоки | 1984 |
|
SU1205968A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для гибки штучных заготовок | 1982 |
|
SU1060273A2 |
| Штамп для гибки штучных заготовок | 1984 |
|
SU1247123A1 |
| Штамп для реверсивной вырубки-пробивки | 1990 |
|
SU1761346A1 |
| Штамп последовательного действия | 1989 |
|
SU1606238A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |

Изобретение относится к обработке металлов давлением, в частности к оснастке для гибки изделий, преимущественно коробчатой формы из листовых заготовок; Цель изобретения - расширения технологических возможностей за за счет гибки деталей коробчатой формы за один ход пресса. Штамп со . держит закрепленные на верхней .плите верхний пуансон (П) и приводные клинья, а также смонтрированные на нижней плите боковые П с Г-образными выступами, установленные с возможч;.- . ностью взаимодействия с- размещенными на опорной плите дополнительными П. Обращенные одна к другой поверхности концов выступов и дополнительных П вьшолнены с клиновыми скосами. В процессе гибки под действием верхнего П осуществляется предварительное формообразование детали с Леремеще, ниек внизггрижима-вытапкивателя при разведенных боковыхи дополнительных П. Окончательная гибка выполняется под действием приводных клиньев при сов § местном перемещении боковых и допол- нительных П по направлению к верхне-. J му П. 5 ил.
открытом положении штампа, когда под- 15 можностей за счет гибки деталей ко вижный пуансонодержатель 6 под деист- робчатой формы за один ход пресса, вием буфера 10 вьщвинут из обоймы 5, в отверстия 39 вводят цилиндрические штыри 40, а салазки 22 регулировочными
20
упорами 24 отводят от приводных клиньев 4.
Конструкция штампа расширяет тех-« нологические возможности, а также позволяет совместить операции гибки и калибровки изделий из листовых заголовок. Формула изобретения
Штамп для гибки штучных заготовок из листа, содержащий закрепленные
он снабжен установленной на опорной плите с возможностью взаимодействия с боковыми пуансонами парой допопни- тельных подпружиненных пуансонов, размещенных друг против друга с возможностью перемещения в направлении, перпендикулярном направлению перемещения боковых пуансонов, причем 25 последние вьшоЛнены с Г-образными выступами и клиновыми скосами на их концах, а обращенные к ним поверхности дополнительных пуансонов выполнены с ответными скосами.
23 f
можностей за счет гибки деталей ко робчатой формы за один ход пресса,
он снабжен установленной на опорной плите с возможностью взаимодействия с боковыми пуансонами парой допопни- тельных подпружиненных пуансонов, размещенных друг против друга с возможностью перемещения в направлении, перпендикулярном направлению перемещения боковых пуансонов, причем последние вьшоЛнены с Г-образными выступами и клиновыми скосами на их концах, а обращенные к ним поверхности дополнительных пуансонов выполнены с ответными скосами.
а
id
Фие.2
36
Фае.д
f/TA
1//Л
Фие. У
Фие. J
| Штамп для гибки штучных заготовок из листа и проволоки | 1985 |
|
SU1279706A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
