Изобретение относится к обработке металлов давлением, в частности к оборудованию для гофрирования длинномерного листового материала, и может быть применено в области машиностроения.
Известно устройство для изготовления гофрированных изделий с промежуточными плоскими участками из ленты, содержащее последовательно размещённые в направлении подачи ленты узел гофрирования, выполненный в виде верхних и нижних инструментов, связанных с приводами их возвратно-поступательного перемещения в направлении, перпендикулярном направлению подачи лент, и выполненных с рабочими поверхностями в виде сопряжённых клиновых зубьев с высотой, равной высоте изготавливаемых гофров, и плоских участков с шириной, соответствующей ширине плоских участков на изделии, а также узел сжатия гофров, выполненный в виде неподвижной опорной пластины и фиксирующего гофры механизма, установленного с возможностью перемещения перпендикулярно направлению подачи ленты, устройство также снабжено узлом резки, кинематически связанным с узлами гофрирования и осадки и размещённым между ними, узел сжатия гофров снабжён ползуном, установленным с возможностей взаимодействия с гофрированной лентой и подающими роликами, а фиксирующий гофры механизм выполнен в виде корпуса, размещённых в нём одна в другой П-образных пластин с продольными пазами в боковых полках и двух упоров, закреплённых на ползуне и размещённых в продольных пазах пластин, где приводы верхних и нижних инструментов узла гофрирования выполнены каждый в виде кулачкового барабана, связанного с электродвигателем.
Описание к а.с. СССР №1118454, МКИ 3 B 21 D 13/10, от 09.03.83 г., опубликованное в бюл. №38, 1984 г. "Устройство для изготовления гофрированнах изделий", авт. Ю.Н.Заруднев, А.В. Егоркин, Э.И.Авраменко, Е.Ф.Зденко, Л.Н.Заруднева (аналог).
Недостатки: невозможно изготовить панели сложной формы, например с выпуклостями по стенкам профиля.
Наиболее близким техническим решением из известных является описание к патенту СССР №452945, МПК B 21 D 13/10 от 25.08.72 г., опубликованное в Бюллетене №45 от 05.12.74 г. "Устройство для гофрирования металлической ленты", авт. Эдгар Вайб ван. Дийк (прототип), содержащее зажимы, установленные с возможностью встречного перемещения в плоскости ленты, ограничитель хода зажимов и гибочный пуансон, снабженное прижимом, размещённым между зажимами и имеющим возможность перемещения перпендикулярно плоскости ленты, и оправкой, имеющей возможность перемещения поперёк ленты.
Недостатки: невозможность получения профилей сложной формы, например с выпуклостями по стенкам профиля.
Технический результат: получение гофров сложной формы осуществляется за счет того, что устройство для гофрирования металлической ленты, содержащее верхнюю и нижнюю плиты, прижимы, установленные с возможностью встречного перемещения в плоскости металлической ленты, гибочный пуансон, снабжено подштамповой плитой с расположенными в ней подпружиненными пружинами фиксаторами, полуматрицами, с пазами, клиньями, закрепленными на верхней плите с возможностью контактирования с полуматрицами, съемниками, установленными на верхней плите с возможностью вертикального перемещения в пазах полуматриц, П-образными кронштейнами, закрепленными на верхней плите, качалками, шарнирно установленными на подштамповой плите и взаимодействующими с указанными подпружиненными фиксаторами, а также клинышками, установленными на П-образных кронштейнах ниже рабочих поверхностей полуматриц по их оси симметрии с возможностью контактирования с качалками, рабочая поверхность гибочного пуансона выполнена в виде зигзагообразного профиля с зигами под углом к горизонтальной плоскости, а рабочие поверхности полуматриц выполнены по форме продольных вертикальных половинок указанного зигзагообразного профиля, зиги которых в сомкнутом состоянии расположены относительно друг друга в шахматном порядке, при этом для фиксирования полученного гофра после передвижения металлической ленты на одной из полуматриц выполнены продольные выступы с наклонными гранями, один из которых имеет рабочую поверхность, контактирующую с рабочей поверхностью гибочного пуансона.
Рабочие поверхности гибочного пуансона выполнены в виде зигзагообразного профиля с зигами под углом к горизонтальной плоскости, а рабочие поверхности полуматриц выполнены по форме продольных вертикальных половинок указанного зигзагообразного профиля, зиги которых в сомкнутом состоянии расположены относительно друг друга в шахматном порядке.
Расположение зигов под углом к горизонтальной плоскости позволяет получать рельефы в стенках гофра с большей глубиной, где с уменьшением угла наклона зигов увеличивается длина зига и, соответственно, увеличивается длина растягиваемых волокон материала, что дает возможность получения гофров сложной формы.
Для фиксирования полученного гофра после передвижения металлической ленты на одной из полуматриц выполнены продольные выступы с наклонными гранями, один из которых имеет рабочую поверхность, контактирующую с рабочей поверхностью гибочного пуансона, что дает возможность фиксации заготовки при перемещении ее на шаг. Такое изготовление гофрированных деталей с глубоким рельефом в боковых стенках дает возможность получения более эффективного заполнителя в звукопоглощающих панелях, например, для авиационных двигателей.
На фиг.1 изображено устройство, вид спереди;
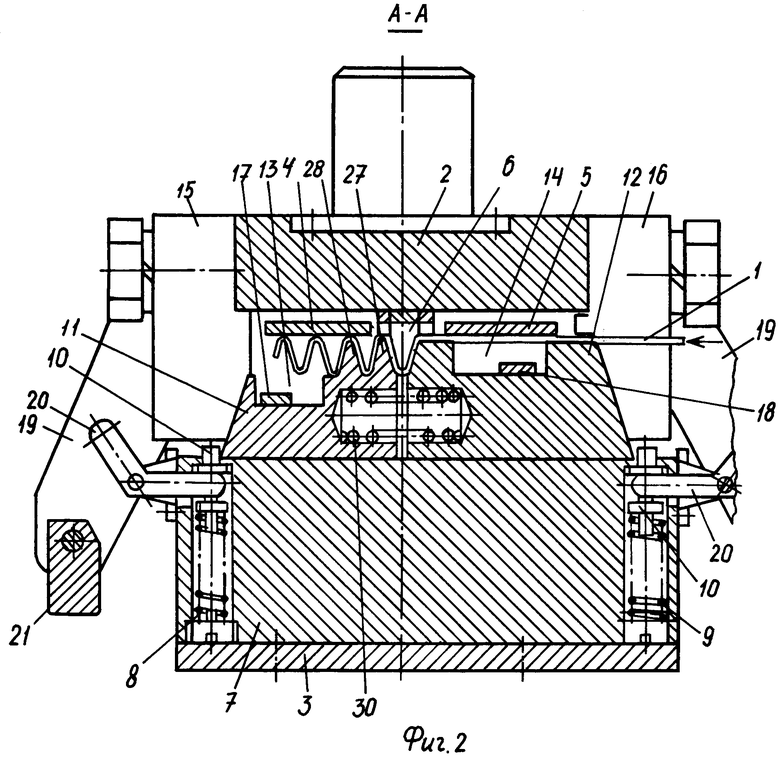
на фиг.2 - вид устройства в разрезе по А-А на фиг.1;
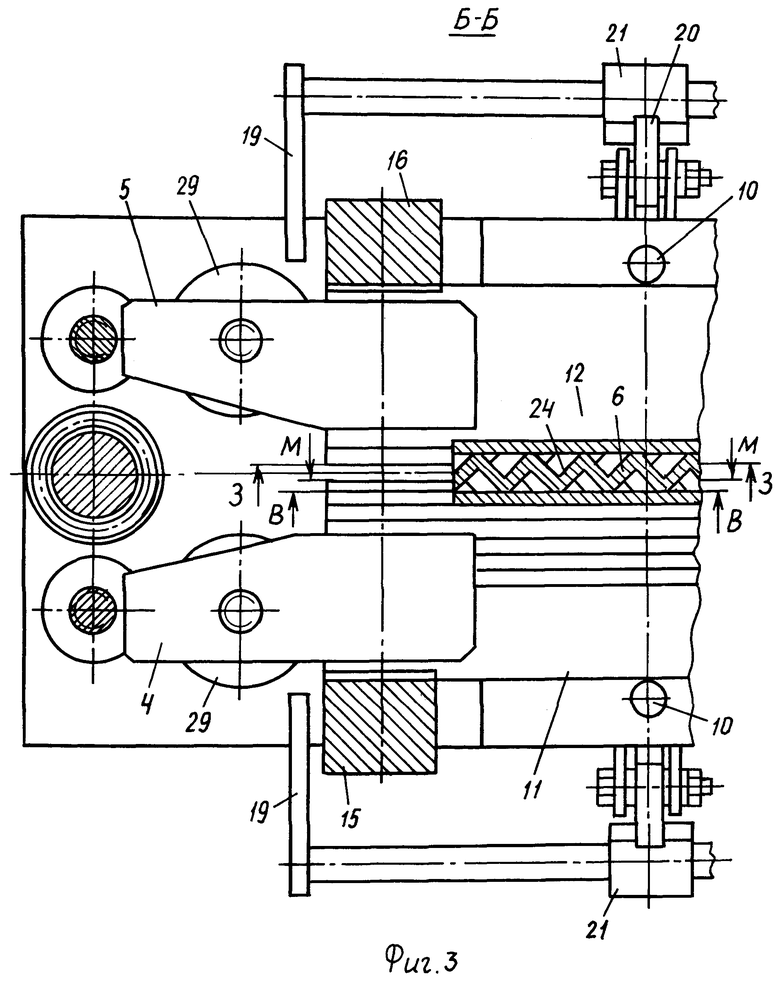
на фиг.3 - вид устройства в разрезе Б-Б на фиг.1,
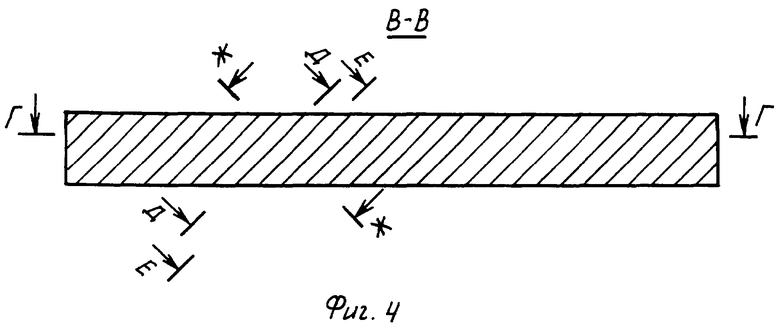
На фиг.4 - изображен гибочный пуансон в разрезе по В-В на фиг.3;
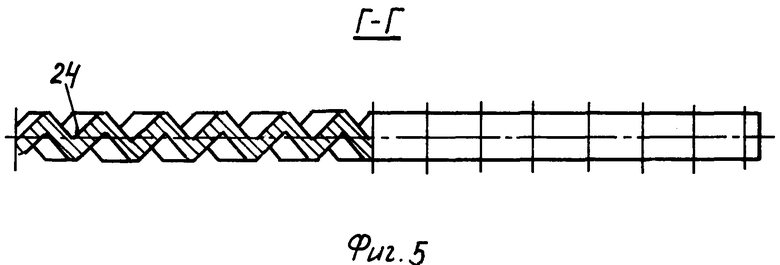
на фиг.5 - разрез гибочного пуансона по Г-Г на фиг.4;
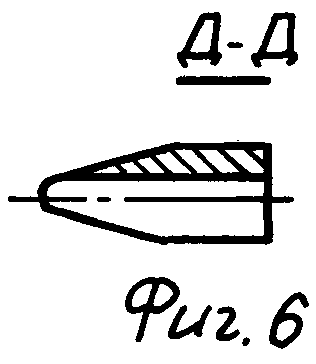
на фиг.6 - разрез гибочного пуансона по Д-Д на фиг.4;
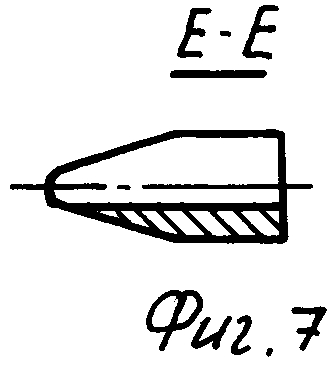
на фиг.7 - разрез гибочного пуансона по Е-Е на фиг.4;
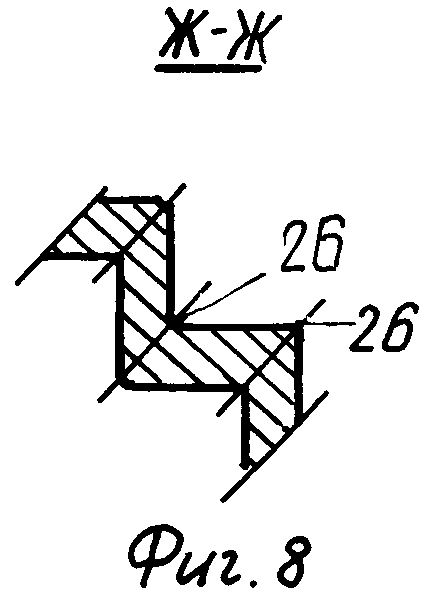
на фиг.8 - разрез гибочного пуансона по Ж-Ж на фиг. 4;
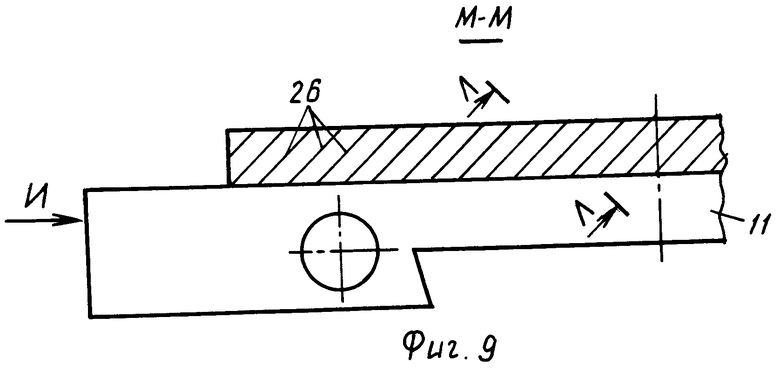
на фиг.9 - разрез полуматрицы 11 по М-М на фиг.3;
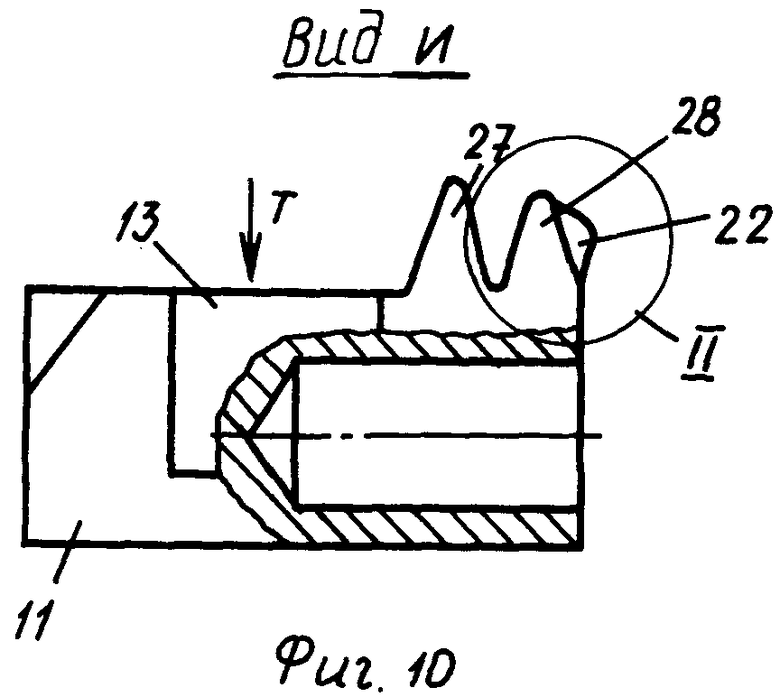
на фиг.10 - вид И на полуматрицу на фиг.9;
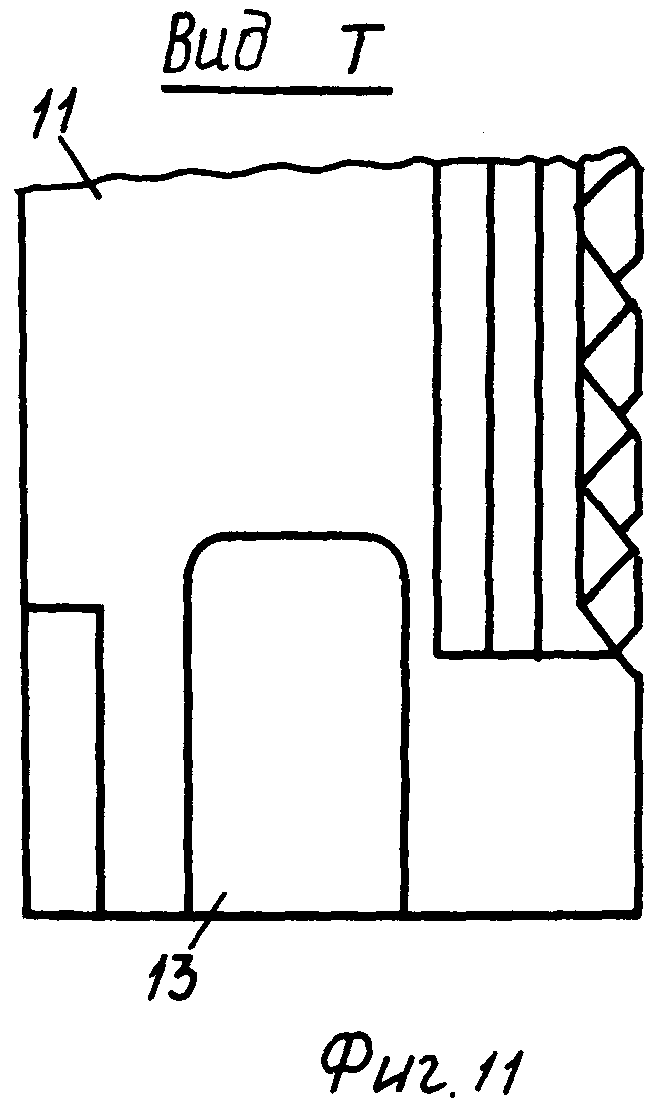
на фиг.11 - вид Т на полуматрицу на фиг.10;
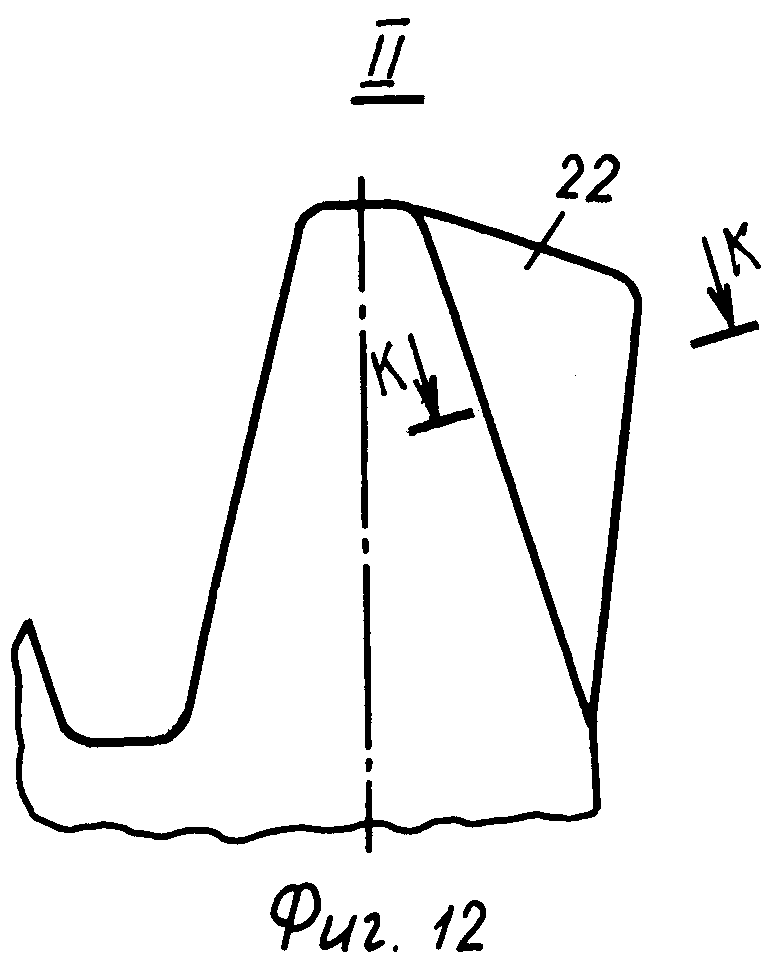
на фиг.12 - узел II в увеличенном масштабе на фиг.10;
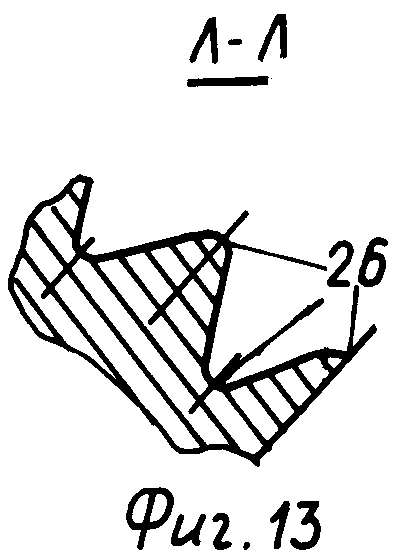
на фиг.13 - разрез полуматрицы по Л-Л на фиг.9;
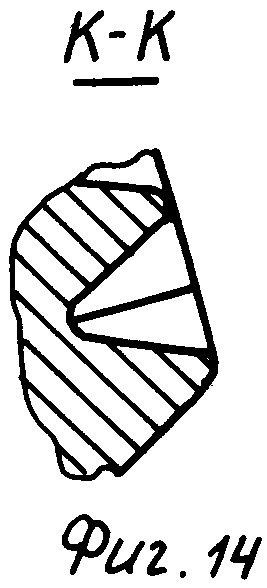
на фиг.14 - разрез полуматрицы по зигу по К-К на фиг.12;
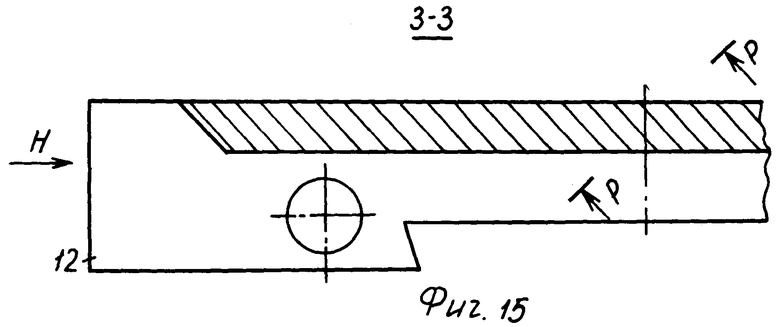
на фиг.15 - разрез полуматрицы 12 по З-З на фиг.3;
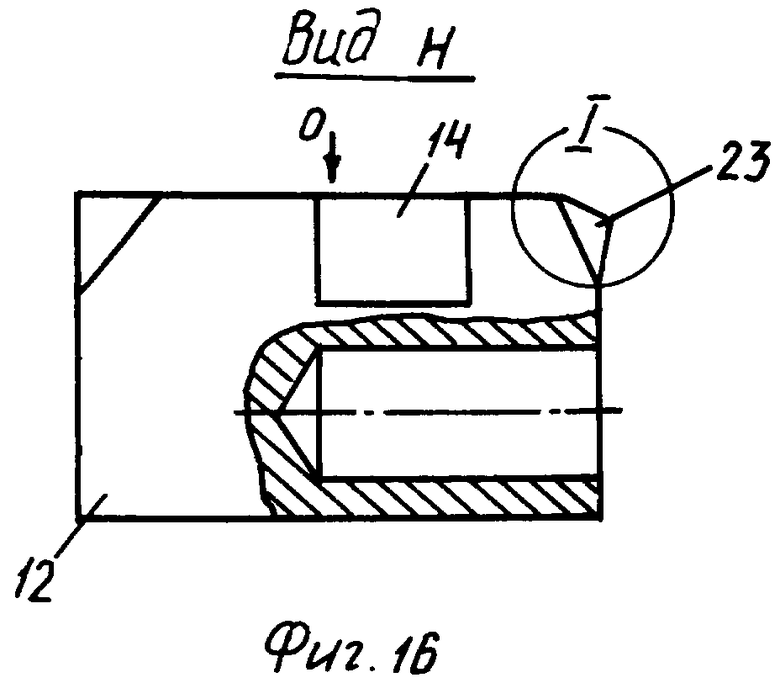
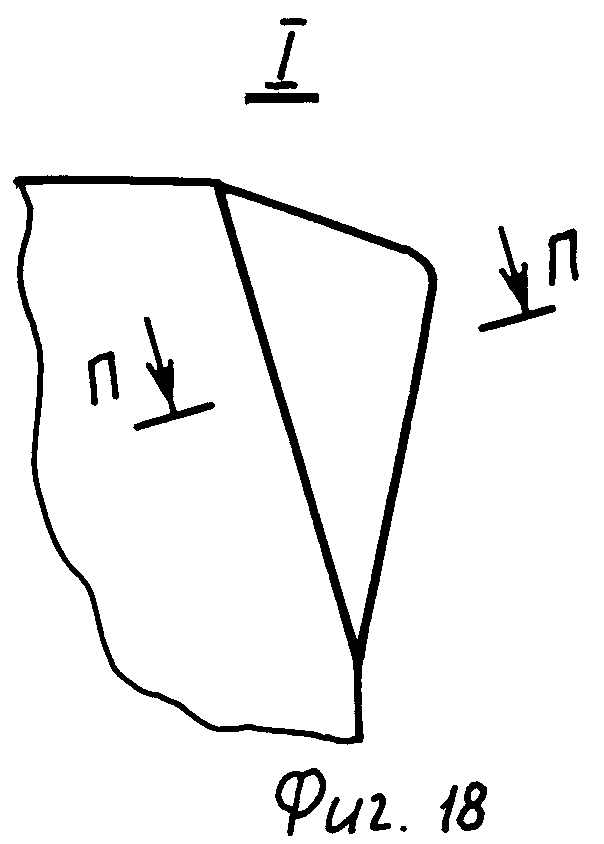
на фиг.16 - вид Н на полуматрицу на фиг.15;
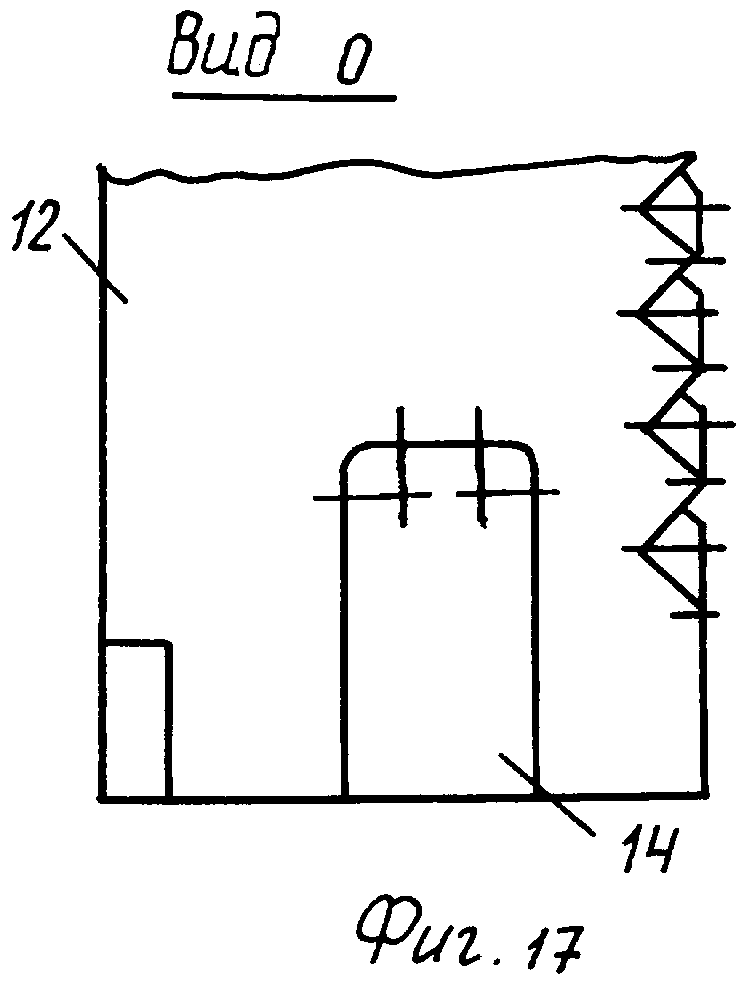
на фиг.17 - вид О на полуматрицу на фиг.16;
на фиг.18 - узел I в увеличенном масштабе на фиг.16;
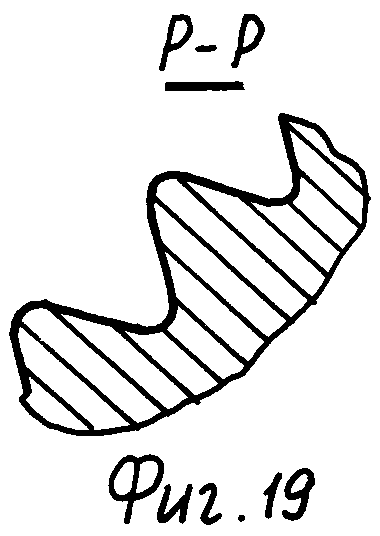
на фиг.19 - разрез полуматрицы Р-Р на фиг.15;
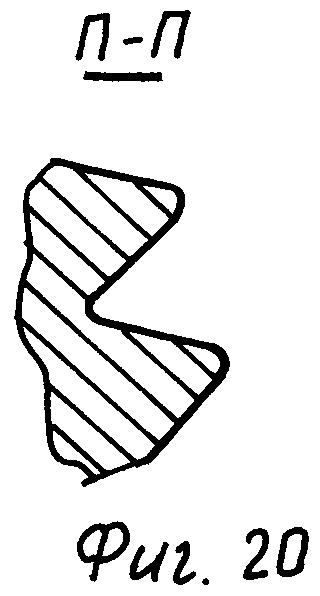
на фиг.20 - разрез полуматрицы по зигу по П-П на фиг.18.
Статика
Устройство для гофрирования металлической ленты 1, содержащее верхнюю и нижнюю плиты 2, 3, прижимы 4, 5, установленные с возможностью встречного перемещения в плоскости металлической ленты 1, гибочный пуансон 6, снабжено подштамповой плитой 7 с расположенными в ней подпружиненными (пружинами 8, 9) фиксаторами 10, полуматрицами 11, 12 с пазами 13, 14, клиньями 15, 16, закрепленными на верхней плите 2 с возможностью контактирования с полуматрицами 11, 12, съемниками 17, 18, установленными на верхней плите 2 с возможностью вертикального перемещения в пазах 13, 14 полуматриц 11, 12, П-образными кронштейнами 19, закрепленными на верхней плите 2, качалками 20, шарнирно установленными на подштамповой плите 7 и взаимодействующими с указанными подпружиненными фиксаторами 10, а также клинышками 21, установленными на П-образных кронштейнах 19 ниже рабочих поверхностей 22, 23 полуматриц 11, 12 по их оси симметрии, с возможностью контактирования с качалками 20, рабочая поверхность 24 гибочного пуансона 6 выполнена в виде зигзагообразного профиля 25 с зигами 26 под углом к горизонтальной плоскости, а рабочие поверхности 22, 23 полуматриц 11, 12 выполнены по форме продольных вертикальных половинок указанного зигзагообразного профиля 25, зиги 26 которых в сомкнутом состоянии расположены относительно друг друга в шахматном порядке, при этом для фиксирования полученного гофра после передвижения металлической ленты 1 на одной из полуматриц 11 (фиг. 10) выполнены продольные выступы 27, 28 с наклонными гранями, один из которых имеет рабочую поверхность 22 (фиг. 10), контактирующую с рабочей поверхностью 24 гибочного пуансона 6, прижимы 4 и 5 под воздействием гаек 29, закрепленных на плите 2, поднимаются, под действием пружины 30 полуматрицы раздвигаются, смещаясь в исходное положение.
Работа устройства
В исходном положении гибочный пуансон 6 с верхней плитой 2 и связанными с ней клиньями 15, 16, П-образными кронштейнами 19 с клинышками 21, съемниками 17, 18 находится в верхнем положении. Прижимы 4 и 5 под воздействием гаек 29 также подняты вверх, позволяя подавать металлическую ленту 1 в зону штамповки.
Производится подача металлической ленты 1 в зону штамповки на шаг, равный длине гофра в поперечном сечении в развертке.
При ходе вниз верхней плиты 2 вместе с другими связанными с ней деталями: клиньями 15, 16, П-образными кронштейнами 19, клинышками 21, съемниками 17, 18, гайками 29, прижимами 4 и 5 опускаются и прижимают металлическую ленту 1 к полуматрицам 11, 12, гибочный пуансон 6 подходит к металлической ленте 1 и касается ее, а клинья 15, 16 входят в контакт с полуматрицами 11, 12. При дальнейшем перемещении гибочного пуансона 6 клинья 15, 16 смещают полуматрицы 11, 12 с прижатой к ним металлической лентой 1 (заготовкой) к гибочному пуансону 6, позволяя деформировать ее практически без растяжения материала. Вместе с этим в устройстве предусматривается небольшое натяжение металлической ленты 1 (0,2...0,5%) с целью более четкого оформления гофра в конечной стадии штамповки.
Это обеспечивается путем задержки смещения полуматриц 11 и 1 2 за счет корректировки угла наклона в клиньях 15, 16 и полуматриц 11, 12.
При перемещении полуматриц 11, 12 к пуансону 6 одновременно штампуется (вдавливается) рельеф, в данном случае - зиги 26 в боковых стенках металлической ленты 1 (заготовки).
При ходе верхней плиты 2 вниз вместе с ней опускаются П-образные кронштейны 19 с клинышками 21, освобождая качалки 20, которые под действием пружин 8, 9 выталкивают фиксаторы 10, стопорящие полуматрицы 11, 12 в момент окончания штамповки, то есть при смыкании полуматриц 11, 12 с гибочным пуансоном 6.
При возвратном ходе верхней плиты 2 гибочный пуансон 6, поднимаясь, выводится из зацепления с гофром в металлической ленте 1, гайки 29 поднимают прижимы 4 и 5, освобождая металлическую ленту 1, а клинышки 21 надавливают на качалки 20, которые утапливают фиксаторы 10, и подпружиненные пружиной 30 полуматрицы 11, 12 раздвигаются, смещаясь в исходное положение. При дальнейшем ходе верхней плиты 2 вверх, гайки 29 поднимают прижимы 4 и 5 на высоту, превышающую высоту продольного выступа 27 в виде гофра, освобождая металлическую ленту 1 с отштампованным первым гофром. Производится принудительное перемещение металлической ленты 1 на шаг. Далее циклы штамповки повторяются.
При этом перемещение металлической ленты 1 на шаг будет производиться уже автоматически при возврате полуматрицы 11 в исходное положение за счет зацепления отштампованного гофра с продольным выступом 27 полуматрицы 11.
Рабочая поверхность 24 (фиг.3, 5) гибочного пуансона 6 выполнена в виде зигзагообразного профиля с зигами 26 (фиг.8) под углом к горизонтальной плоскости, а рабочие поверхности 22, 23 (фиг.10, 16) полуматриц 11, 12 выполнены по форме продольных вертикальных половинок указанного зигзагообразного профиля гибочного пуансона 6, который также выполнен в виде зигзагообразного профиля.
За счет такой конструкции можно штамповать рельеф с большей глубиной, так как с уменьшением угла наклона зигов 26 в горизонтальной плоскости увеличивается длина зига 26 и, соответственно, увеличивается длина растягиваемых волокон материала. Зиги 26 полуматриц 11, 12 в сомкнутом состоянии расположены относительно друг друга в шахматном порядке, что дает возможность штамповать рельеф в металлической ленте 1 без встречного наталкивания зигов 26 друг на друга.
Для фиксирования полученного гофра после передвижения металлической ленты 1 на одной из полуматриц (полуматрица 11 фиг.10) выполнены продольные выступы 27, 28 с наклонными гранями, один из которых 28 имеет рабочую поверхность 22, контактирующую с рабочей поверхностью 24 гибочного пуансона 6.
Продольные выступы 27, 28 (фиг.10) служат для фиксации металлической ленты 1 во время работы устройства путем фиксирования отштампованного гофра между ними после передвижения металлической ленты 1 на шаг перед каждым циклом штамповки.
Устройство снабжено подштампованной плитой 7 с расположенными в ней подпружиненными (пружинами 8, 9) фиксаторами 10, полуматрицами 11, 12 с пазами 13, 14, клиньями 15, 16, закрепленными на верхней плите 2 с возможностью контактирования с полуматрицами 11, 12, съемниками 17, 18, установленными на верхней плите 2 с возможностью перемещения в пазах 13, 14 полуматриц 11, 12, П-образными кронштейнами 19, закрепленными на верхней плите 2, качалками 20, шарнирно установленными на подштамповой плите 7 и взаимодействующими с указанными подпружиненными фиксаторами 10, а также клинышками 21, установленными на П-образных кронштейнах 19 ниже рабочих поверхностей 22, 23 полуматриц 11, 12 по их оси симметрии с возможностью контактирования с качалками 20 посредством скошенных под угол поверхностей при их соприкосновении друг с другом.
Качалки 20 шарнирно установлены на подштамповой плите 7 и подпружинены пружинами 8, 9, надетыми на фиксаторы 10. Съемники 17, 18, закрепленные на верхней плите 2, вертикально перемещаются в пазах 13, 14 полуматриц 11, 12, поднимая или опуская металлическую ленту 1 в момент работы устройства.
Подштамповая плита 7 установлена на нижней плите 3.
Технико-экономические показатели по сравнению с прототипом: появляется возможность изготовления длинномерных гофрированных лент с боковым рельефом в стенках и увеличивается производительность в 1,1-1,2 раза.
Обозначения на чертежах:
1 - металлическая лента (заготовка)
2 - верхняя плита
3 - нижняя плита
4 - прижим
5 - прижим
6 - гибочный пуансон
7 - подштамповая плита
8 - пружина
9 - пружина
10 - подпружиненный фиксатор
11 - полуматрица
12 - полуматрица
13 - паз в полуматрице 11
14 - паз в полуматрице 12
15 - клин
16 - клин
17 - съемник полуматрицы 11
18 - съемник полуматрицы 12
19 - П-образный кронштейн
20 - качалки
21 - клинышки
22 - рабочая поверхность полуматрицы 11
23 - рабочая поверхность полуматрицы 12
24 - рабочая поверхность гибочного пуансона 6
25 - зигзагообразный профиль
26 - зиги
27 - продольный выступ
28 - продольный выступ
29 - гайка
30 - пружина
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2617584C2 |
| Устройство для изготовления зигзаго-ОбРАзНыХ дЕТАлЕй | 1978 |
|
SU829259A1 |
| Установка для гофрирования труб | 1973 |
|
SU494212A1 |
| Штамп для безоблойной штамповки | 1981 |
|
SU1038046A1 |
| Устройство для изготовления оболочек с продольными гофрами | 2024 |
|
RU2836372C1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Устройство для изготовления спиралей | 1983 |
|
SU1080901A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Гибочный штамп | 1979 |
|
SU852409A1 |
Изобретение относится к обработке металлов давлением. Устройство содержит верхнюю и нижнюю плиты, прижимы, установленные с возможностью встречного перемещения в плоскости металлической ленты, гибочный пуансон. Устройство снабжено подштамповой плитой с подпружиненными фиксаторами, полуматрицами с пазами, клиньями, закрепленными на верхней плите с возможностью контактирования с полуматрицами, съемниками, установленными на верхней плите с возможностью вертикального перемещения в пазах полуматриц, П-образными кронштейнами, закрепленными на верхней плите, качалками, шарнирно установленными на подштамповой плите и взаимодействующими с указанными подпружиненными фиксаторами, а также клинышками, установленными на П-образных кронштейнах ниже рабочих поверхностей полуматриц по их оси симметрии с возможностью контактирования с качалками. Рабочая поверхность гибочного пуансона выполнена в виде зигзагообразного профиля с зигами под углом к горизонтальной плоскости. Рабочие поверхности полуматриц выполнены по форме продольных вертикальных половинок указанного зигзагообразного профиля, зиги которых в сомкнутом состоянии расположены относительно друг друга в шахматном порядке. Для фиксирования полученного гофра после передвижения металлической ленты на одной из полуматриц выполнены продольные выступы с наклонными гранями, один из которых имеет рабочую поверхность, контактирующую с рабочей поверхностью гибочного пуансона. Получают гофры сложной формы. 20 ил.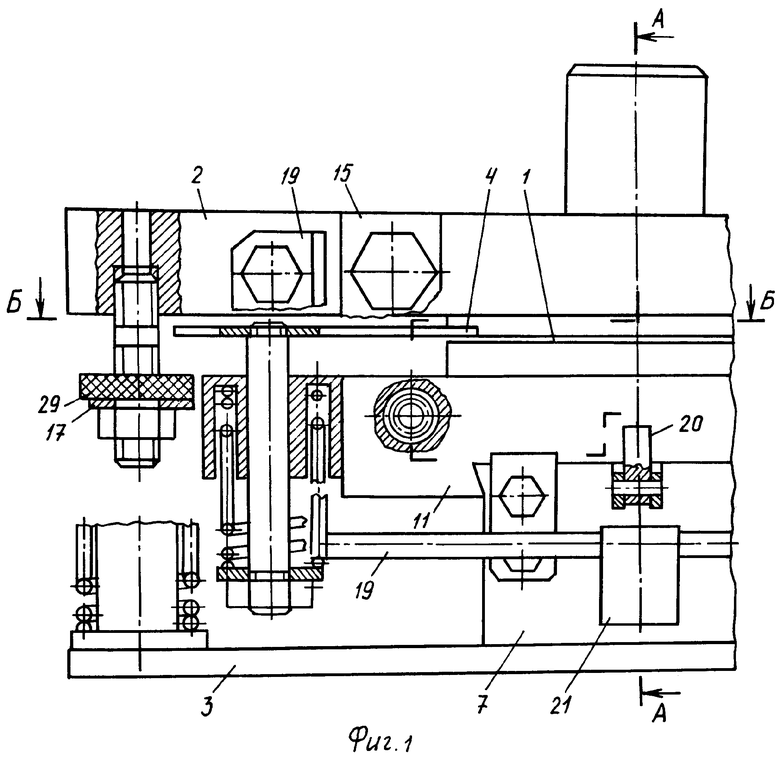
Устройство для гофрирования металлической ленты, содержащее верхнюю и нижнюю плиты, прижимы, установленные с возможностью встречного перемещения в плоскости металлической ленты, гибочный пуансон, отличающееся тем, что оно снабжено подштамповой плитой с расположенными в ней подпружиненными фиксаторами, полуматрицами с пазами, клиньями, закрепленными на верхней плите с возможностью контактирования с полуматрицами, съемниками, установленными на верхней плите с возможностью вертикального перемещения в пазах полуматриц, П-образными кронштейнами, закрепленными на верхней плите, качалками, шарнирно установленными на подштамповой плите и взаимодействующими с указанными подпружиненными фиксаторами, а также клинышками, установленными на П-образных кронштейнах ниже рабочих поверхностей полуматриц по их оси симметрии и с возможностью контактирования с качалками, рабочая поверхность гибочного пуансона выполнена в виде зигзагообразного профиля с зигами под углом к горизонтальной плоскости, а рабочие поверхности полуматриц выполнены по форме продольных вертикальных половинок указанного зигзагообразного профиля, зиги которых в сомкнутом состоянии расположены относительно друг друга в шахматном порядке, при этом для фиксирования полученного гофра после передвижения металлической ленты на одной из полуматриц выполнены продольные выступы с наклонными гранями, один из которых имеет рабочую поверхность, контактирующую с рабочей поверхностью гибочного пуансона.
| Устройство для гофрирования металлической ленты | 1972 |
|
SU452945A3 |
| SU 1814232 С, 10.01.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) | 1996 |
|
RU2100119C1 |
| Устройство для раздачи корма рыбам | 1986 |
|
SU1364260A1 |
| МАГНИТНЫЙ ИНВЕРТОР | 1996 |
|
RU2120142C1 |
| Транспортный робот | 1987 |
|
SU1452738A1 |

