со Оз оо
со
О)
11368136
Изобретение относится к технологическому оборудованию для обработки неподвижных изделий, в особенности крупногабаритных, перемещающимся инструментом, с локальной герметизацией преимущественно электронно-лучевой пушкой в вакууме.
Целью изобретения является повыше
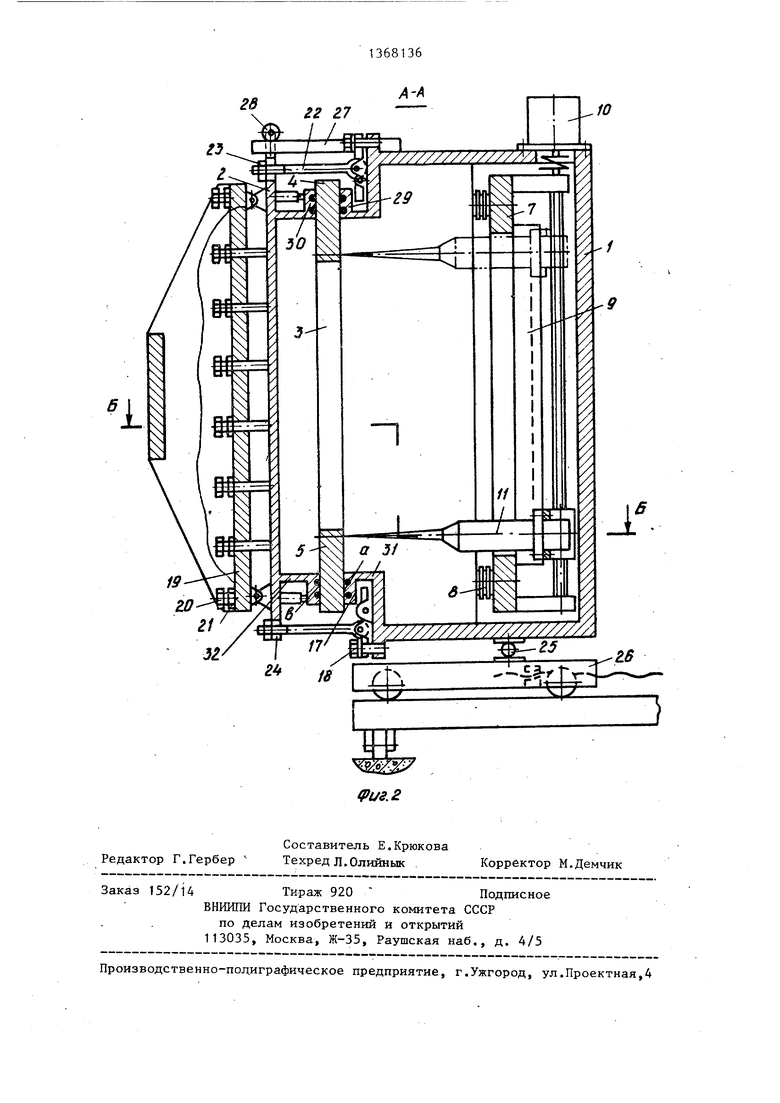
Прижимы корпуса и крьвдки к изделию выполнены в виде расположенных на корпусе 1 откидных болтов 22 с гайками 23, устанавливаемых в проушины 24, выполненные в крьшке 2.
Корпус 1 посредством шарнира 25 смонтирован на тележке 26 стенда 6, корпус 1 оснащен консолью 27, на ко
| название | год | авторы | номер документа |
|---|---|---|---|
| Затвор люка емкости | 1979 |
|
SU848418A1 |
| Установка для электронно-лучевой сварки | 1987 |
|
SU1426728A1 |
| Полуавтоматическая вакуумная установка | 1987 |
|
SU1447595A2 |
| Установка для электронно-лучевой сварки | 1980 |
|
SU824566A1 |
| Устройство для электронно-лучевой сварки | 1960 |
|
SU135558A1 |
| ЭЛЕКТРОННО-ЛУЧЕВАЯ УСТАНОВКА | 2005 |
|
RU2296038C2 |
| Колчан для хранения и переноски сварочных электродов | 1983 |
|
SU1100060A2 |
| УСТРОЙСТВО ДЛЯ СВАРКИ КОЛЬЦЕВЫХ ШВОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2008 |
|
RU2417144C2 |
| Стенд для исследования процессов подводного разрушения грунтов | 1983 |
|
SU1099241A1 |
| Узел зажима составного электрода | 1983 |
|
SU1119194A1 |
Изобретение относится к технологическому оборудованию для электронно-лучевой сварки крупногабаритных неподвижных|изделий с локальной их герметизацией. Цель изобретения - по- вьшение качества путем исключения влияния деформации корпуса и крьшки при вакуумировании камеры на траекторию перемещения электронно-лучевой пушки. К закрепленному на стенде 6 изделию 3 подводят корпус 1 и крышку 2, цальцы 13 вводят в отверстия стоек 12, обеспечивая фиксирование балки 7 с направляющими 9 для инструмента 11 относительно стенда.6. Затем прижимают корпус 1 и крышку 2 к изделию 3 и производят поджатие фланцев 29 и 30 механизмами 17 и винтами 20 до плотного прилегания их уплотнительных поверхностей к изделию. Балка 7 с инструментом не имеет жесткой связи с корпусом 1 и крьшпсой 2, поэтому при вакуумировании камеры деформирование Q крышки и корпуса не влияет на точность базирования балки 7 относительно изделий. 2 з.п. ф-лы, 3 ил. e-f (Л
ние качества путем исключения влияния торой посредством шарнирной подвески
деформации корпуса и крьш1ки при ваку- умировании камеры на траекторию перемещения электронно-лучевой пушки.
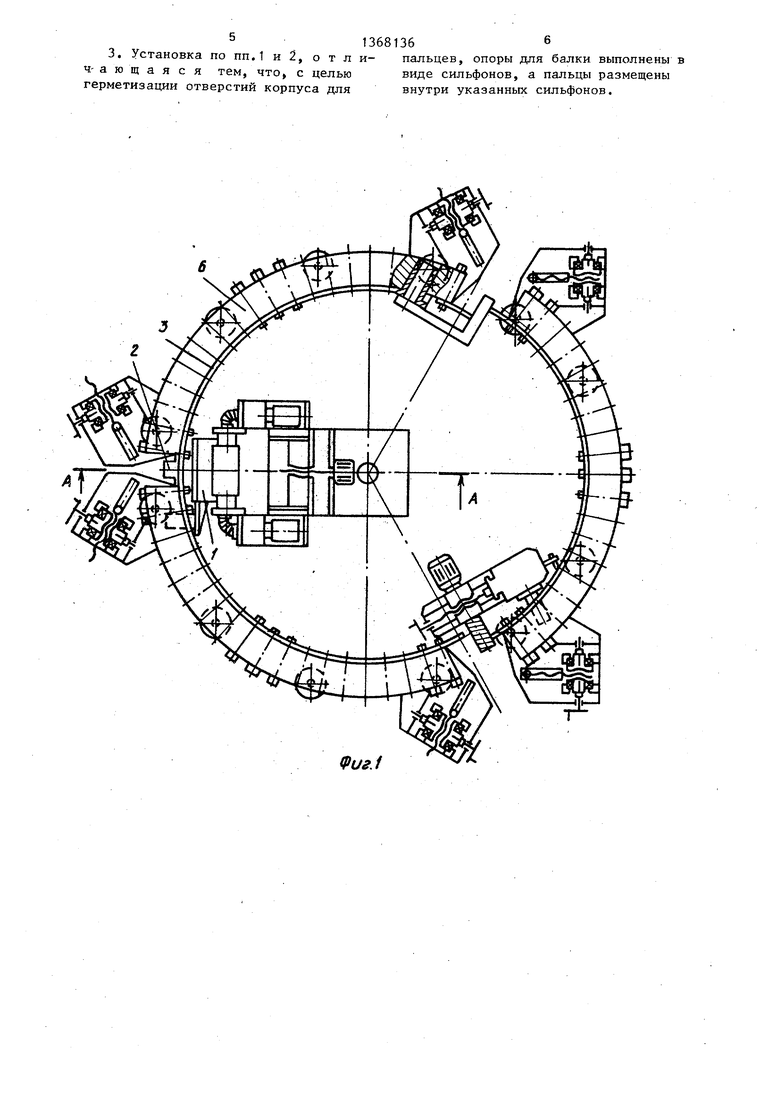
На фиг ,1 изображена предлагаемая установка на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2 Установка содержит разъемную камеру, выполненную в виде корпуса 1 и крьш1ки 2 с уплотнительными поверхностями а и Ь.
Корпус 1 и крьш1ка 2 располагаются с противоположных с горон изделия 3, имеющего в зоне обработки вводную 4 и выводную 5 пластины.
Изделие закрепляется на ложементе стенда 6 с помощью любых известных средств.
В корпусе 1 смонтирована балка 7 посредством опор 8, выполненных упругими в виде сильфонов.
Балка 7 снабжена направляющими 9 с приводом 10 для перемещения инструмента 11, например электронно-лучевой пушки.
Установка снабжена приспособлением для жесткого фиксирования балки 7 относительно стенда 6.
Это приспособление содержит смонтированные на стенде 6 стойки 12 с внутренними с и торцовыми d. базирующими поверхностями, закрепленные на балке 7 цилиндрические пальцы 13 с буртами 14 и заходными конусами 15, а также выполненные в корпусе 1 отверстия 16. Диаметр отверстий 16 выполнен большим диаметрам пальцев 13. Установка имеет нажимные элементы для принудительного упругого деформирования уплотнительных поверхностей корпуса и крьшжи относительно изде- ЛИЯ, которые вьшолнены в виде установленных по контуру угшотнительной поверхности а, корпуса шарнирных рыг чажньпс механизмов 17 с винтовыми приводами 18, и установленных по контуру поверхности b на шарнирно установленной на крьш1ке 2 вспомогательной балки 19 нажимных винтов 20 с контргайками 2 1 .
15
20
25
28 устанавливают крьш1ку 2.
Уплотнительные поверхности а и Ь корпуса и крьшгки вьшолнены на фланцах 29 и 30, которые на массивных корпусе 1 и крьшгке .2 расположены посредством тонкостенных оболочек 31 и 32.
Установка работает следующим образом.
К закрепленному на стенде 6 изделию 3 с обоих сторон подводят корпус 1 и крьш1ку 2 и останавливают их с некоторым зазором между их уплотнительными поверхностями а и Ь и уплотняемыми поверхностями изделия.
При этом пальцы 13, закрепленные на балке 7 посредством заходного конуса 15, располагаются в отверстиях с стоек 12, а затем плотно сопря-. гаются с отверстиями с с одновременным контактированием буртов 14 пальцев с торцами стоек 12, обеспечивая тем самым точное фиксирование балки 7 на стенде относительно издели.я 3, так же точно выставленного на стенде 35 относительно посадочных отверстий с стоек 12.
Затем заводят в проушины 24 крьшки 2 откидные болты 22 и вращением гаек 23 сближают корпус и крышку с изделием и прижимают их к нему.
При этом благодаря буртам 14, контактирующим с торцами стоек 12, при выборке зазора между изделием 3, корпусом 1 и крьш1кой 2 происходит одновременно растягивание сильфонов 8, приводящее их в напряженное сост оя30
40
45
50
55
ние, чем обеспечивается устойчивое базирование балки 7 в направлении, перпендикулярном поверхности изделия. После стяжки корпуса 1 и крышки 2 с изделием 3 производят поджатие их фланцев 29 и 30 к изделию соответственно рычажными механизмами 17 и винтами 20 с крнтраг айками 21 в местах неплотного прилегания уплотнительных поверхностей а и Ь к уплотняемой поверхности изделия.
5
0
5
28 устанавливают крьш1ку 2.
Уплотнительные поверхности а и Ь корпуса и крьшгки вьшолнены на фланцах 29 и 30, которые на массивных корпусе 1 и крьшгке .2 расположены посредством тонкостенных оболочек 31 и 32.
Установка работает следующим образом.
К закрепленному на стенде 6 изделию 3 с обоих сторон подводят корпус 1 и крьш1ку 2 и останавливают их с некоторым зазором между их уплотнительными поверхностями а и Ь и уплотняемыми поверхностями изделия.
При этом пальцы 13, закрепленные на балке 7 посредством заходного конуса 15, располагаются в отверстиях с стоек 12, а затем плотно сопря-. гаются с отверстиями с с одновременным контактированием буртов 14 пальцев с торцами стоек 12, обеспечивая тем самым точное фиксирование балки 7 на стенде относительно издели.я 3, так же точно выставленного на стенде 5 относительно посадочных отверстий с стоек 12.
Затем заводят в проушины 24 крьшки 2 откидные болты 22 и вращением гаек 23 сближают корпус и крышку с изделием и прижимают их к нему.
0
0
При этом благодаря буртам 14, контактирующим с торцами стоек 12, при выборке зазора между изделием 3, корпусом 1 и крьш1кой 2 происходит одновременно растягивание сильфонов 8, приводящее их в напряженное сост оя45
ние, чем обеспечивается устойчивое базирование балки 7 в направлении, перпендикулярном поверхности изделия. После стяжки корпуса 1 и крышки 2 с изделием 3 производят поджатие их фланцев 29 и 30 к изделию соответственно рычажными механизмами 17 и винтами 20 с крнтраг айками 21 в местах неплотного прилегания уплотнительных поверхностей а и Ь к уплотняемой поверхности изделия.
При этом обеспечивается упругое демпфирование фланцев под воздействием сил нажима, что позволяет осуществить плотное прилегание их к изделию 3 в зоне действия на нее рычажного механизма 17,
Затем создают в камере необходимую рабочую среду и давление и производят обработку изделия 3 инструментом 11, например электронно-лучевой пушкой в вакууме, перемещая ее по направляющим 9, жестко зафиксированной относительно стенда 6 балки 7.
По окончании обработки изделия 3 в камере выравнивают среду с окружающей атмосферой и производят разгерметизацию изделия.
Для этого сначала отводят рычажные механизмы 17 и нажимные винты 20 от фланцев 29 и 30. Затем освобождают откидные болты 22 вращением гаек 23 и выводят из проушин 24 крьшки 2. После осовобождения откидньж болтов 22 отводят корпус 1 и крышку 2 от изде- ЛИЯ 3 на необходимое расстояние. При этом связь пальцев 13 с отверстиями с стоек 12, а также фиксирование балки 7 на стенде 6 прерьшается и балка благодаря ее связи с корпусом 1 по- средством сильфонов 8 ложится своими пальцами 13 на стенки отверстия 16 корпуса, вьтолненного с некоторым зазором по отношению к диаметру пальцев т.е. стойка располагается уже на корпусе и таким образом происходит смена без балки 7.
Благодаря размещению пальцев в отверстиях корпуса обеспечивается ограничение произвольных перемещений балки 7 в плоскости, перпендикулярной оси пальцев 13.
Ограничение произвольных перемещений балки 7 в направлении, перпендикулярном ее плоскости, обеспечивается за счет сил упругости сильфонов 8.
Установка обеспечивает высокое качество благодаря обеспечению развязки базы инструмента (балки, на которой размещены направляклцие для перемещения инструмента) от корпуса камеры и точной жесткой фиксации ее на изделии (на стенде) во время обработки последнего и таким образом исключению влияния деформации корпуса и крьш1кй при вакуумировании камеры на траекторию перемещения инструмента, что приводит к точному совме
0
д
g
5 о .
,.
5
0
щению инструмента с зоной обработки изделия, исключает брак изделий, например непровары шва при сварке электронно-лучевой пушкой в вакууме из- за смещения луча со свариваемого стыка.
Этому также способствует исключение влияния деформаций точно выставленного изделия при герметизации зоны его обработки посредством разъемной камеры.
Благодаря снижению точностных требований, предъявляемых к заготовкам изделий, обеспечивается возможность применения заготовок под сварку непосредственно из-под штамповки без механической обработки их поверхностей под уплотнения, что удешевляет стоимость изделия.
Формула изобретения
с б5фтами, установленных с возможностью взаимодействия с базирующими поверхностями стоек, и вьтолненных в корпусе отверстий для свободного перемещения пальцев балки.
13681366
J. Установка по пп, 1 и 2, о т л и- пальцев, опоры для балки выполнены в ч-ающаяся тем, что, с целью виде сильфонов, а пальцы размещены герметизации отверстий корпуса для внутри указанных сильфонов.
Фиг.1
28
10
| Чвертко А.И | |||
| Оборудование для электронно-лучевой сварки | |||
| - Киев: Наукова Думка, 1973, с.351 |
