|С/}
h
Настоящее изобретение относится к электронно-лучевой сварке, в частности, к оборудованию для ее выполнения.
Известна установка для электронно-лучевой сварки, содержащая станину, на которой установлены горизонтальная цилиндрическая рабочая камеры с подвижной электронно-лучевой пушкой и подвижной торцевой к-рышкой, а также форвакуумный и высокрвакуумный насосы.
Недостатком установки является сложность конструкции, невысокая производительн Ьсть и большие габариты.
Uefltiib изобретения является упрощение.конструкции, повышение производительности, уменьшение габаритов установки.
Поставленная цель достигается благодаря тому, что установка для электронно-луг;. чевой сварки, содержащая станину, на которой установлены горизонтальная цилиндрическая рабочая камера с подвижной электронно-лучевой пушкой и подвижной торцовой крышкой, а также форвакуумный и высоковакуумный насосы, снабжена ложементом для свариваемого стыка и герметизирующими элементами, закрепленными на камере для герметизации пушки и соединения еёсфорвакуумны.м насосом при разгрузочно-загрузочных работах, а высоковзкуумный насос установлен на пушке.
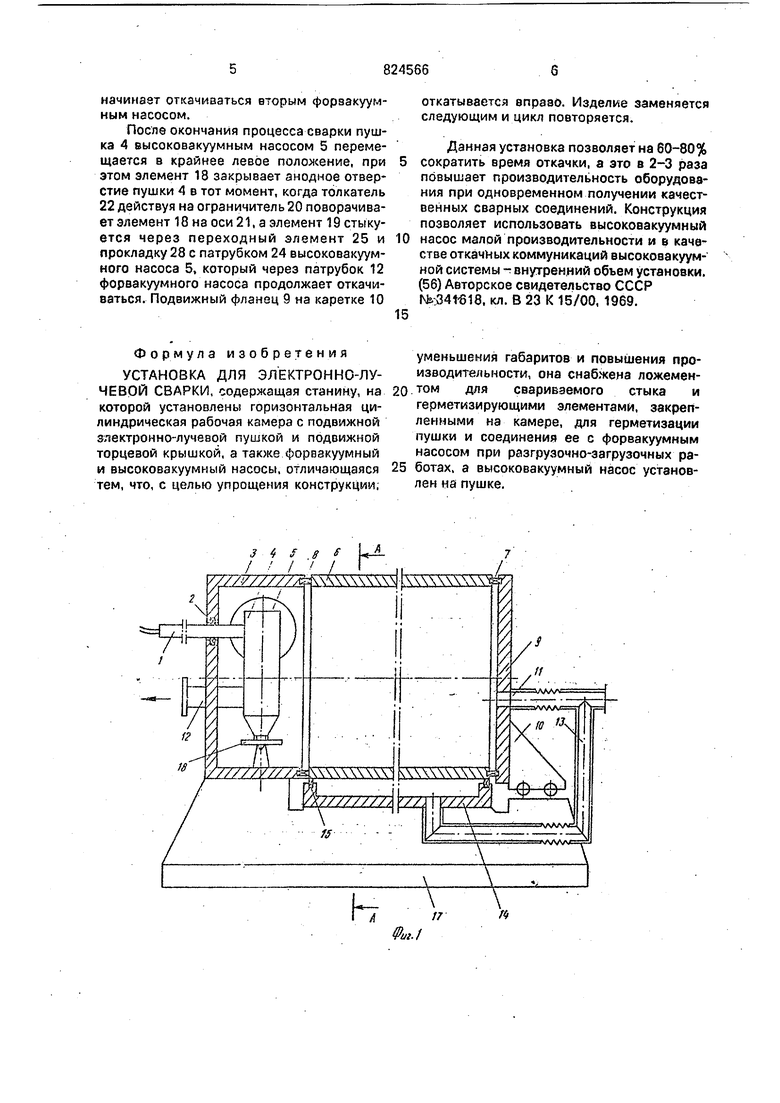
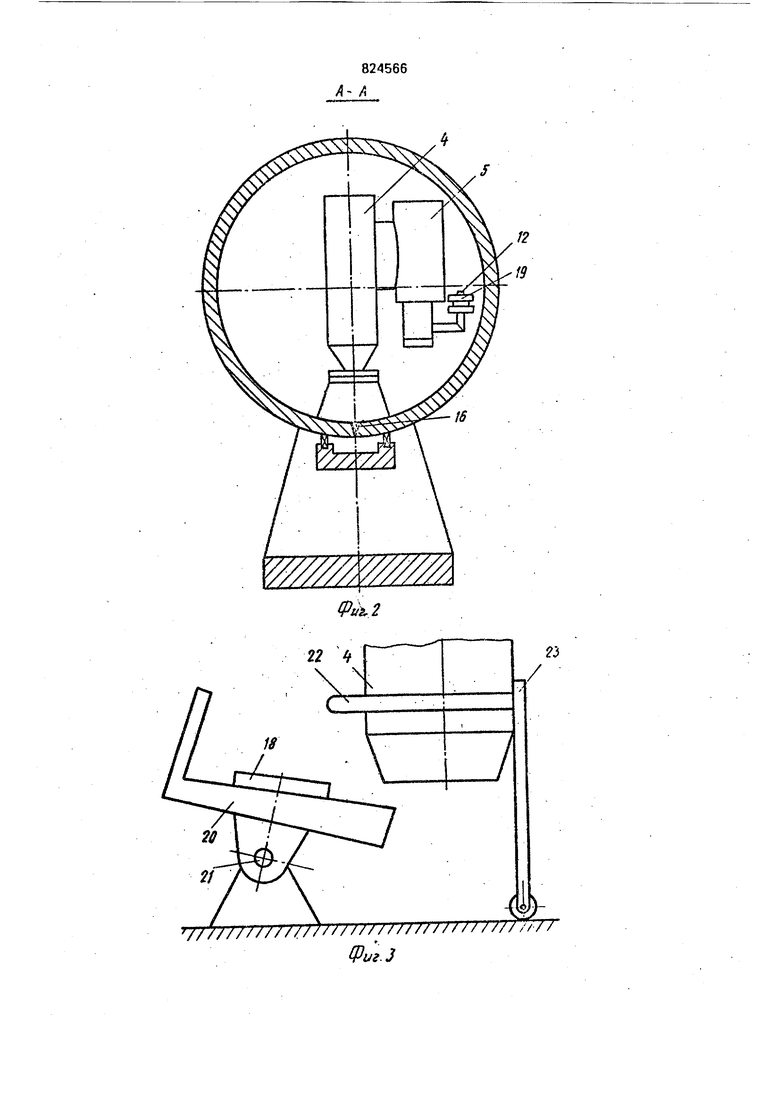
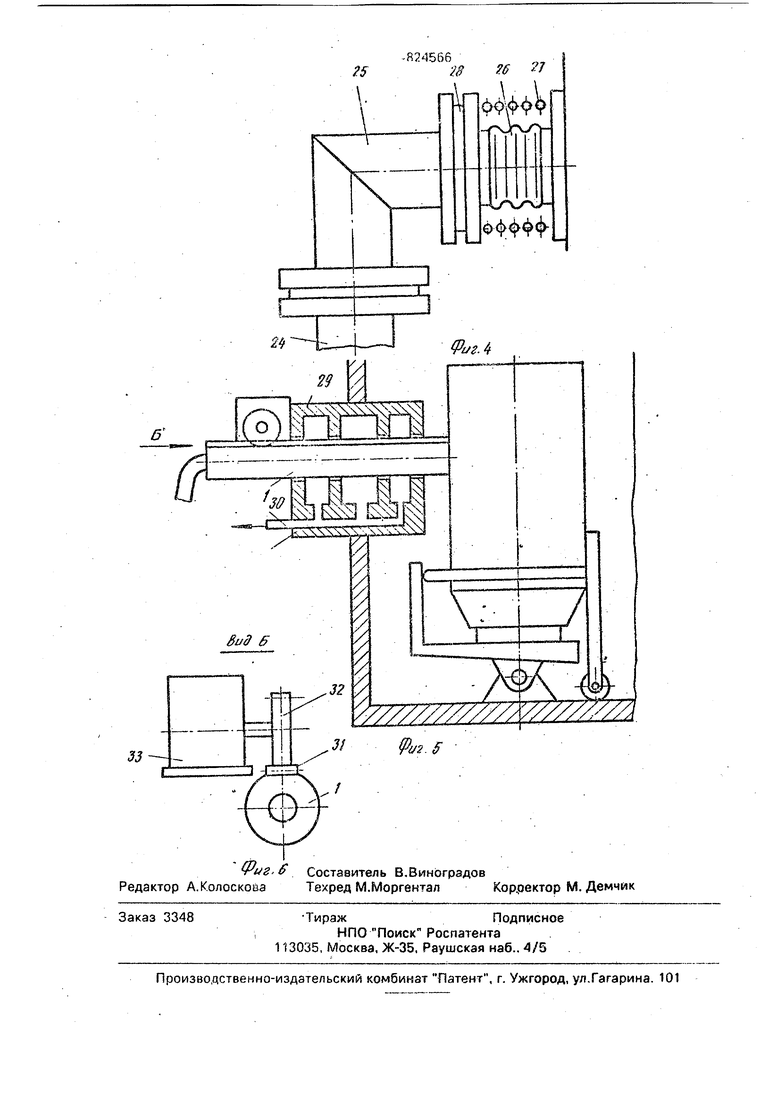
На фиг.1 изображено продольное и на фиг.2 - поперечное сечения установки, на фиг.З - виды узлов герметизирующего элемента, на фиг.4 вид выпускного патрубка насоса, на фиг.5 - сечение шлюза вала, на фиг.б - вид на привод перемещения вала.
Установка для электронно-лучевой сварки содержит гфиводной вал 1, входящий через вакуумное уплотнение 2 в полость рабочей камеры 3, в которой расположена подвижная электроннолучевая пушка 4 с высоковакуумным насосом 5. Свариваемое изделие 6 через вакуумные уплотнения 7 и 8 состыкована камерой 3 и подвижным 9 фланцем. Подвижный фланец 9 закреплен на подвижной каретке 10 и через патрубок 11 соединен с форвакуумным насосом. Камера 3 в свою очередь соединена с другим форвакуумным насосом через патрубок 12, а патрубок 11 соединен через трубопровод 13 с ложементом 14, который через уплотнения 15 замыкает свариваемый стык 16 изделия 6 {фиг.1 и 2). Ложемент 14 и камера 3 расположены на станине 17. В полости камеры 3 расположены герметизирующие элементы 18 и 19 соответственно анодного отверстия пушки и форвакуумного насоса, причем элемент 18 снабжен ограничителем 20, установленным на оси 21. а пушка 4 толкателем 22 и роликовой опорой 23 (фиг.З). Патрубок 24 высоковакуумного насоса 5 через переходный элемент 25 и сильфон 26, имеющий пружину 27, соединен с форвакуумным насосом через прокладку 2 (фиг.4). В свою очередь, вакуумное уплотнение 2 приводного вала 1 может состоять из шлюза 29, соединительным кана/юм 30 сообщающегося с форвакуумным насосом (фиг.5), причем, на валу 1 установлена зубчата рейка 31,-через приводную шестерню 32 соединенная с приводом 33 перемещения вала 1 (фиг.б).
Использование свариваемого изделия как рабочей камеры упрощает конструкцию и уменьшает габариты установки.
Работа установки осуществляется следующим образом:
Изделие 6 укладывают на ложемент 14 таким Образом, чтобы уплотнение 8 замыкало его полость с полостью камеры 3, а уплотнение 1.5 замыкало зону свариваемого 16. Подвижный фланец 9 на .каретке
10 перемещается по станине 17 влево, замыкая уплотнением 7 изделие 6 с другой стороны. Форвакуумный насос через патрубок 11 откачивает внутреннюю полость установки и через соединенный трубопровод
13 ;- полость Ложемента 14. Одновременно второй форвакуумный насос через патрубок 12 и элемент 19 откачивает разогреваемый высоковакуумный насос 5 и через соединительный канал 30 - шлюз 29 герметизации
вала 1. Причем в этом положении анодное отверстие пушки закрыто элементом 18 (фиг.5).
Как только камера установки откачивается до остаточного давления 2x10 торр,
а высоковакуумный насос 5 выйдет на рабочий режим, пушка 4 BN-есте с высоковакуумным насосом 5 при помощи приводного вала 1, привода 33 и зубчатой пары перемещаются вправо до фиксации роликовой опоры 23 в начале стыка с изделием 6. Пушка 4 выводится на рабочий режим и производится сварка. При этом остаточное давление в полости пушки 4 постоянно поддерживается с помощью высоковакуумного насоса 5
равным (2-5) .
При перемещении пушки 4 из крайнего левого положения ее анодное отверстие сходит с элемента 18, открываясь в сторону свариваемого стыка (фиг.З), а выпускной патрубок 24 высоковакуумного насоса Б выходит из контакта с элементом 19. При этом выхлоп высоковзкуумного насоса 5 осущестоляется непосредственно.по внутренний объем установки, который через патрубок 12 начииаэт откачиваться вторым форзакуумным насосом. После окончания процесса сварки пушка 4 высоковакуумным насосом 5 перемещается в крайнее левое положение, при этом элемент 18 закрывает анодное отверстие пушки А в тот момент, когда толкатель 22 действуя на ограничитель 20 поворачивает элемент 18 на оси 21, а элемент 19 стыкуется через переходный элемент 25 и прокладку 28 с патрубком 24 высоковакуумного насоса 5, который через патрубок 12 форвакуумного насоса продолжает откачиваться. Подвижный фланец 9 на каретке 10
Формула изобретения
УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ, содержащая станину, на которой установлены горизонтальная цилиндрическая рабочая камера с подвижной злектронно-лучевой пушкой и подвижной торцевой крышкой, а также форвакуумный и высоковакуумный насосы, отличающаяся тем, что, с целью упрощения конструкции;
уменьшения габаритов и повышения производительности, она снабжена ложементом для свариваемого стыка и герметизирующими элементами, закрепленными на камере, для герметизации пушки и соединения ее с форвакуумным насосом при разгрузочно-загрузочных работах, а высоковакуумный насос установлен на пушке. откатывается вправо. Изделие заменяется следующим и цикл повторяется. Данная установка позволяет на 60-80% сократить время откачки, а это в 2-3 раза повышает производительность оборудования при одновременном получении качественных сварных соединений. Конструкция позволяет использовать высоковакуумный насос малой производительности и в качестве откачных коммуникаций высоковакуумной системы - внутренний объем установки. (56) Авторское свидетельство СССР Nb:34t618, кл. В 23 К 15/00, 1969.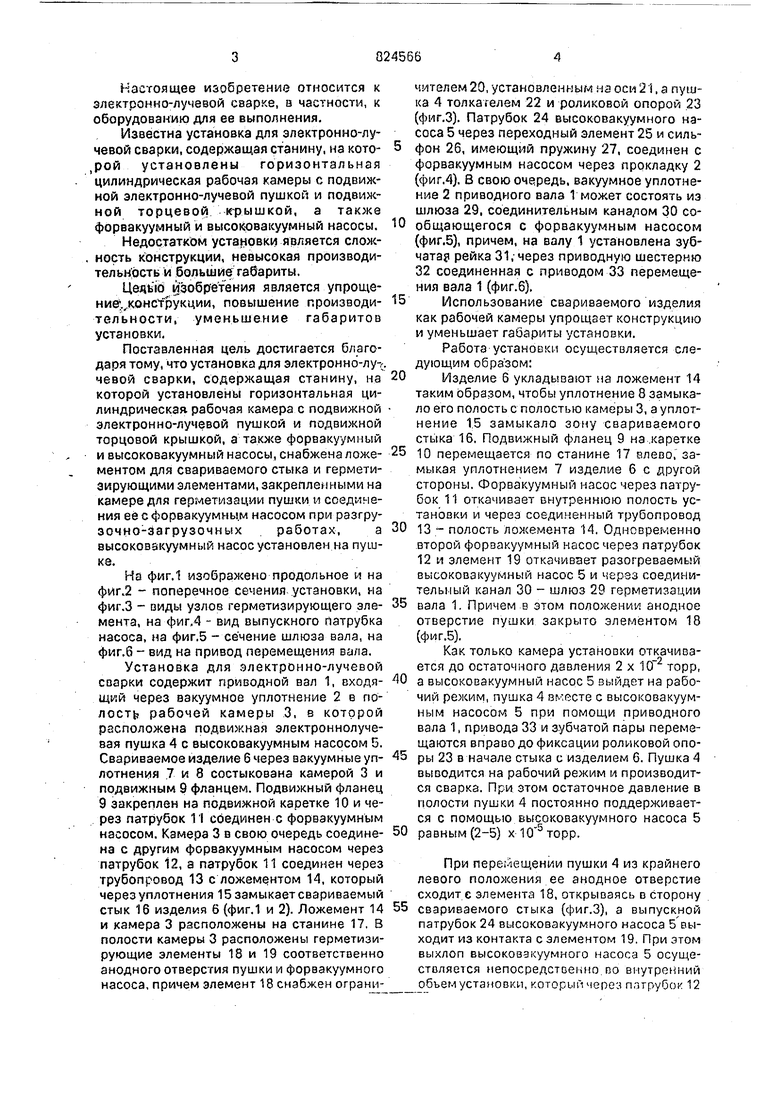
| название | год | авторы | номер документа |
|---|---|---|---|
| Электронно-лучевая установка | 1986 |
|
SU1333508A1 |
| Установка для локального вакуумирования зоны обработки | 1984 |
|
SU1269948A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Установка для лучевой обработки трубчатых изделий | 1987 |
|
SU1446809A1 |
| Установка для электронно-лучевой сварки | 1985 |
|
SU1327385A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1990 |
|
RU2054987C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2510744C1 |
| Устройство для электронно-лучевой сварки | 1986 |
|
SU1372766A1 |
| Установка для электроннолучевой сварки кольцевых швов | 1982 |
|
SU1087287A1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ ЖИДКИХ КОЛЛОИДНЫХ СУБСТАНЦИЙ И СУСПЕНЗИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОЙ КОЛБЫ | 1992 |
|
RU2063159C1 |
J 4 / 8 f
,/ / / .., ...Л/
777 ////77/Ш У Ч jjЗ Ч
К
////////////,//7/7/7 ГГГГ/Т//г/ 7/ 7 /// // / /
Фиг.З
