////////Л
/
ЕХ ..
20
В
5
Подача ных коро5ко
f
00 о сх со
о
О5
/7
Подача писты) 6ну трен- ниУ. коробков
/5
/J
т
//
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для укладки спичек | 1987 |
|
SU1413100A1 |
| Линия для укладки спичек | 1987 |
|
SU1419986A1 |
| Линия для укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587031A1 |
| Линия укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587032A1 |
| Линия для укладки спичек | 1989 |
|
SU1684269A1 |
| Линия для укладки спичек | 1990 |
|
SU1723080A1 |
| Устройство для укладки спичек в коробки | 1987 |
|
SU1521736A1 |
| Линия изготовления спичек | 1987 |
|
SU1439094A1 |
| НАКОПИТЕЛЬ СПИЧЕЧНЫХ КОРОБОК | 1965 |
|
SU170359A1 |
| Устройство для укладки спичек | 1990 |
|
SU1723079A1 |

Изобретение относится к дерево- обрабатьшающей промьппленности. Цель изобретения - повьппение производительности линии за счет увеличения надежности работы набивочной машины. Автоматическая линия включает спичечный автомат 1 с планками 2 и механизмами 3 .выбивки и 4 наполнения. Набивочная машина вьшолнена в виде цепного элеватора 5 с балками 17 и коробкодержателями 18, установленными в направляющих. Бункеры 10 для и внутренних коробок сообщены с транспортерами 11. Механизмы 12 и 13 предназначены для вьщачи наружных и внутренних коробок на сборку на цепной элеватор 5. Коробки из бункеров 10 транспортерами 11 поступают к механизмам 12 и 13 набивочной машины. Внутренние коробки механизмом 13 вьщаются на коробкодер- жатели 18 балок 17 нижней ветви элеватора и поступают к спичечному автомату 1. Спички с планок 2 механизмом 3 выбиваются в карманы механизма 4, который передает спички в коробки коробкодержателя. При подходе балок 17 к механизму 6 коробки собираются и механизмом 7 передаются по транспортеру 8 в лотки. 4 ил. с & (Л
Фиг. 2
1
Изобретение относится к дерево- обрабатьшающей промьшшенности, в частности к оборудованию производства спичек.
Цель изобретения - повышение производительности линии за счет увеличения надежности работы набивочной машины.
На фиг.1 изображена линия, вид сверху} на фиг.2 .- то же, вид сбоку; на фиг.З - разрез А-А на фиг.2; на фиг.4 - вид Б на фиг.З.
Автоматическая линия изготовления спичек включает спичечный автомат 1 с планками 2, механизмами выбивки 3 и наполнения 4 внутренних коробок спичками, набивочную машину, выпол-
ненную. в виде цепного элеватора 5, - механизмы сборки коробок 6 и передачи 7 наполненных и собранных коробок на ленточный транспортер 8, устройство для укладки коробок в лотки 9 бункера 10 механизмами ориентации и транспортерами 11, механизмы 12 и 13 соответственно для выдачи наружных коробок на сборку и для выдачи внутренних коробок на цепной элеватор. Набивочная машина 5 с механизмами размещена между спичечным автоматом
1 и бункерами 10 соосно с посл; цними.
Цепной элеватор 5 имеет раму 14, состоящую из двух ш,ек, соединенных стяжками. На внутренних сторонах щек закрепляются направляющие 15 для су- .харей 16, выполненных в виде квадрата, которые неподвижно закреплены на консолях коробкотранспортных балок 17 с коробкодержателямй 18 для внутренних коробок. Элеватор имеет две замкнутые цепи 19, огибающие звездочки 20, расположенные по углам щек. Две верхние правые звездочки 20 являются ведущими для цепей 19. Звездочки насажены на удлиненные валы 21, на которых закреплены звездочки 22, соединенные цепями 23 через звездочки 22, соединенные цепями .23 через звездочки 24 с валом 25. Балки 17 закреплены с определенным шагом на цепях 19 посредством поводков .26. Цепи 19 имеют- натяжные устройства. Элеватор верхней левой частью примыкает к механизму 4 наполнения коробок спичками и к механизму 3 выбивки спичек из . планок 2. Справа вверху он примыкает к механизму 6 сборки коробок, а справа внизу - к механизму 13 вьщачи внутренних коробок на балки 17..
10
1f
683062
Автоматическая линия работает следующим образом.
Коробки из бункеров 10 транспортерами 11 поступают к узлам 12 и 13 набивочной машины, выполненной в виде замкнутого цепного элеватора 5 с рамой 14 и двумя цепями 19, соединенными -балками 17 со звездочка.ми 20 их привода. Внутреннее коробки механизмом 13 вьщаются в цикле на коробко- транспортные балки 17 нижней ветви элеватора, наружные - механизмом 12- на сборку коробок. Бункера 10, транспортеры 1.1 и цепной элеватор 5 размещены соосно со спичечным автоматом 1. Спички с планок 2 автомата механизмом 3 выбиваются в карманы механизма 4, который передает спички в коробки, останавливающиеся в цикле на месте их наполнения.
Коробкотранспортные балки 17 при движении перемещают внутренние коробки с одной позиции на другую по на- направлёнию, указанному стрелками. Качество наполнения внутренних коробок на участке верхней ветви элева-1 тора контролируется операторами.
При подходе балок к механизму 6 . коробки собираются и устройством 7 перекладьюаются на поперечный ленточный транспортер 8 для передачи их в лотки 9, которые далее передаются, на линию намазки-упаковки коробок.
20
25
30
Формула изобретения
Автоматическая линия изготовления спичек, включающая спичечный автомат с пленками, бункера для коробок, набивочную машину с механизмами вьща- чи наружных и внутренних коробок, коробкотранспортными узлами, механизмами наполнения внутренних коробок спичками, их сборки и передачи и привод, отличающаяся тем, что, с целью повышения производительности линии за счет увеличения надежности работы набивочной машины, набивочная машина с механизма размещена между бункерами и спичечным автоматом соосно с последними и вы- полнена в виде цепного элеватора с закрепленньми на нем параллельно планкам спичечного автомата коробко- транспортными узлами, при этом механизмы вьщачи наружных и внутренних коробок смонтированы на элеваторе, причем механизм вьщачи внутренних
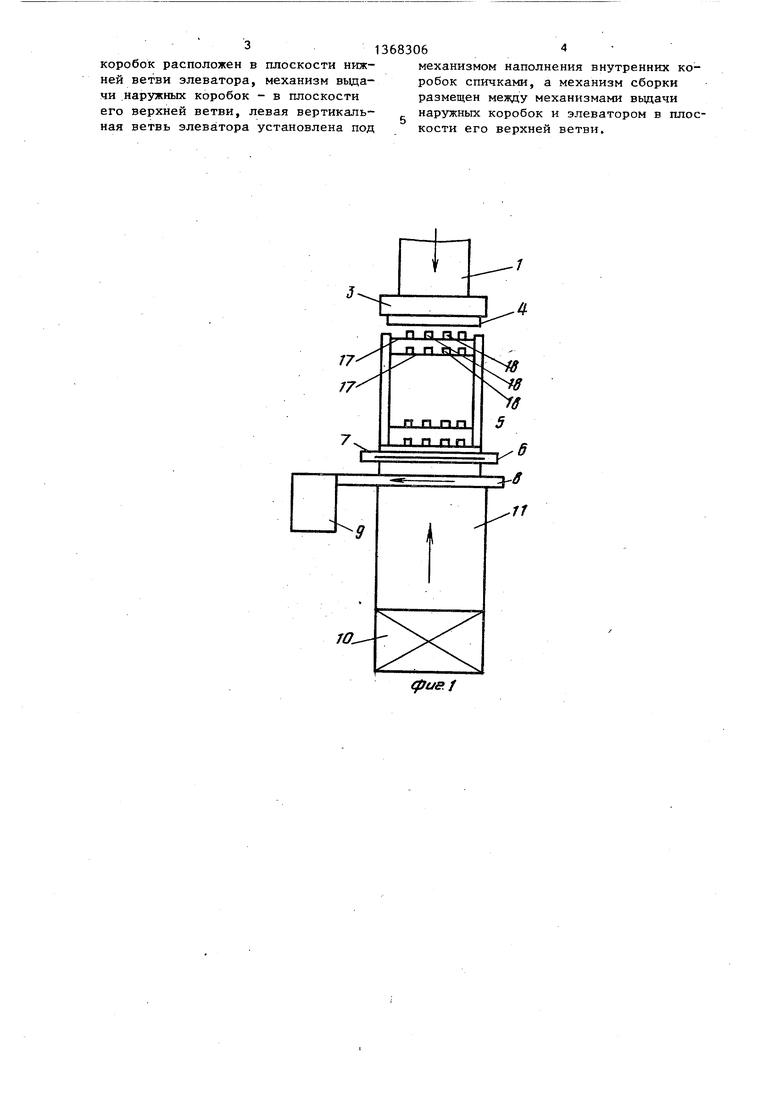
коробок расположен в плоскости нижней ветви элеватора, механизм выдачи наружных коробок - в плоскости его верхней ветви, левая вертикальная ветвь элеватора установлена под
механизмом наполнения внутренних коробок спичками, а механизм сборки размещен между механизмами выдачи наружных коробок и элеватором в плоскости его верхней ветви.
fffue.t
llA
к
| Хартич Г | |||
| Спички | |||
| Изд-во Лесная промышленность, 1975, с.164-168 | |||
| Звягин Б.Н., Полухин Ю.Р | |||
| Оборудование спичечного производства, Лесная промьшшенность, 1977, с.238. |
