Изобретение относится к спичечному производству деревообрабатывающей промышленности.
Цель - повышение качества наполнения коробок за счет увеличения времени выгрузки спичек.
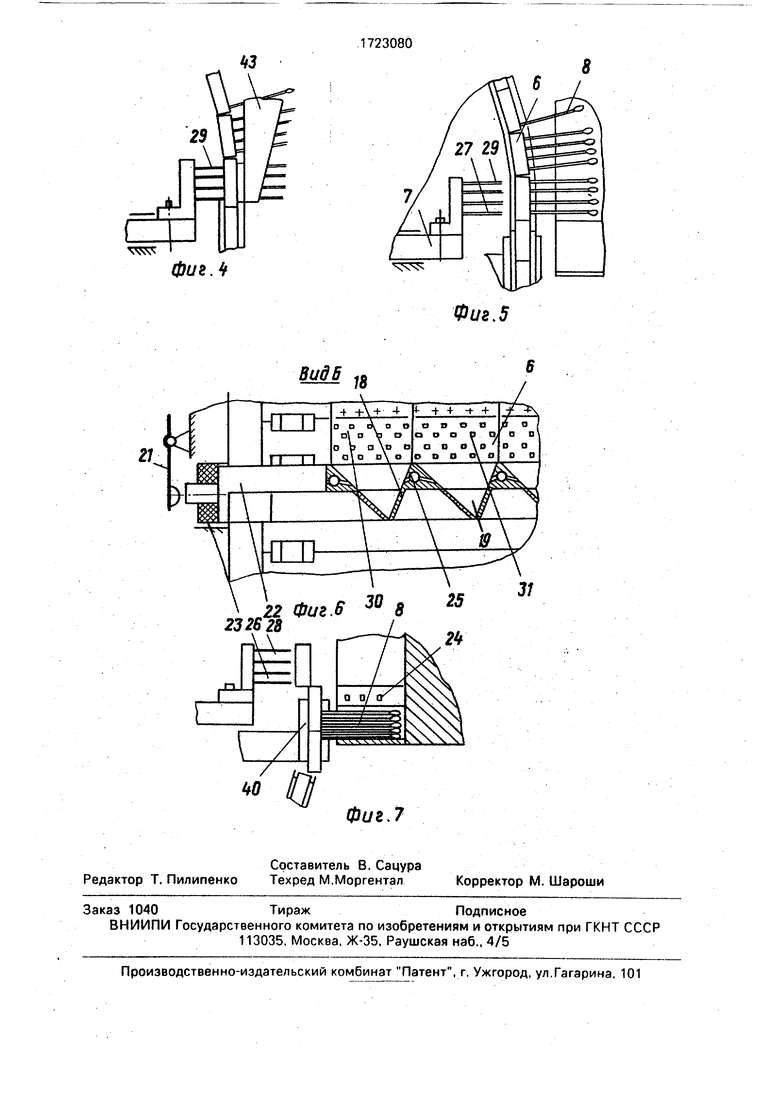
На фиг.1 показана линия, общий вид; на фиг.2 - то же, вид сверху; на фиг.З - механизмы подачи планок, выбивки и укладки спичек, сечение А-А на фиг, 1; на фиг.4 и 5 - механизм выбивки с дополнительным верхним рядом выталкивающих иголок; на фиг.6 - приспособление стряхивания зависших спичек с разнонаклонных поверхностей приемников, вид Б на фиг.2; на фиг.7 - продольное выравнивание спичек в приемниках.
Линия включает устройства подачи внутренних 1 и наружных 2 коробок, спичечный автомат 3 с продольным валом 4 и механизмами подачи 5 планок 6 и выбивки 7 спичек 8, круговой конвейер 9 с распределительным валом 10 и механизмами загрузки 11 внутренних коробок 1 и загрузки 12 наружных коробок 2, укладки 13 спичек 8, сборники 14 и сталкивания 15 собранных коробок на контрольный стол 16, привод 17.
Механизм укладки 13 спичек 8 снабжен размещенным на разнонаклонных плоскостях 18 разъемных V-образных приемников 19 приспособлением 20 стряхивания зависших спичек, выполненным в виде кинематически соединенного с распределительным валом 10 продольного ударника 21, установленных с Двух сторон подвижно смонтированной балки 22, торцовых амортизаторов 23 и размещенных внутри приемников 19 наклонных отверстий 24 с каналами 25 подачи сжатого воздуха. Меха1
Ч|
ю со о
00
о
5
низм выбивки 7 снабжен размещенным над нижним рядом 26 выталкивающих иголок 27 дополнительным верхним рядом 28 выталкивающих иголок 29, установленных соосно с верхним рядом 30 отверстий 31 планок 6 автомата 3.
Двуплечие рычаги 32 механизма подачи
5планок 6 имеют установленные на нижних плечах 33 дополнительные регулирующие винты 34 величины хода планок, а приводной вал 4 смонтирован на одной оси 35 с распределительным валом 10, имеет разъемную муфту 36 и пазовый кулачок 37, кинематически соединенный с приводным диском 38 кругового конвейера 9, и шестеренчатый редуктор 39, связанный с приводом 17 автомата 3.
Механизм 13 имеет выравниватель 40 спичек в V-образных приемниках-19. Механизмы 11 и 12 имеютустановленные на валу 10 кулачки 41, а механизмы 5 и 7 имеют эксцентрики 42 на валу 4, механизм 5 снабжен упором 43.
Линия работает следующим образом. Устройство 1 подает внутренние коробки, которые механизм 11 загружает в круговой конвейер 9, а устройство 2 подает наружные коробки, которые поступают в механизм 12. Привод 17 автомата 3 с помощью редуктора 39 вращает приводной вал 4 со скоростью 60 об/мин, который с помощью пазового кулачка 37 периодически поворачивает приводной диск 38 конвейера 9 и через муфту 36 вращает размещенный на одной оси 35 распределительный вал 10. Эксцентрики 42 перемещают механизмы 5 и 7, причем механизм 5 за счет поворота рычагов 32 и 33 подает планку
6со спичками 8 к механизму выбивки 7, а винты 34 позволяют более точно регулировать подачу этой планки.
Иголки 27 нижнего ряда 26 и иголки 29 дополнительного верхнего ряда 28 одновременно выбивают спички из всех отверстий 31 планки 6 в V-образные приемники 19 механизма укладки 13,
Упоры 43 при выбивке спичек надежно прижимают планку по всей ширине (фиг.4). В приемниках 19 из-за большой высоты наблюдается разнонаклонное падение и зависание спичек на разнонаклонных плоскостях 18.
Поданный через каналы 25 и отверстия 24 сжатый воздух сдувает с разнонаклонных плоскостей V-образных приемников 19 зависшие спички, а ударник 21 приспособления 20 стряхивает зависшие спички, причем стряхиванию спичек способствует подвижность балки 22 и торцовые амортизаторы 23.
Благодаря приспособлению стряхивания 20 спички 8 горизонтально укладываются в V-образных приемниках 19 (фиг.6).
Механизм 40 производит продольное выравнивание спичек 8 в приемниках 19 (фиг.7).
Механизм 13 производит укладку спичек во внутренние коробки 1, расположенные на конвейере 9 (фиг.З), причем время укладки спичек повышается до 0,25 с. Все спички под действием воздуха и стряхивания выпадают из приемников в коробки, повышая качество наполнения коробок за счет увеличенит времени выгрузки. Кулачки41 перемещают механизмы, которые производят сборку коробок и сталкивание собранных коробок из механизма 12 на контрольный стол 16.
Формула изобретения
Линия для укладки спичек, включающая устройство подачи внутренних и наружных коробок, спичечный автомат с приводным валом и механизм подачи планок и выбивки
спичек, круговой конвейер с распределительным валом и механизмом загрузки внутренних и наружных коробок, механизмы укладки спичек в виде подвижной балки с V-образными приемниками, сборки и сталкивания коробок на контрольный стол и привод, отличающаяся тем, что, с целью повышения качества наполнения коробок за счет увеличения времени выгрузки спичек из механизма укладки в коробки, механизм укладки спичек снабжен размещенным на сторонах V-образных приемников приспособлением стряхивания спичек, которое выполнено в виде кинематически соединенного с распределительным валом
продольного ударника и торцовых амортизаторов, установленных с двух сторон подвижной балки, при этом на сторонах V-образных приемников выполнены каналы для подачи сжатого воздуха, механизм подачи планок и выбивки спичек выполнен с двумя рядами выталкивающих иголок, а планки спичечного автомата - с отверстиями, механизм подачи снабжен двуплечими рычагами, на нижних плечах которых смонтированы регулирующие винты величины хода планок, а приводной вал смонтирован на одной оси с распределительным валом и имеет разъемную муфту и пазовый кулачок, кинематически соединенный с диском кругового конвейера, и шестеренчатый редуктор, связанный с приводным валом спичечного автомата, при этом выталкивающие иголки установлены соосно с отверстиями планок.
Фиг. 2

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки спичек | 1990 |
|
SU1708807A1 |
| Устройство для укладки спичек | 1990 |
|
SU1715796A1 |
| Линия изготовления спичек | 1987 |
|
SU1439094A1 |
| Линия для укладки спичек | 1989 |
|
SU1684269A1 |
| Устройство для укладки спичек | 1990 |
|
SU1723079A1 |
| Устройство для укладки спичек | 1986 |
|
SU1368307A1 |
| Линия для укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587031A1 |
| Способ изготовления спичек и устройство для его осуществления | 1989 |
|
SU1684267A1 |
| Устройство для укладки спичек | 1990 |
|
SU1713903A1 |
| Линия укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587032A1 |

Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение качества наполнения коробок за счет увеличения выгрузки спичек из механизма укладки в коробки. Механизм укладки спичек снабжен размещенным на сторонах разъемных приемников приспособлением стряхивания спичек и торцовыми амортизаторами. Приводной вал имеет разъемную муфту и пазовый кулачок, кинематически соединенный с приводным диском кругового конвейера, шестеренчатый редуктор, связанный с приводом автомата. Механизм укладки производит укладку спичек во внутренние коробки, расположенные на конвейере, причем время укладки спичек повышается до 0,25 с. Все спички под действием воздуха и стряхивания выпадают из приемников в коробки, повышая качество наполнения коробок за счет увеличения времени выгрузки. 7 ил.
фиг.З
Составитель В. Сацура Редактор Т. Пилипенко Техред М.МоргенталКорректор М. Шароши
Заказ 1040ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская наб.. 4/5
| Линия для укладки спичек | 1987 |
|
SU1419986A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Устройство для укладки спичек в коробки | 1987 |
|
SU1430390A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
