Изобретение относится к деревообрабатывающей промышленности, в частности к спичечному производству.
Цель изобретения - повышение качества разборки коробок за счет снижения динамических погрешностей разборки коробок.
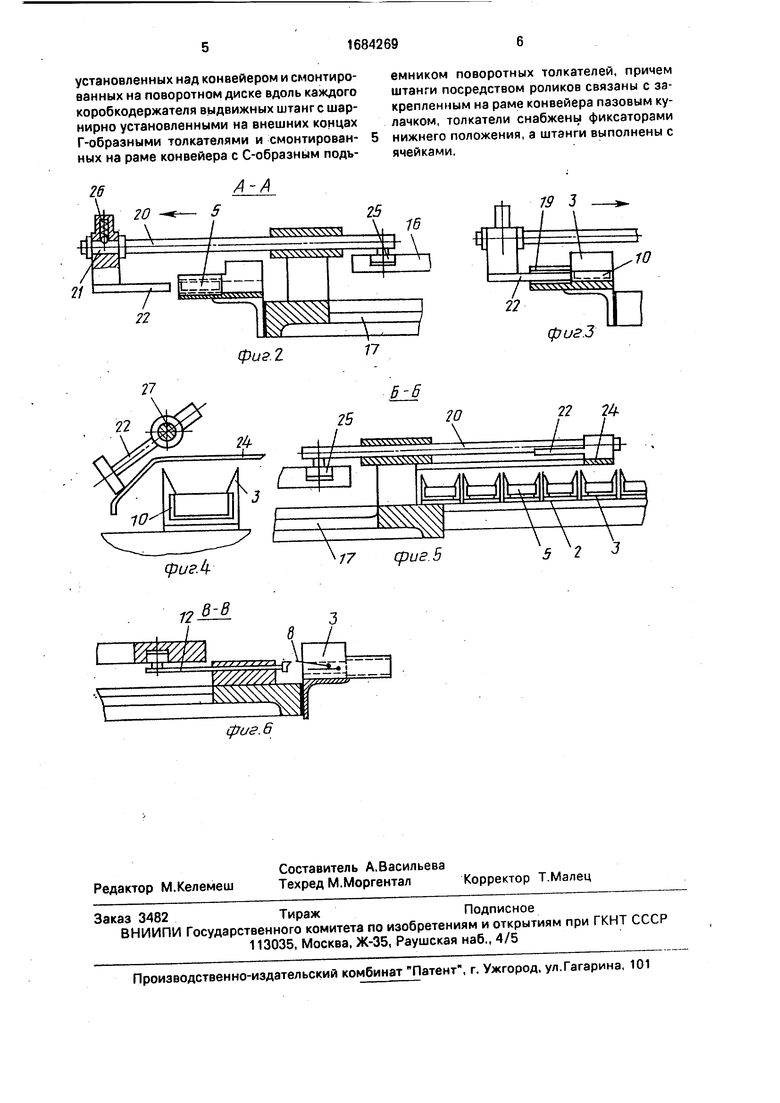
На фиг, 1 показана предложенная линия, вид сверху; на фиг. 2 - приспособление осевого выдвижения внутренних коробок из наружных (разрез А-А на фиг. 1); на фиг. 3 - штанга с нижним Г-образным толкателем; на фиг. 4 - С-образный подъемник поворотных толкателей; на фиг. 5 - положение толкателей при холостом ходе (сечение Б-Б на фиг. 1); на фиг. 6 - узел сборки коробок (разрез В-В на фиг. 1).;
Линия включает спичечный автомат 1 и кинематически связанные с ним круговой конвейер 2 с коробкодержателями 3 и узлы, 4, 6, 7, 9, 11, 12, 13 подготовки предварительно собранных коробок 5 с горизонтальной их укладкой с коробкодержателями 3, разборки коробок 5, выбивки спичек 8, за- (рузки спичек во внутренние коробки 10, укладки спичек в коробки 10, сборки разобранных коробок, сталкивания собранных коробок на контрольный стол 14 и привод 15 с пазовыми кулачками 16.
Узел 6 разборки коробок 5 снабжен размещенным на поворотном диске 17 ковейера2 приспособлением 18 осевого выдвижения внутренних коробок 10 из наружных 19, выполненным в виде радиально установленных над конвейером 2 и смонтированных на поворотном диске 17 вдоль каждого короб- кодержателя 3 подвижных штанг 20 с шар- нирно установленными на внешних концах 21 нижними Г-образными толкателями 22, смонтированными на раме 23 конвейера 2, С-образного подъемника 24 поворотных толкателей 22, причем штанги 20 посредством роликов 25 контактируют с закрепленными на раме 23 конвейера 2 пазовым кулачком 16, толкатели 22 имеют фиксаторы 26 нижнего положения, а штанги 20 - ячейки 27.
Линия работает следующим образом.
Узел 4 подает к конвейеру 2 спичечного автомата 1 предварительно собранные без спичек коробки 5 и горизонтально укладывает их в коробкодержатели 3. Узел 6 с помощью приспособления 18 производит при повороте диска 17 выталкивание внутренних коробок 10 из наружных 19. Это происходит благодаря контактированию роликов 25 с неподвижным пазовым кулачком 16 и осевым перемещением подвижных штанг 20с шарнирноустановленными на внешних концах 21 толкателями 22, смонтированны
ми на раме 23 конвейера 2, снабженного приводом 15. Штанги 20 с толкателями 22, расположенные ближе к узлу 4, контактируют ; пазовым кулачком 16, который втягивает коробки вовнутрь коробкодержателей 3, при этом толкатели 22 медленно выдвигают с точностьюЮ,5 мм внутренние коробки 10 из наружных 19, т.е. производят разборку коробок 5 ( фиг. 3) и, наоборот, штанги 20 с
толкателями 22, расположенные ближе к узлу 9, пазовый кулачок 16 осуществляют более быстрое выдвижение внутренних коробок 10 из коробкодержателей 3, а следовательно, и из наружных коробок 19 (фиг.
2) за пределы коробкодержателей 3. При дальнейшем повороте диска 17 подъемник 24 постепенно поворачивает толкатели 22
вверх (фиг. 4), выводит фиксаторы 26 из ячеек 27 и перемещает толкатели 22 над коробкодержателями3 конвейера 2.
При дальнейшем движении конвейера 2 толкатели 22 под действием собственного веса опускаются и фиксаторы входят в ячейки 27, фиксируя толкатели в нижнем положенин. Затем цикл работы толкателей повторяется.
После выбивки спичек в узле 7 выбивки узел 9 загружает спички 8 во внутренние коробки 10. Конвейер транспортирует коробки со спичками к узлу 12 сборки, при этом узел 11 производит укладку спичек 8 во внутренних коробках. Узел 12 производит сборку внутренних, коробок со спичками с наружными, а узел 13 - сталкивание собранных коробок на контрольный стол 14.
Применение предлагаемой линии увеличивает производительность и повышает точность и качество разборки коробок за счет уменьшения скоростей и снижения дин.амических погрешностей разборки коробок.
Формула изобретения Линич для укладки спичек, включающая спичечный автомат и кинематически
связанные с ним конвейер с коробкодержателями и узлы подготовки собранных коробок с горизонтальной их укладкой в коробкодержатели, разборки коробок, выбивки спичек, загрузки спичек во внутрениие коробки, укладки спичек в коробках, сборки коробок, сталкивания их на контрольный стол и привод с пазовыми кулачками, отличающаяся тем, что, с целью повышения качества разборки коробок за
счет снижения динамических погрешностей разборки коробок, узел разборки коробок снабжен размещенным на поворотном диске конвейера приспособлением осевого выдвижения внутренних коробок из наружных, выполненным в виде радиально
установленных над конвейером и смонтированных на поворотном диске вдоль каждого коробкодержателя выдвижных штанге шар- нирно установленными на внешних концах Г-образными толкателями и смонтирован- ных на раме конвейера с С-обраэным подьемником поворотных толкателей, причем штанги посредством роликов связаны с закрепленным на раме конвейера пазовым кулачком, толкатели снабжены фиксаторами нижнего положения, а штанги выполнены с ячейками,
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587031A1 |
| Линия укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587032A1 |
| Линия для укладки спичек | 1990 |
|
SU1723080A1 |
| Линия укладки спичек | 1989 |
|
SU1659388A1 |
| Линия для укладки спичек | 1987 |
|
SU1419986A1 |
| Способ изготовления спичек и устройство для его осуществления | 1989 |
|
SU1684267A1 |
| Устройство для укладки спичек | 1990 |
|
SU1708807A1 |
| Линия изготовления спичек | 1987 |
|
SU1439094A1 |
| Устройство для укладки спичек | 1990 |
|
SU1723079A1 |
| Устройство для укладки спичек | 1990 |
|
SU1715796A1 |
Изобретение относится к деревообрабатывающей промышленности. Цель изобретения - повышение качества разборки коробок за счет снижения динамических поА - 5 2418 грешностей разборки коробок. Линия имеет узел разборки коробок, который снабжен размещенным на поворотном диске конвейера 2 приспособлением 18 осевого выдвижения внутренних коробок из наружных. Штанги посредством роликов контактируют с закрепленными на раме 23 конвейера 2 пазовым кулачком, толкатели имеют фиксаторы нижнего положения, а штанги - ячейки, Штанги с толкателями, расположенные ближе к узлу 4, задвигают коробки в короб- кодержатели. А штанги, расположенные ближе к узлу 9, осуществляют более быстрое выдвижение внутренних коробок из короб- кодержателей. При повороте диска подьем- ник 24 поворачивает толкатели вверх, выводит фиксаторы из ячеек и перемещает толкатели над коробкодержателями конвейера 2. 6 ил. (Л С /Л о 00 4Ь ю Os Ю
фиг 2
фиг 4
17 сриг 5
фиг В
19 J
22
фигЗ
5-6
5 3
| Линия для укладки спичек | 1987 |
|
SU1413100A1 |
| Звягин Б.Н | |||
| и Полухин Ю.Ф | |||
| Оборудование спичечного производства | |||
| М.: Лесная промышленность, 1977, с | |||
| Ручная тележка для грузов, превращаемая в сани | 1920 |
|
SU238A1 |
