внутренних коробок, а с другого конца - с механизмом сталкивания 16 приемного стола 17. Наружная ветвь 10 связана со спичечным автоматом 2, с механизмами укладки 3 и механизмами 18 соединения наружных и внутренних |коробок, К вьтолнены с Г-образными ;боковыми стенками для наружных и . |внутренних коробок. Внутренние по- |лости каждой боковой стенки и дна К :вьтолнены ступенчатыми. Дно К в зоне ;Внутренних коробок имеет паз для уда- :ления россыпи спичек. Из бункера 24
по транспортерам 15 транспортируются внутренние и наружные коробки к механизмам 14. В момент останова конвейера в механизмы 14 подают коробки на наружную 10 и внутреннюю II ветви. Привод 19 периодически вращает конвейер 6 и подает спичечные коробки к механизму укладки 3 спичек. Механизм 3 с автомата 2 передает спички в V- образные приемники, из которых спички под собственной массой пересьтают- ся во внутренние коробки. 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587031A1 |
| Линия для укладки спичек | 1989 |
|
SU1684269A1 |
| Линия для укладки спичек | 1987 |
|
SU1419986A1 |
| Линия укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587032A1 |
| Линия для укладки спичек | 1990 |
|
SU1723080A1 |
| Автоматическая линия изготовления спичек | 1986 |
|
SU1368306A1 |
| Способ изготовления спичек и устройство для его осуществления | 1989 |
|
SU1684267A1 |
| Устройство для укладки спичек | 1986 |
|
SU1368307A1 |
| Устройство для укладки спичек в коробки | 1987 |
|
SU1521736A1 |
| Линия изготовления спичек | 1987 |
|
SU1439094A1 |
Изобретение относится к дерево- обрабатывающей промьшшенности. Цель изобретения - повышение производительности за счет увеличения надежности и сокращения транспортных перемещений. Под каждым V-образным приемником механизма укладки 3 спичек размещены и жестко закреплены на боковых кромках коробкодержателей (К) направляющие для спичек, наклоненные в противоположные стороны. Конвейер 6 выполнен горизонтальным. Внутренняя ветвь I связана с одного конца с транспортерами 15 подачи наружных и (Л 4 со 2 Фив./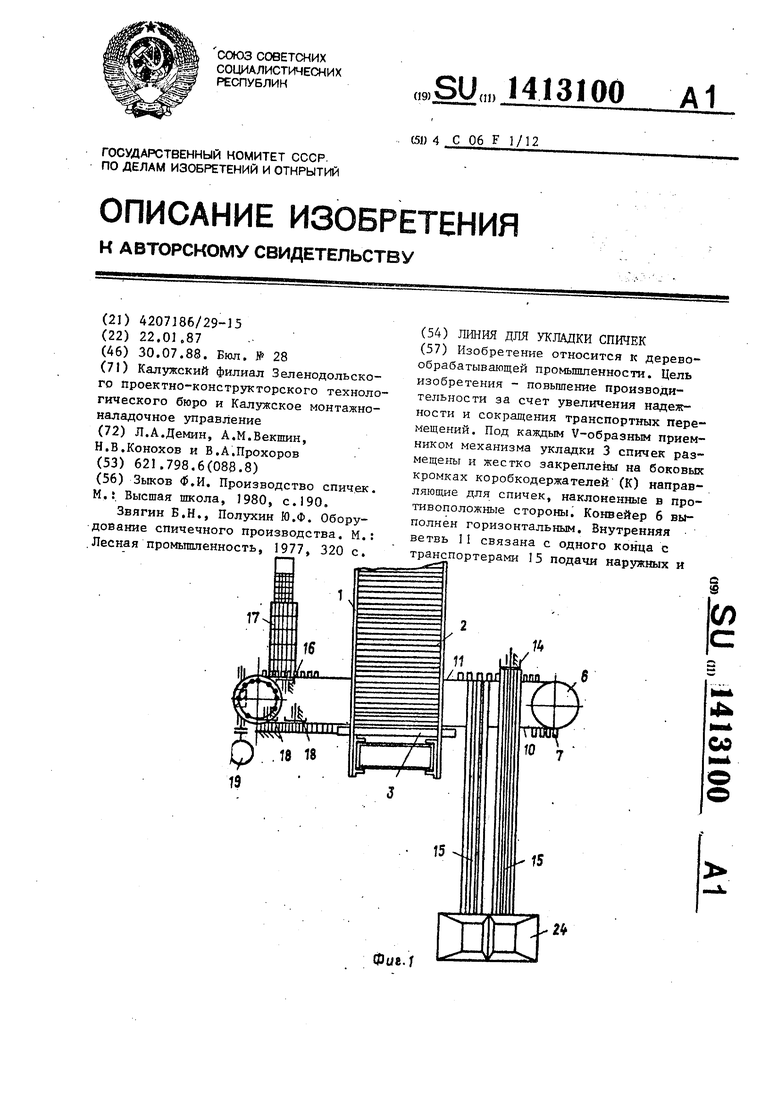
I1
Изобретение относится к дерево- ;обрабатьшающей промьшшенности, в I частности к оборудованию спичечного производства.
Цель изобретения - повышение производительности за счет увеличения надежности и сокращения транспортных перемещений.
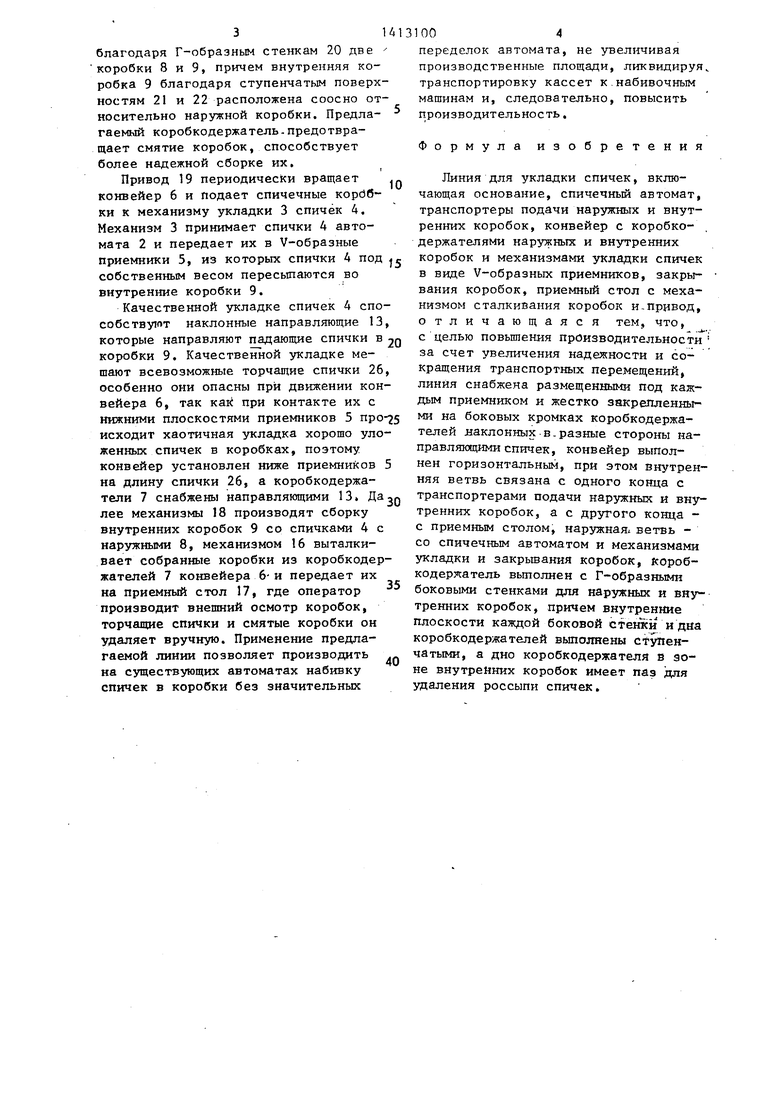
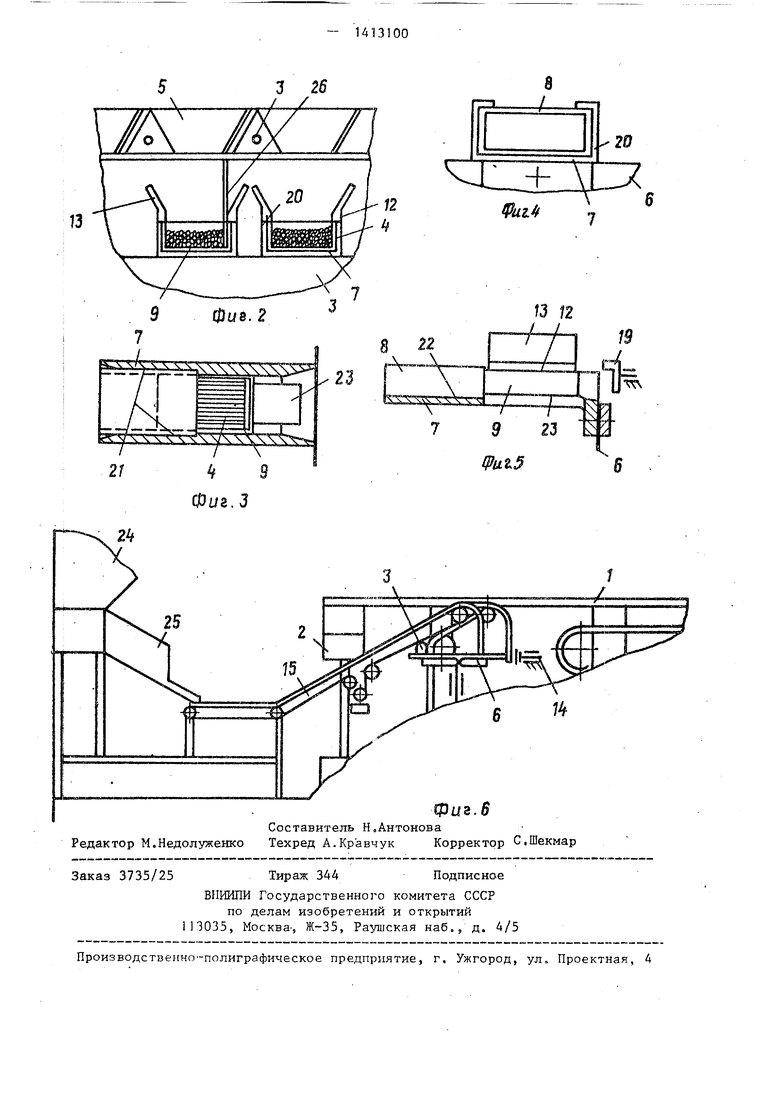
На фиг, показана линия, общий ВИД}, на фиг,2 коробкодержатели с наклонными направляющими; на фиг.З - коробкодержатель со ступенчатыми внутренними плоскостями; на фиг.4 - коробкодержатель с Г-образйыми боковыми стенками; на фиг.З - коробкодержатель с пазом; на фиг.6 - линия, вид сбоку.
Линия включает основание 1, спичечный автомат 2 с механизмом укладки 3 спичек 4 с V-образными приемниками 5.
Ниже механизма 3 горизонтально размещен конвейер 6 с коробкодержа- телем 7 наружных 8 и внутренних 9 коробок, причем наружная ветвь 10 конвейера с коробкодержателями 7 разме-. щена под приемниками 5 механизма 3, а внутренняя П-в проходе автомата 2,
Линия снабжена размещенными под каждым V-образным приемником 5 и жестко закрепленными на боковых кромках 12 коробкодержателей 7 наклонных в разные стороны направляющими 13 спичек 4. Внутренняя ветвь 11 конвейера 6 связана с одного конца с механизмами 4 транспортеров 15 подачи
вт1утренних 9 наружных 8 коробок, с другого конца - с механизмом 16 сталкивания приемного стола 17.
Наружная ветвь 10 связана с механизмом 3 укладки автомата 2 и механизмами 18 соединения наружных 8 и внутренних 9 коробок. Линия снабжена Приводом 19. Коробкодержатель 7 выполнен с Г-образными боковыми стенками 20 причем внутренние плоскости 21 и 22 казвдой стенки и дна коробко- держателя 7 вьшолнены ступенчатыми, причем для внутренних коробок 9 ступени вьтолнены вьппе относительно ступеней наружных коробок. Дно коробко- держателя 7 имеет паз 23 для удаления россыпи спичек 4. Транспортеры 15 снабжены бункерами 24 и коробкоразбор- ными механизмами 25, В коробках 9
иногда размещены вертикально и горизонтально расположенные спички 26. Линия работает следующим образом. Коробкоразборный механизм 25 принимает внутренние 9 и наружные 8 коробки из бункеров 24, ориентирует и передает их на транспортеры 15, которые транспортируют коробки к механизмам 14.
В момент останова конвейера 6 механизмы 14 принимают коробки 8 и 9 с транспортеров 15 и подают их с двух сторон в коробкодержатели 7 конвейера 6, при этом коробки 9 расположены с внутренней части конвейера 6, а наружные коробки 8 с внешней стороны конвейера 6. В одном коробкодержа- теле 7 размещены и зафиксированы
3141
лагодаря Г-образным стенкам 20 две коробки 8 и 9, причем внутренняя коробка 9 благодаря ступенчатым поверхностям 21 и 22 расположена соосно относительно наружной коробки, Предла- гаемый коробкодержатель.предотвращает смятие коробок, способствует более надежной сборке их,
Привод 19 периодически вращает .- конвейер 6 и подает спичечные корОб- ки к механизму укладки 3 спичек 4, Механизм 3 принимает спички 4 автомата 2 и передает их в V-образные приемники 5, из которых спички 4 под собственным весом пересыпаются во внутренние коробки 9,
Качественной укладке спичек 4 способствуют наклонные направляющие 13, которые направляют падающие спички в 2о коробки 9, Качественной укладке мешают всевозможные торчащие спички 26, особенно они опасны при движении конвейера 6, так Kak при контакте их с нижними плоскостями приемников 5 про-75 исходит хаотичная укладка хорошо уложенных спичек в коробках, поэтому конвейер установлен ниже приемников 5 на длину спички 26, а коробкодержа- тели 7 снабжены направляющими 13. лее механизмы 18 производят сборку внутренних коробок 9 со спичками 4 с наружными 8, механизмом 16 выталкивает собранные коробки из коробкодер- жателей 7 конвейера 6 и передает их на приемный стол 17, где оператор производит внешний осмотр коробок, торчащие спички и смятые коробки он удаляет вручную. Применение предлагаемой линии позволяет производить ..
4U
на существующих автоматах набивку
спичек в коробки без значительных
1004
переделок автомата, не увеличивая производственные площади, ликвидируя, транспортировку кассет к набивочным машинам и, следовательно, повысить производительность,
Формула изобретения
Линия для укладки спичек, включающая основание, спичечный автомат, транспортеры подачи наружных и внутренних коробок, конвейер с коробко- , держателями наружных и внутренних коробок и механизмами з ладки спичек в виде V-образных приемников, закрывания коробок, приемный стол с механизмом сталкивания коробок и-Привод, отличающаяся тем, что, с целью повьппения производительности за счет увеличения надежности и сокращения транспортных перемещений, линия снабжена размещенными под каждым приемником и жестко закрепленными на боковых кромках коробкодержа- телей лаклонных-В-разные стороны направляющими спичек, конвейер выполнен горизонтальным, при этом внутренняя ветвь связана с одного конца с транспортерами подачи наружных и внутренних коробок, а с другого конца - с приемным столом, наружная, ветвь - со спичечным автоматом и механизмами укладки и закрьшания коробок, коробкодержатель вьтолнен с Г-образными боковыми стенками для наружных и внутренних коробок, причем внутренние плоскости каждой боковой стеики идна коробкодержателей выполнены стгупен- чатыми, а дно коробкодержателя в зоне внутренних коробок имеет паз для удаления россыпи спичек.
3 26
/ /
13
/V Lin
Фив. 2
Фиг.5
Составитель Н.Антонова Редактор М.Недолуженко Техред А.Кравчук Корректор С.Шекмар
Заказ 3735/25Тираж 344Подписное
ВПИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва , Ж-35, Раушская наб., д. 4/5
fpui
7
13 12 I I
h
tputS
1
| Зьисов Ф.И | |||
| Производство спич.ек | |||
| М.: Высшая школа, J980, с.190 | |||
| Звягин Б.Н., Полухин Ю.Ф | |||
| Оборудование спичечного производства | |||
| М.: .Лесная промышленность, 1977, 320 с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
