00
а
00
ел
со 00
1
Изобретение относится к промьш- ленности строительных материалов и может, быть использовано при изготовлении мног ослойных футеровок тепловых агрегатов, например сборных панелей обжиговых печей.
Целью изобретения является увеличение срока службы многослойной футеровки тепловых агрегатов.
Металлические анкера, покрытые I слоем ла.тексгипсоцементного раство- |ра указанного состава, обеспечивают, надежное замоноличивание их в защитном слое из жаростойкого бетона в процессе изготовления многосцойной футеровки тепловых агрегатов.При этом достигается технологическая надежность крепления-защитного слоя бетона к основанию футеровки, необхог димая при транспортировании изделия к месту его монтажа. Надежность крепления обеспечивается высокой прочностью раствора и адгезионной прочностью сцепления покрытия к растворной части жаростойкого бетона и к анкеру.
В эксплуатационном режиме, т.е. при воздействии высоких температур, I слой латексгидсоцементного раствора деструктируется с образованием тонких полостей между металлическим ан- кером и жаростойким бетоном защитно- jro слоя (эффект замоноличивания анкера пропадает), что позволяет айкеру претерпевать термические изменения без воздействия на бетон, благодаря чему исключается возможность трещи- нообразования бетона, что повышает срок службы футеровки.
Пример 1. Изготавливали фрагменты многослойной футеровки по предлагаемому и известному способам, iМеталлические анкера Г-образной формы из жаропрочной стали диаметром 8 мм покрьшали со стороны изогнутой части на длину 50 мм латексгипсоце- ментным раствором толщиной 0,4 ьм следующего состава, мас.%: портландцемент 16, гипс 2, латекс 7, вода 6, кварцевый песок фракции 0-0,315 мм 69.
Затем металлические анкера приваривали с шагом 200 мм к стальному листу толщиной 5 мм, укладьшали теплоизоляционные слои из минеральной ваты толщиной 50 мм и каолинового волокна МКРВ-200 толщиной 50 мм и укладывали (путем бетонирования) за13685982
щитньш слой толщиной 105 мм из жаростойкого бетона следующего состава (кг/м бетона); глиноземистьй цемент
g М 500-400, шамот фракции 5-10 мм 650, шамот фракции 0-5 мм 850, вода 240. Полученный фрагмент многослойной футеровки помещали в загрузочное окно горна для обжига керамики и под10 вергали высокотемпературной обработке по режиму: подъем темп ературы до JJOO C 5,5 ч, выдержка при 4 ч, охлаждение в горне.
П р и м е р 2. Многослойную футе1Г ровку изготавливали по примеру 1, анкер покрывали латексгипсоцементным раствором толщиной 0,55 мм следующего состава, мас.%: портландцемент 20, гипс Л,5 латекс 6, вода 4,5 кварце20 вый песок фракции 0-0,315 мм 68.
ПримерЗ. Многослойную футеровку изготавливали по примеру J,анкер покрьюали латексгипсоцементным раствором толщиной 0,7 мм следующего состава, мас.%: портландцемент 24, гипс 1, латекс 5, вода 3, кварцевый песок фракции 0-0,315 мм 67.
П р и м е р 4. Многослойную футеровку изготавливали по способу, опи30 санному в примере 1, анкера покрьтали латексгипсоцементным раствором следующего состава, мас.%: портландце-т мент 14, гипс 0,5, латекс 4, вода 2,кварцевый песок фракции
35 0-0,315 мм 79,5.
П р и мер 5. Многослойную футв ровку изготавливали по способу, описанному в примере 1, анкера покрьтали латексгипсоцементным раствором
40 следукщего состава, мас.%: портландцемент 26, гиде 2,5, латекс 8, вода 7, кварцевый песок фракции 0-0,315 мм 56,5.
В примерах 4 и 5 толщина покрытия
45 анкера составляла 0,55 мм,
П р и м е р б. Многослойную футеровку изготавливали по способу, опи25
50
55
санному в примере 1, металлические анкера устанавливали без покрытия ла- т ексгипсоцементным раствором.
После охлаждения горна был произведен визуальный осмотр фрагментов многослойной футеровки, который показал, что в примере 6 в защитном слое из жаростойкого бетона появились трещины по сечению бетона в местах крепления анкеров, а в примерах 1-5 трещин не наблюдалось.
санному в примере 1, металлические анкера устанавливали без покрытия ла- т ексгипсоцементным раствором.
После охлаждения горна был произведен визуальный осмотр фрагментов многослойной футеровки, который показал, что в примере 6 в защитном слое из жаростойкого бетона появились трещины по сечению бетона в местах крепления анкеров, а в примерах 1-5 треин не наблюдалось.
Проверку сцштления металлических анкеров с жаростойким бетоном прово дили по следующей методике.
Изготавливали бетонные призмы се- че1шем 150x150 мм и длиной 240 мм, в которые замоноличивали метапличес кие стержни (анкера) диаметром 8 ън с выпусками по мм, покрытые слоем латексгипсоцементного раствора толщиной 0,55 мм составов, приведенных в примерах 1-5.
Для получения сравнительных данных в такие же бетонные призмы замонопи- чивали металлические стержни (анкера ) без покрытия.
Марка применяемого бетона - 300. Испытания проводили на.100-тонном прессе путем выдергивания стержней из бетонных призм. Центрирование оСг- разцрв обеспечивалось опиранием их на шарнирную плиту пресса.
В ходе испытаний определяли момен полного нарушения сцепления при критических нагрузках, т.е. при которых происходит полно(е вытягивание металлических стержней.
Напряжение сцепления подсчитывали по
nz
где Р - растягивающее усилие в арматуре, кгс;
П - периметр арматуры, см;
Z - длина заделки стержнд в бетоне, см.
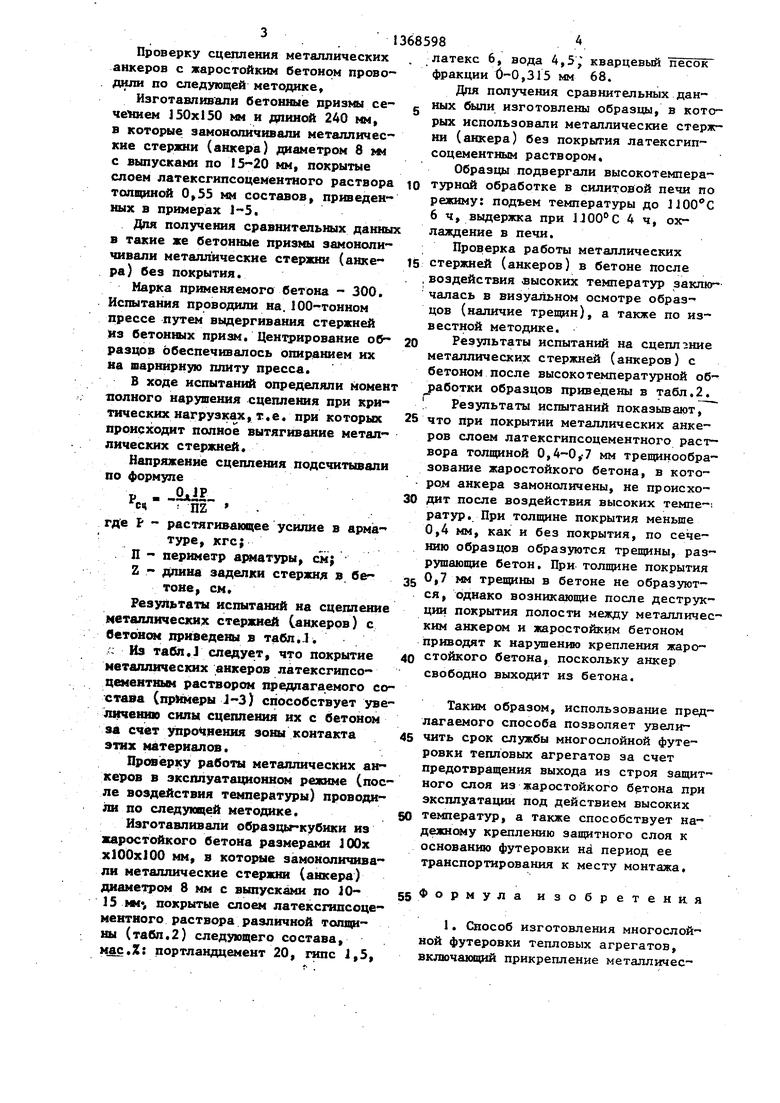
Результаты испытаний на сцепление металлических стержней Спикеров) с бетоном приведены в табл.Л. :: Из Ta6n.J следует, что полсрытие металлических анкеров латексгипсо- цементным раствором предлагаемого состава (примеры J-3) способствует увеличению силы сцепления их с бетоном за счет Упрочнения зоны контакта этих материалов.
Проверку работы металлических анкеров в эксплуатационном режиме (после воздействия температуры) проводили по следующей методике.
Изготавливали образцы-кубики из жаростойкого бетона размерами JOOx xlOOxlOO мм, в которые замоноличивали металлические стержни (анкера) диаметром 8 мм с выпусками по 10- 15 мм, покрытые слоем латексгипсоцементного раствора различной толщины (табл.2) следующего состава, MJIC.Z: портландцемент 20, гипс 1,5,
латекс 6, вода 4,5, кварцевый песок фракции 5-0,315 мм 68.
Для получения сравнительных данных были изготовлены образцы, в которых использовали металлические стержни (анкера) без покрытия латексгип- соцементным раствором.
Образцы подвергали высокотемпературной обработке в силитовой печи по
режиму: подъем температуры до 1100 С 6ч, выдержка при 4 ч, охлаждение в печи.
Проверка работы металлических
стержней (анкеров) в бетоне после
воздействия аысоких температур заключалась в визуальном осмотре образцов (наличие трещин), а также по известной методике.
Результаты испытаний на сцеплзние металлических стержней (анкеров) с бетоном после высокотемпературной обработки образцов приведены в табл.2. Результаты испытаний показывают,
что при покрытии металлических анкеров слоем латексгипсоцементного раствора толщиной 0,4-0,-7 мм трещинообра- зование жаростойкого бетона, в кото- ром анкера замонапнчены, не происходит после воздействия высоких темпе-; ратур. При толщине покрытия меньше 0,4 мм, как и без покрытия, по сечению образцов образуются трещины, разрушающие бетон. При толщине покрытия 0,7 мм трещины в бетоне не образуют
40
ся, однако возникающие после деструкции покрытия полости между металлическим анкером и жаростойким бетоном приводят к нарушению крепления жаростойкого бетона, поскольку анкер свободно выходит из бетона.
Таким образом, использование предлагаемого способа позволяет увеличить срок службы многослойной футеровки тепловых агрегатов за счет предотвращения выхода из строя защитного слоя из жаростойкого батона при эксплуатации под действием высоких
температур, а также способствует надежному креплению защитного слоя к основанию футеровки н период ее транспортирования к месту монтажа.
Формула изобретения
1. Способ изготовления многослойной футеровки тепловых агрегатов, включахяций прикрепление металличесinx анкеров к несущему оснований, ук- дгадку теплоизоляционных слоев и ук - ладку saopiTHoro слоя из жаростойкого (1етона, отличающийся тем, что, с целью увеличения срока службы (аутеровки, металлические анкера пред- иарительно покрывают слоем латекс- 1 ипсоцементного раствора толщиной 4-0,7 мм на длину погружения анке- а в защитный слой из жаростойкого етона.
6
2. Способ non.J, отличаюийся тем, что латесгипсоцемент- й раствор берут следующего состава, е.%:
Портландцемент
Гипс
Латекс
Вода
Кварцевый песок
фракции
0-0,315 мм Таблица J
16-24 1-2 5-7 3-6
Остальное.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ ИЗДЕЛИЙ | 2004 |
|
RU2255918C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ | 1995 |
|
RU2067533C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ И ОБЛИЦОВОЧНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1997 |
|
RU2114084C1 |
| СЫРЬЕВАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ГАЗОБЕТОНА НЕАВТОКЛАВНОГО ТВЕРДЕНИЯ | 2007 |
|
RU2340582C1 |
| Сухая смесь для выравнивания палуб судов | 2018 |
|
RU2689959C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНО-ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯХ ИЗ БЕТОНА | 2011 |
|
RU2466864C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ДЕФОРМАЦИОННЫХ ШВОВ ГИДРОТЕХНИЧЕСКИХ СООРУЖЕНИЙ, ДЕФОРМАЦИОННЫЙ ШОВ (ВАРИАНТЫ), СОСТАВ КЛЕЯ ДЛЯ ЕГО ВЫПОЛНЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2234567C1 |
| БЕТОННАЯ КОМПОЗИЦИЯ | 1995 |
|
RU2067534C1 |
| СОСТАВ ДЛЯ ТЕПЛОИЗОЛЯЦИИ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2525536C2 |
| Сырьевая смесь для изготовления мелкозернистого полимербетона, модифицированного микрокремнеземом | 2019 |
|
RU2711169C1 |
Изобретение относится к изготовлению многослойной футеровки тепловых агрегатов из жаростойкого бетона. С целью увеличения срока службы футеровки металлические анкера предварительно покрывают слоем ля- тексгнпсоцементного раствора толщиной 0,4-0,7 мм на длину погружения анкера в защитный слой из жаростойкого бетона. При этом латексгипсоце- ментный раствор берут следующего состава, мас.%: портландцемент 16-24; гипс 1-2; латекс 5-7; вода 3-6; кварцевый песок фракции 0-0,315 мм - остальное. Способ позволяет увеличить срок службы многослойной футеровки тепловых агрегатов за счет предотвращения выхода из строя защитного слоя КЗ жаростойкого бетона, а также способствует надежному креплению защитного слоя к основанию футеровки на период ее транспортирования к месту монтажа. 1 з.п. ф-лы, 2 табл. с е (Л
Применяемый стержень (анкер)
Анкер без покрытия (известный)
Анкер, покры-шй латекс- гипсоцементным раствором состава по примерам
1 2 3
4
- 5
стержень
Состояние образцов после обжига
Анкер,покрытый слоем латексгипсоцементного раствора, толщиной, мм
0,4
0,55
0,7
0,2
(нижний запредельный)
0,9 (верхний запредельный)
Анкер без покрытия (известный)
Трещин нет
Трещины по
сечению образца
ВНИИШ Заказ 270/37 Тираж 560:
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Растягивающее усилие яри выдергивании, кгс
5040
Сцепление, МПа
8,36
9,97
10,17
9,82
7,99
8,14
Таблица2
Сцепление, МПа
4,78
Подписное
| Патент Великобритании № 1268022, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
