Изобретение относится к судоремон и может быть использовано в су- iocтpoeнии при вскрытии технологических вырезов.
Цель изобретения - снижение трудоемкости ремонта и повьшение надежности корпуса судна.
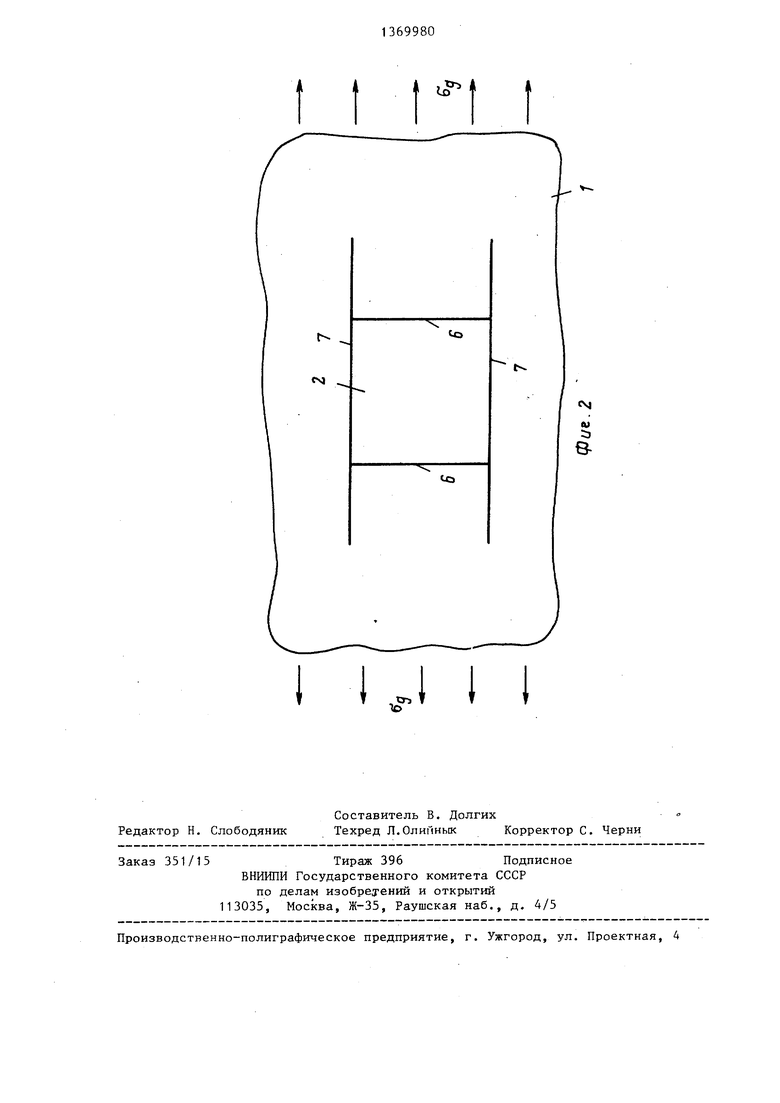
На фиг. 1 показана часть обшивки корпуса судна с вырезанным участком, подлежащим ремонту; на фиг. 2 - то е, с восстановленным участком.
Из полотнища 1 обшивки корпуса судна, в Котором действуют напряжени Ga , вырезают участок 2, подлежащий ремонту. При этом первоначально про- изводят два параллельных реза 3 вдол направления действия основного пото- ;Ка напряжений ба на длину, Превыша- :клцую заданную длину участка 2, и |на расстоянии друг от друга, равном заданном ширине L вырезаемого участ- |ка 2 полотнища 1. Длина каждого из упомянутых резов 3 превьшает заданную- длину вырезаемого участка 2 симметрично в обе стороны от вырезаемого участка 2 на величину 1, определяемую по зависимости
разуются компенсирующие участки 5 полотнища 1. После выполнения ремонтных работ производят заделку вы- реза, причем первоначально заваривают резы 4 с образованием сварных стыков 6, а затем резы, образуя стыки 7.
Формула изобретения
Способ ремонта корпуса судна, при котором вырезают часть обшивки корпуса по заданным размерам, производят ремонтные работы, а затем производят заделку выреза, отличающийся тем, что, с целью снижения трудоемкости ремонта и повышения надежности корпуса, при выполнении выреза первоначально производят два параллельных реза вдоль направления действия основного потока напряжений в корпусе судна, причем длина каждого из упомянутых резов
превьш1ает заданную длину вырезаемого участка обшивки корпуса симметрично в обе стороны от вырезаемого участ ка на величину 1, определяемую по зависимости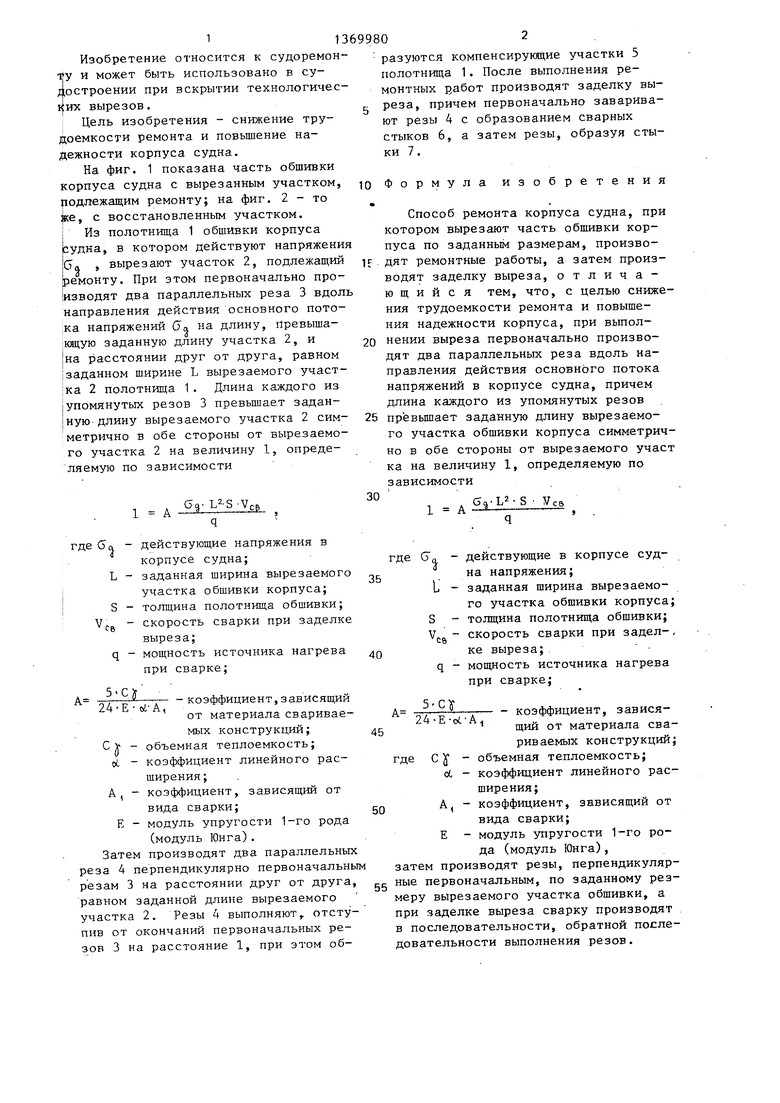
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ДЕФОРМИРОВАННОГО ПЕРЕКРЫТИЯ | 1994 |
|
RU2094295C1 |
| Способ изготовления сварной панельной конструкции | 1990 |
|
SU1724509A1 |
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ ОТ ЭЛЕКТРОХИМИЧЕСКОЙ КОРРОЗИИ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ | 2014 |
|
RU2571293C2 |
| УЗЕЛ СОЕДИНЕНИЯ НАБОРА ОБШИВКИ КОРПУСА СУДНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2031809C1 |
| БОРТОВОЕ ПЕРЕКРЫТИЕ | 2011 |
|
RU2472665C2 |
| СПОСОБ ПРАВКИ ПЕРЕГИБА КОРПУСА СУДНА | 2010 |
|
RU2443593C1 |
| Способ изготовления блока цилиндрической части корпуса судна | 1982 |
|
SU1050955A1 |
| Способ восстановления несущей способности днищевого перекрытия судна с двойным дном | 1981 |
|
SU1008068A1 |
| БОРТОВОЕ ПЕРЕКРЫТИЕ | 2011 |
|
RU2463197C1 |
| СПОСОБ МОДЕРНИЗАЦИИ ИЛИ РЕМОНТА НЕСУЩИХ ЭЛЕМЕНТОВ СУДОВЫХ КОНСТРУКЦИЙ (ВАРИАНТЫ) | 2011 |
|
RU2448861C1 |
Изобретение относится к судоремонту и может быть использовано в судостроении -при вскрытии технологических вырезов. Цель изобретения - снижение трудоемкости ремонта и повышение надежности корпуса судна. При выполнении выреза первоначально производят резы 3 вдоль направления действия основного потока напряжений в корпусе судна. Длина каждого из резов 3 превышает заданную длину вырезаемого 2 обшивки корпуса симметрично в обе стороны от вырезаемого участка 2 на величину 1, определяемую по зависимости 1 А СГ. S.V,6 где - действующие основные напряжения в корпусе судна; L - заданная ширина вырезаемого участка обшивки корпуса; S - толщина полотнища обшивки; V - скорость сварки при заделке выреза; q - мощность источника 5 С у нагрева при сварке; А 24- Е- А коэффициент зависящий от материала свариваемых конструкций; Су - объемная теплоемкость; oJ, - коэффициент линейного расширения; А - коэффи- диент зависящий от вида сварки; Е - модуль упругости 1-го рода (модуль Юнга). Затем производят резы 4, перпендикулярные резам 3, по заданному размеру вырезаемого участка 2. При заделке выреза сварку производят в последовательности, обратной последовательности выполнения резов. 2 ил. ; (Х (Л оо О5 СО со 00
1 А
-У
Lде - L S q 35
действующие напряжения в
корпусе судна;
заданная ширина вырезаемого
участка обшивки корпуса;
толщина полотнища обшивки;
скорость сварки при заделке
выреза;
мощность источника нагрева Q
при сварке;
A
5 C
- коэффициент,зависящий
24-E-oi A,
от материала свариваемых конструкций; СУ - объемная теплоемкость; ос. - коэффициент линейного расширения ; А, - коэффициент, зависящий от
вида сварки; Е - модуль упругости 1-го рода
(модуль Юнга).
Затем производят два параллельных реза 4 перпендикулярно первоначальны резам 3 на расстоянии Друг от друга, равном заданной длине вырезаемого участка 2. Резы 4 выполняют,, отступив от окончаний первоначальных резов 3 на расстояние 1, при этом об30
1 А
S У
где G
V,
-действующие в корпусе судна напряжения;
-заданная ширина вырезаемого участка обшивки корпуса;
толщина полотнища обшивки;
-скорость сварки при задел- ке выреза;
q - мощность источника нагрева при сварке;
се
0
5
А
5 Су
5
24-Е-о. А.
- коэффициент, зависящий от материала свариваемых конструкций; где су - объемная теплоемкость;
Л - коэффициент линейного расширения;А, - коэффициент, зависящий от
вида сварки;
Е - модуль упругости 1-го рода (модуль Юнга),
затем производят резы, перпендикулярные первоначальным, по заданному рез- меру вырезаемого участка обшивки, а при заделке выреза сварку производят в последовательности, обратной последовательности выполнения резов.
| Барабанов Н.В | |||
| Конструкция корпуса морских судов | |||
| Л.: Судостроение, 1969, с | |||
| Станционный указатель направления времени отхода поездов и т.п. | 1925 |
|
SU434A1 |
