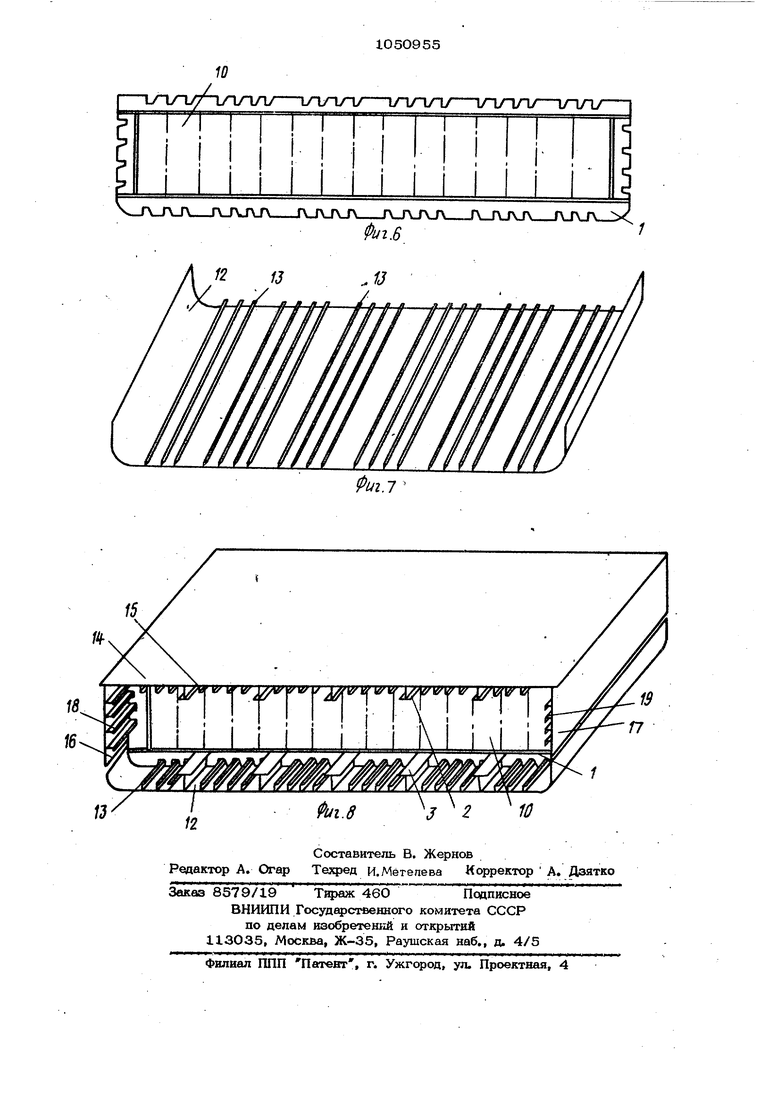
1 Изобретение отнсх:ится к судостроению, в частности к способам изготовления блока цилиндрической части корпуса судна с продольной системой набора. Иавестен способ изготовления блока цилиндрической части корпуса судна, включающий сборку каркаса, установку на него обшивки и скрепление их между собой Cl} Недостатком известного способа является большой объем сварочных и сборочных работ при соединении наружной обшивки со всеми элементами набора непосредстве Krio в процессе сборки блока. Цель изобретения - сокращение трудо емкости работ, выполняемых непосредственно при сборке блока цилшадрической части корпуса судна. Поставленная цель достигается тем., что согласно способу изготовления блока цилиндрической части корпуса судна, включающему сборку каркаса, установку на него обшивки и скрепление их между собой, каркас собирают из предварительно изготовленных шпангоутных рам, карлингсов, кильсонов, бортовых стрингеров, а к обшивке бейтов, палубы и днища .предварительно крепят остальные продоль ные ребра жесткости, образуя панели бортов, палубы и днища, после чего панели устанавливают на каркас и скрепляют обшивку панелей с каркасом и одну с другой.S На фиг. 1 изображен объемный каркас на фаг. 2 - панель палубы; на фиг. 3 и 4 - панели бортов; на фиг. 5 и 6 шпангоутные рамы с установленными в них пиллерсами и переборками; на 4яг. 7 - панель дниша; на фиг. 8 - блок секция. Способ изготовления блока цилищфигае ской части корпуса судна с продольной системой набора, в частности баржи, осуществляют следующим образом. Изготовление каркаса и панелей борто палубы и днища производят на специал№в1фованных рабочих местах. (фиг. l) изготавливают вз шпангоутных рам 1, карлингсов 2, кшизсонов 3 и бортовых стрингеров 4 (фиг. 1 и 8). Шпангоутные рамы изготавливают на специализщюванном плоском стевде (не пока зан). Для этого на плоскостй стенда наносят линии ширины, высоты и скуловьк обводов баржи и устанавливают фиксирующие планки (не показаны). На стевд по следовательно укладьшают, например 1фаном, узлы набора (бимсы 5, шпангоуты 6, флсфы 7), пиллерсы 8, раскрепля5Sюшие юс КНШ1Ы 9 или переборки 10 (фиг. 5 и б). Указанные узлы стыкуют и сваривают между собой. Затем шпангоутные рамы 3, устанавливают, в стапельное положение на расстоянии шпации к соединяют друг с другом с помошью карлингсов 2, кильсонов 3 и бортовых стрингеров 4, приваривая их к шпангоутным рамам 1. Сборку и сварку каркаса производят в поворотном ковдукторе. На деталях набора, из которых изготовлены шпангоутные рамы 1 (бимсы 5, шпангоуты 6, флоры 7), вьшолнены вырезы 11. Панели днища изготавливают на известном оборудовании, длялегх собирают и сваривают автоматами полотнища 12, затем производят разметку полотнищ, устанавливают и прив.аривают сварочными головками остальные ребра жесткости 13, не включенные в каркас (фиг. 1). Аналогично изготавливают панели палубы; из полотнищ 14 и ребер жесткости 15 и панели бортов из полотнищ 16 и 17 и ребер жесткости 18 и 19. Ребра жесткости 13, 15, 18 и 19 не включены в каркас (фиг. 1 - 5 и 8). Бортовые панели устанавливают в стапельное положение в поворотном кондукторе (не показан). Под кондуктор подводят панель палубы, установленную на ipaHcnopTHbDL тележках (не показан). После этого каркас устанавливают на панель палубы, при этом ребра жесткости 15 входят в вырезы 11 бимсов 5. Бортовые панели обжимают кондуктором к каркасу, при этом ребра жесткости 18 и 1-9.входя т в вырезы 11, выполненные на шлангоутах 6. Полотнища 14 палубы и полотнища 16 и 17 6qDTOB состыковывают , сваривают между собой по монтажным кромкам и приваривают к шпангоутным рамам 1, карлингсам 2 и бортовым стрингерам 4. После этого выкатывают транспортные тележки и поворачивают кондуктор на 18О. На транспортные тележки устанавливают панель днища, затем тележки вкатывают под кондуктор, при этом продольные ребра жесткости 13 входят в вьгрезы 11, выполненные на флорах 7. Панель днища обжимают к каркасу, приваривают полотнище 12 к флорам 7 и кильсонам 3, а также сварийают его по монтажным jфoмкaм с полотншцами 16 и 17 пане- лей бортов. Готовую блок-секцию осво- бсиадают от кoадyктqpa и с помощью транспортных тележек передают на следующую позицию механизированной поточной линии. 31O Предлагаемый способ изготовления блока цилиндрической части корпуса судна с продольной системой набора по сравнению с известным снижает в 1,5 2,0 раза трудоемкость сбсрочно-сварочных работ благодаря свободному доступу к узлам соединения каркаса и панелей в процессе их изготовления, а также сокращению количества монтажных стыков между балками рамного набора блок секции, способствует расширению внедрения автоматической сварки и максиSмальному использованию средств механизации сборочных работ за счет переноса монтажных работ по установке переборок, пиллерсов, раскосов, книц, вьщолняемых на стапеле, на специализированные рабочие места, предназначенные для сборки рамок каркаса. Экономический эффект от внедрения изобретения при изготовлении одной блок-секиии на длину 6,О-8,0 м составляет свыше 1,2 тыс. руб.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| КОРПУС СУДНА | 2010 |
|
RU2451618C2 |
| КОРПУС СУДНА НА ВОЗДУШНОЙ ПОДУШКЕ | 2000 |
|
RU2191712C2 |
| СУДОВОЙ КОРПУС | 1992 |
|
RU2068366C1 |
| Монтажное соединение промежуточной палубы судна с бортом | 1986 |
|
SU1397361A1 |
| Корпус несамоходной платформы на воздушной подушке | 2022 |
|
RU2778328C1 |
| БОРТОВОЕ ПЕРЕКРЫТИЕ | 1992 |
|
RU2068367C1 |
| СПОСОБ ПРАВКИ ПЕРЕГИБА КОРПУСА СУДНА | 2010 |
|
RU2443593C1 |
| СПОСОБ СБОРКИ КОНСТРУКЦИИ СУДНА С МЕТАЛЛИЧЕСКИМ КОРПУСОМ | 2012 |
|
RU2486097C1 |
| Судовой грузовой трюм для рыбной продукции | 1982 |
|
SU1030247A1 |
СПСХ:ОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРИЧЕСКОЙ ЧАСТИ КОРПУСА СУДНА, включающий сборку каркаса, установку на него обшивки и скрепление их между co6ofttO тличающийЬ я тем, что,, сцелью сокращения трудоемкости, каркас собираЕот из предварительно изготовленных шпангоутных рам, карлингсов, кильсонов и бортовых стрингеров, а к общивке бортов, палубы и днища предварительно крепят остальные продольные ребра жесткости, образуя .панели бортов, палубы и днища, после чего панели устанавливают на каркас и С1фепляют обшивку панелей с карк-чсом и одну с другой. (Л ел о со ел ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кузнечный горн | 1921 |
|
SU215A1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
