Изобретение относится к промышленности стройматериалов и предназначено в частности, для автоматической резки мерных кусков труб и стержней в процессе их. вытягивания из обработанной кварцевой заготовки с использованием механизма ее уравновешивания.
Цель изобретения - улучшение каобъема жидкости, выходы которых механически связаны с емкостью 17, заполненной жидкостью. В качестве элементов 18 и 19 регулирования объема жидкости могут быть использованы вентили НЗ (нормально закрытый) с электромагнитным управлением, а в качестве силовых датчиков 16 и 22 могут
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесконтактного формования кварцевых труб | 1988 |
|
SU1544724A1 |
| Устройство бесконтактного формования труб из кварцевых заготовок | 1985 |
|
SU1418295A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВКИ СТЕКЛЯННЫХ ФЛАКОНОВ | 2012 |
|
RU2535570C2 |
| УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ ЖИДКОСТИ | 2013 |
|
RU2532550C1 |
| УСТАНОВКА ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА И СПОСОБ ЕЕ УПРАВЛЕНИЯ | 2011 |
|
RU2486264C2 |
| УСТРОЙСТВО ДЛЯ ПОЛИВА РАСТЕНИЙ (ВАРИАНТЫ) | 2001 |
|
RU2175188C1 |
| Датчик измерения уровня загрязненной жидкости в емкости | 1989 |
|
SU1760350A1 |
| Линия протяжки отводов | 1979 |
|
SU804054A1 |
| Манипулятор | 1982 |
|
SU1045992A1 |
| Автоматизированная установка для ультразвукового контроля изделий | 1989 |
|
SU1767410A1 |
Изобретение относится к промышленности строительных материалов и может быть использовано при бесконтактном формовании кварцевых труб. Цель изобретения - улучшение качества вытягиваемых труб и увеличение выхода годных путем повышения стабильности положения оси заготовки. Устройство бесконтактного формования кварцевых труб содержащих основание со с кальчатыми направляющими, каретку, несущую заготовку, привод каретки, механизм уравновешивания каретки в виде постоянного груза, связанного с кареткой посредством гибкой связи и системы блоков. Устройство содержит кронштейн, два силовых датчика, элементы регулирования объема жидкости и блок регулирования механизма уравновешивания. Механизм уравновешивания снабжен дополнительным противовесом, выполненным в виде соединенной с кареткой посредством дополнительной гибкой связи и системы блоков платформы с установленной на ней с возможностью взаимодействия с одним из силовых датчиков емкостью, заполненной жидкостью. Заготовка закреплена по одной линии с дополнительной гибкой связью на кронштейне, который посредством шарнира с возможностью взаимодействия с другим силовым датчиком, расположенным на каретке, смонтирован на каретке. Ось заготовки лежит на расстоянии от шарнира кронштейна, равном расстоянию от последнего до силового датчика, расположенного на каретке. Выходы силовых дат- - чиков подключены к входам блока регулирования механизма уравновешивания, а выходы последнего подключены к входам элементов регулирования объема жидкости, выходы которых механически связаны с емкостью, заполненной жидкостью. 2 ил. с S ел 00 со со
чества вытягиваемых труб и увеличение 10 быть использованы датчики силоизме
выхода годных путем повышения стабильности положения оси заготовки.
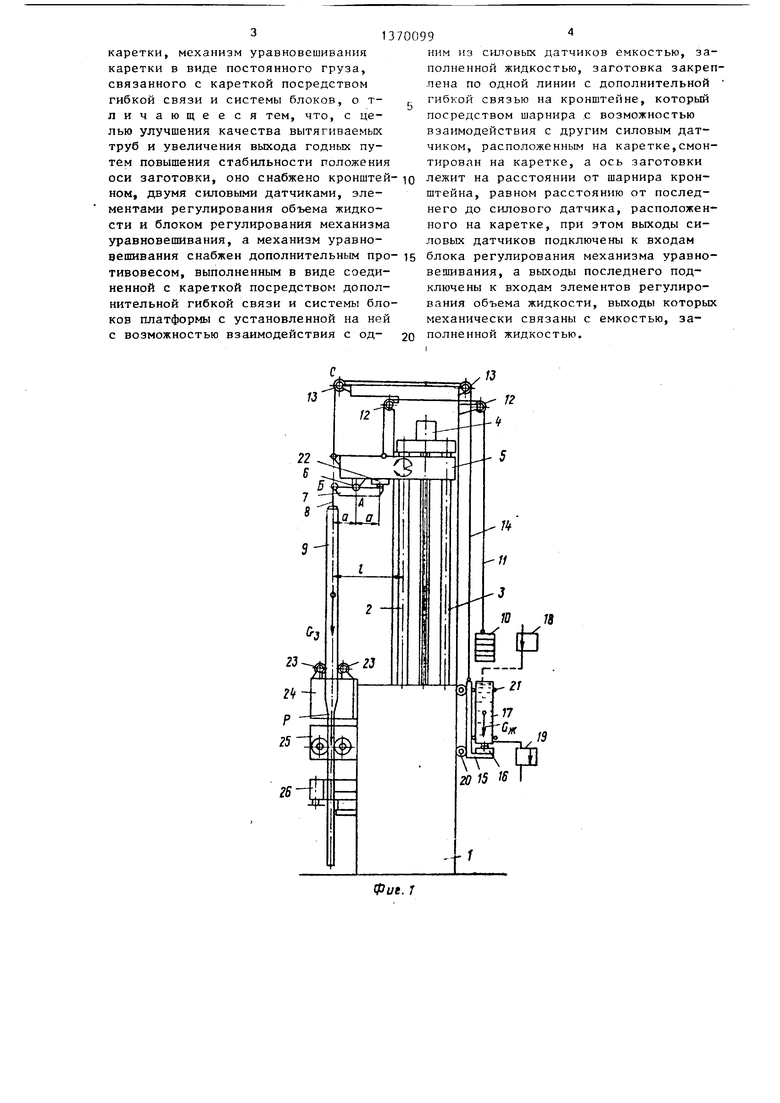
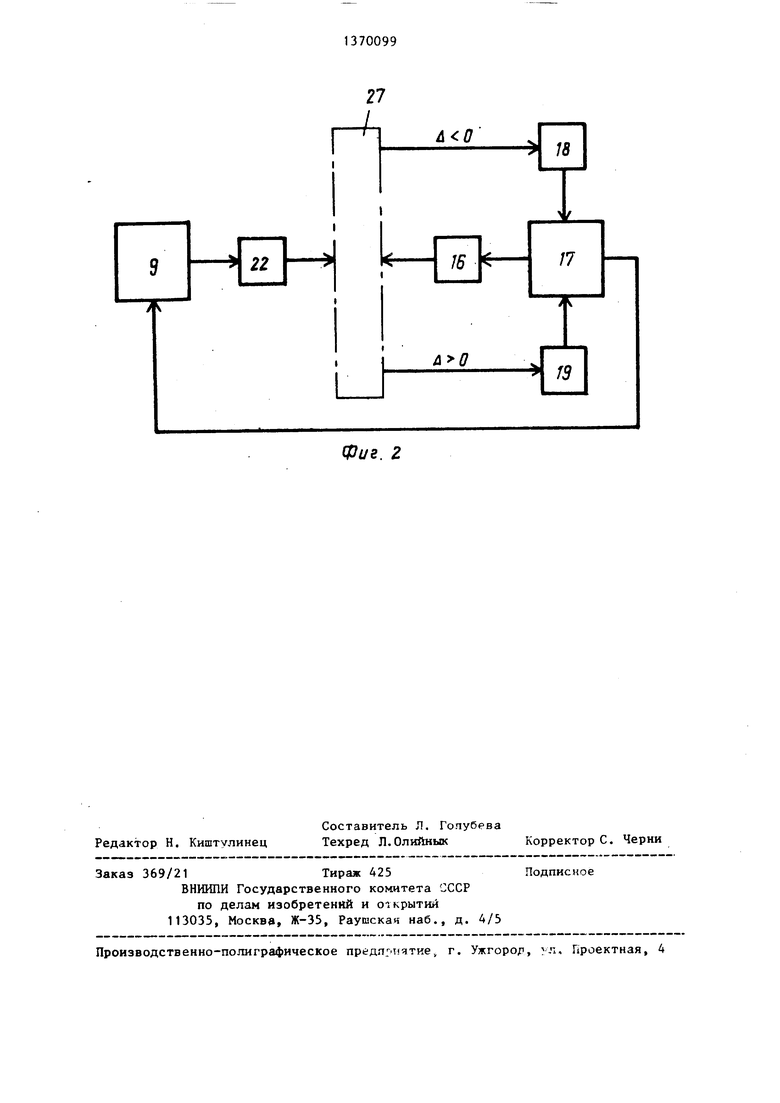
На фиг. 1 изображено предлагаемое устройство бесконтактного формования кварцевых труб, общий вид; на фиг.2 то же, функциональная схема (тонкими линиями показаны электрические связи, а толстыми - механические).
Устройство содержит основание 1 и скальчатые направляккдие - основную 2 и вспомогательную 3, по которьм от привода 4 перемещается каретка 5.На ней посредством шарнира 6 установлен кронштейн 7 с элементами 8 крепления заготовки 9. При этом ось шарнира 6 должна проходить через центр массы А кронштейна 7. Каретка 5 уравновешивается постоянным грузом 1C посредством закрепленной на ней гибкой связи 11 и системы блоков 12. Заготовка 9 уравновешивается посредством системы блоков 13 и дополнительной гибкой связи 14, закрепленной одним концом на г аретке 5 в точки Б, лежащей на одной оси с осью за отовки 9, а другим концом - на платформе 15, на которой смонтирован силовой датчик 16. На нем установлена заполненная жидкостью емкость 17 с элементами 18 и 19 регулирования объема жидкости. Положение платформы определяется опорными роликами 20, а положение емкости 17 - ограничителями 21.
На каретке 5 закреплен второй силовой датчик 22, взаимодействукхций с кронштейном 7. Причем расстояние а от шарнира 6 до оси заготовки 9 и до второго силового датчика 22 равны между собой.
Устройство снабжено также направляющими роликами 23, нагревательной печью 24, вытяжной машиной 25 с механизмом 26 отрезки и блоком 27 регулирования механизма уравновешивани При этом выходы силовых датчиков 16 и 22 подключены к входам блока 27 регулирювания механизма уравновешивания, а выходы последнего подключены к входам 18 и 19 регулирования
0
5
0
5
рительные тензорезисторные типа 9002 дет.
Устройство работает следующим образом.
Подвешенная заготовка 9 через рычаг воздействует на силовой датчик 22 (усилие на датчике 22 равно весу заготовки GJ в исходном положении, а при рабочем процессе Gj+P, где Р - усилие вытяжки).
Емкость 17 дополнительного противовеса воздействует своим весом G на силовой датчик 16. При отсутствии равновесия системы заготовка - противовес происходит отклонение оси заготовки 9 от вертикали. Сигналы силовых датчиков 16 и 22 поступают в блок 27 регулирования механизма уравновешивания, где определяется знак их разности, и в зависимости от этого знака подается сигнал включения соответствующего элемента регулирования объема жидкости. В исходном положении разность сигналов силовых
5 датчиков 16 и 22 отрицательна (Л О). При этом включается элемент 18 регулирования объема жидкости (залив) до установления равенства сигналов датчиков 16 и 22 ().
0 После каждой отрезки изделия равновесие системы заготовка - противовес нарушается, разность сигналов датчиков 16 и 22 положительна () и включается элемент 19 регулирования
5 объема жидкости (слив) до установле ния равенства сигналов датчиков 16 и 22 (0).
Предлагаемое устройство обеспечивает стабильное положение оси загоQ товки, что позволяет повысить качество изделий и увеличить выход годных.
55
Формула изобретения
Устройство бесконтактного формования кварцевых труб, содержащее рс- со скальчатыми направляющими, каретку, несущую заготовку, привод
каретки, механизм уравновешивания каретки в виде постоянного груза, связанного с кареткой посредством гибкой связи и системы блоков, о т- личающееся тем, что, с целью улучшения качества вытягиваемых труб и увеличения выхода годных путем повышения стабильности положения
оси заготовки, оно снабжено кронштей- юлежит на расстоянии от шарнира кронном, двумя силовыми датчиками, эле-штейна, равном расстоянию от послед- ментами регулирования объема жидко-него до силового датчика, расположен- сти и блоком регулирования механизманого на каретке, при этом выходы си- уравновешивания, а механизм уравно-ловых датчиков подключены к входам вешивания снабжен дополнительным про- isблока регулирования механизма уравнотивовесом, выполненным в виде соединенной с кареткой посредством дополнительной гибкой связи и системы блоков платформы с установленной на ней с возможностью взаимодействия с од-
70099
ним из силовых датчиков емкостью, заполненной жидкостью, заготовка закреплена по одной линии с дополнительной гибкой связью на кронштейне, который посредством шарнира с возможностью взаимодействия с другим силовым датчиком, расположенным на каретке,смонтирован на каретке, а ось заготовки
вешивания, а выходы последнего подключены к входам элементов регулирования объема жидкости, выходы которых механически связаны с емкостью, заполненной жидкостью.
Фие. 7
s
-{ЕЦ MZb
.
Фиг. 2
IS
17
f3
| Установка бесконтактного формования | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| 00,ОООСБ, л | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
