00 NP
СО
сл
Изобретение относится к промышленности строительных материалов и пред назначено, в частности} для автомати ческой резки мерных кусков труб и стержней в процессе их вытягивания из обработанной кварцевой заготовки с ис пользованием системы стабилизации ее оси.
Целью изобретения является обеспв чение удобства обслуживания и повышение надежности работы устройства.
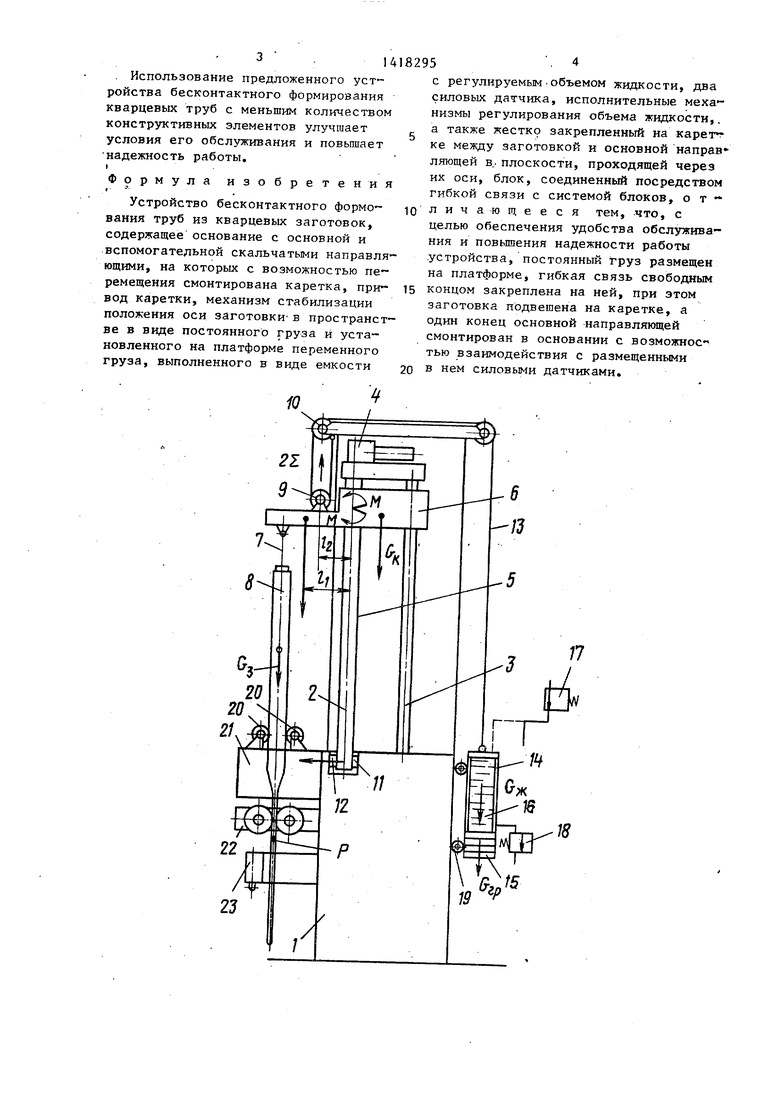
На чертеже изображено предложенное устройство, общий вид.
Устройство содержит основание 1 и скальчатые направляющие основную 2 и вспомогательную 3, по которым от привода 4 посредством исполнительного элемента в виде винта 5 перемещается каретка 6. Последняя снабжена элементом 7 крепления заготовок 8. На каретке 6 жестко закреплен блок 9, размещенный между заготовкой 8 и ос-. новной направляющей 9 в плоскости, проходящей через их оси, а неподвиж- н,ые блоки О установлены на основании 1. Один конец основной направляющей 2 смонтирован в основании между силовьми датчиками 11 и 12, другой конец закреплен в нем. Гибкая связь 13 одним концом закреплена на основании 1, а другим - на платформе 14, которая содержит постоянный груз 15 и переменный в виде «мкости 16 с исполнительными механизмами 17 и 18 регулирования объема жидкости Положение платформы J4 определяется опорными роликами 19,
Устройство снабжено направляющими роликами 20, нагревательной печью 21 и вытяжной машиной 22 с механизмом 23 отрезки.
Устройство работает следующим образом.
Работа механизма стабилизации положения оси заготовки основана на поддержании равенства моментов сил, возникающих от равнодействующей сил - веса заготовки, силы вытягивания, веса каретки с одной стороны и усилия на блоке 9 от постоянного и переменного грузов с другой стороны (относительно основной направляющей 2)
R 1,-2Z 1 0;
, z: G G,p,
где G - вес жидкости;
Grp - вес постоянного груза;
0
5
0
5
0
5
0
5
0
5
R « Р « G, GK,
где Р сила вытягивания;
G - вес заготовки;
G, , вес каретки;
1, - расстояние от равнодействующей R до оси основной направляющей 2;
1 - расстояние от оси блоков 9 . и 10 до оси основной направляющей 2,
Вследствие выполнения условия этого уравнения отсутствует момент, .воздействующей на основную направляющую 2, который вызьюает ее деформацию и, соответственно, отклонение оси заготовки 8 от направления силы вытягивания Р, Поддержание указанного равенства осуршствляется при появлении сигнала одного из силовых датчи. ков I 1 ,1 2, Б качестве датчиков могут быть использованы, например, тензоре- зисторные силовые датчики, реагирующие на напряжение сжатия,
В исходном положении каретка 6 находится вверху без заготовки. Привод 4 отключен.
При подвешивании заготовки 8 к каретке 6 (постоянный и переменный грузы находятся внизу) нарушается равенство моментов, что фиксируется силовым, датчиком 11, и дается команда на заполнение емкости 16 жидкостью до тех пор, пока разность моментов не приблизится к нулю (сигналов от датчиков нет). При этом ось заготовки 8 совпадает о направлением вытягивания. После этого начинается рабочий процесс. Заготовка 8 захва- тьюается направляющими роликами 20, проходит нагревательную речь 21, вытягивается в вытяжной машине 22, после чего отрезается изделие нужной длины. По мере выработки заготовки 8 после каждой отрезки изделия равновесие моментов нар1Ш ается, срабатывает силовой датчик 12 и происходит слив жидкости из емкости 16 до тех пор, пока равновесие не восстанавливается (сигналов от датчиков нет).
Разность сил R-2Z1 создает переменную во времени рабочего- процесса нагрузку на привод 4, влияние которой на скорость перемещения компенсируется следящим электроприводом, на пример устройством для прямого циф- / рового управления двигателями постоянного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесконтактного формования кварцевых труб | 1988 |
|
SU1544724A1 |
| Устройство бесконтактного формования кварцевых труб | 1985 |
|
SU1370099A1 |
| Роторный экскаватор | 1987 |
|
SU1530678A1 |
| ДИНАМИЧЕСКИЙ СТЕНД АВИАЦИОННОГО ТРЕНАЖЕРА | 2011 |
|
RU2486600C1 |
| ПОЖАРНЫЙ ГИДРОВЕРТОЛЕТ-КРАН | 2022 |
|
RU2797539C1 |
| Стенд для моделирования испольнительных органов фронтальных угледобывающих машин | 1985 |
|
SU1305341A1 |
| Устройство для холодной гибки труб | 1990 |
|
SU1770001A1 |
| ПОЛУАВТОМАТ ДЛЯ ФОРМОВКИ СТЕКЛЯННЫХ ФЛАКОНОВ | 2012 |
|
RU2535570C2 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 2019 |
|
RU2705482C1 |
Изобретение относится к промышленности строительных материалов и предназначено для автоматической ки мерных кусков труб и стержней в процессе их вытягивания из обработанной кварцевой заготовки с использованием системы стабилизации ее оси. Целью изобретения является обеспечение удобства обслуживания и повышение надежности в работе. Ус-тройство бесконтактного формования труб из кварцевых заготовок содержит основание с основной и вспомогательной скальча- тыми направляющими, каретку с приводом, механизм стабилизации положения оси заготовки в пространстве в виде постоянного груза и установленного на платформе переменного груза. Последний выполнен в виде емкости с per гулируемым объемом жидкости. Два силовых датчика размещены в основании, а один конец основной направляющей смонтирован в основании с возможностью взаимодействия с ними. Устройство также содержит исполнительные меха низмы регулирования объема жидкости. На каретке между заготовкой и основной направляющей в плоскости, проходящей через их оси, жестко закреплен блок, который посредством гибкой связи соединен с сиетемой,блоков. Один из ее концов закреплен на основании, а другой - на платформе. Постоянный груз размещен на платформе. Заготовка подвешена на каретке., 1 ил. S С/: с
| Упавновешивающее устройство для металлорежущих станков | 1975 |
|
SU541594A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство бесконтактного формования кварцевых труб | 1985 |
|
SU1370099A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
