Известные .способы изготовления шинно-пневматическнх бал;1онои с ленточными камерами, у которых концы камеры сплющиваются и затем вулканизируются, не обеспечивают получения прочных торнов ленточной камеры. Кроме того, конструкция баллона в виде замкнутого кольца с внутренней воздушной полостью значительно усложняет монтаж и демонтал шинно-пневматических .
Предлагаемый способ лишен эгого недостатка.
Согласно изобретению, способ изготовления съемно-разъемные шинно-пневматических баллонов для шинно-пневматических муфт состоит в том, что ленточная камера изготовляется путем загибания чистых и освеженных бензином концов камерной трубки внутрь ее полости, после чего на полученные таким образом торцы камеры накладываются полоски резины. Далее между торцами устанавливаюг металлические прокладки, свертывают ленты в кольцо и вулканизируют. Сборка баллонов производится с заделкой торцов камеры путем загибания предусмотренных для этой цели свободных концов слоев каркаса.
Использование в шинно-пневматических муфтах баллонов съемноразъемного типа значительно сокращает время монтажа и демонтажа муфт, так как в этом случае не требуется разрывать линию вала.
Предлагаемая технология изготовления съемно-разъе.мных баллонов отличается простотой и позволяет изготовлять съемно-разъемные баллоны всех существующих и перспективных размеров с надежной прочностью торцов.
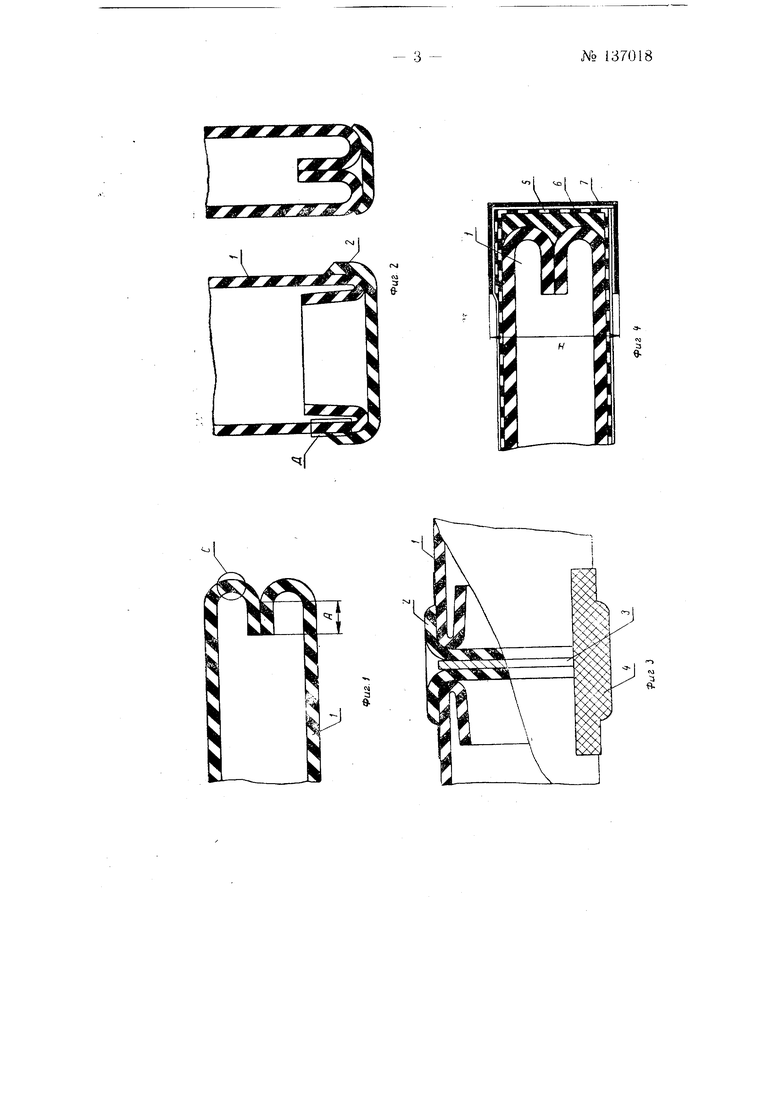
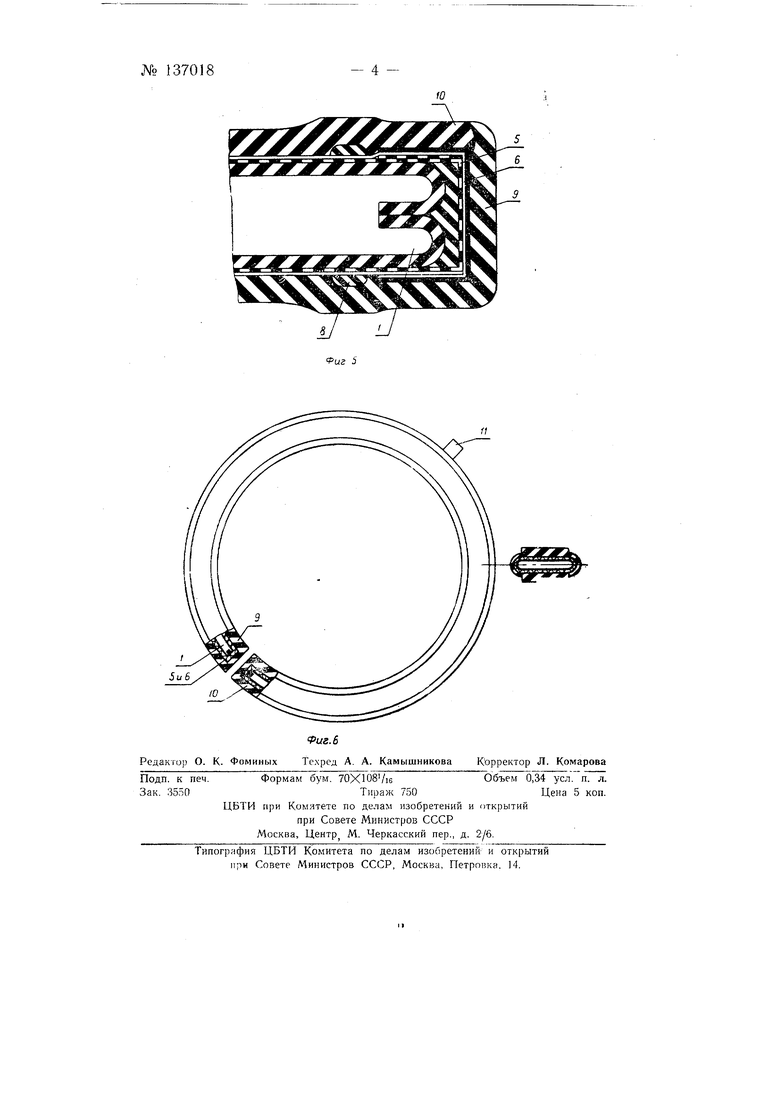
На фиг. 1, 2 и 3 изображена последовательность операций по изготовлению ленточной камеры; на фиг. 4 - схема заделки торцов камеры; на фиг. 5 - вулканизация торцов камеры баллонов; на фиг. 6 - чертеж шинно-пневматического баллона съемно-разъемного типа.
Закраивают ленточные камеры по существующей технологии, например Ленинградского шинного завода, с учетом длины, необходимой
№ 137018- 2 для изготовления торцов. Концы камеры / очищаются бензином or загрязнений по наружной поверхности и загибаются внутрь полости на величину Л, после чего производится их прикатка (фиг. 1). Величина А определяется для каждого размера баллона экспериментально и зависит, в основном, от периметра камеры.
Затем на торцы сырой камеры / накла.цывается полоска 2 из сырой резины (фиг. 2).
Резиновая полоска компенсирует недостаток резины в процессе варки камеры и предотвращает утонение стенок камеры в местах ее изгиба - участок С (фиг. Г). Кроме того, она предотвращает утонение стенок камеры на тех же участках при длительном хранении подготовленных для вулканизации камер и утонение стенок камеры на участке Д (фиг. 2). После этого камера замыкается в кольцо, между торцами камеры вставляется металлическая перегородка 3 (фиг. 3) с профилем, соответствующим профилю камеры, и торец заклеивается прорезиненной тканью 4 (бязь, чефер).
Взлканизация камер производится по существуюп1ей технологии с удлиненным режимом вулканизации на 2-5 мин, что достаточно для обеспечения надежной герметичности и прочности торцов камеры.
Дальнейшая щероховка и промазка камеры клеем производится по принятой технологии.
Сборка баллонов съемно-разъемногсз типа следующая. Первый слой каркаса 5 и второй слой каркаса 6 (фиг. 4) закраивают в виде прямоугольников.
Длина слоя принимается с расчетом обеспечения заделки торцо. Ширина слоя и угол закроя остаются прежними., как это предусмотрено технологией для неразъемных баллонов.
Заделка торцов производится следующим образом: камера накладывается на слой корда на расстоянии от его конца на 5-10 мм больщем высоты Н торца. Края слоя корда (по его длине) заворачивают на камеру по существующей технологии сборки неразъемных баллонов. Для повышения жесткости торцов на них накладывают полоску чефера 7.
По всему периметру каркаса на расстоянии 20-60 мм от торпа ил баллон накладывают резиновую полоску 8 щириной 20-25 мм, назначение которой - предотвратить растекание резины в торцы при вулканизации баллона (фиг. 5). Один из протекторов (обычно корона 9) берется длиннее на величину, достаточную для заворота его на торец. При сборке протекторы накладываются так, чтобы стыки протекторов - и 10 находились на углах торцов.
Баллон замыкают в кольцо (фиг. 6) путем наклейки ефера по внутренней поверхности баллона. Между торцами устанавливают металлическую перегородку, соответствующую профилю вулканизационпой формы.
Вулканизация баллонов производится по существующей технологии. Ниппель } наклеивают на равном расстоянии от концов камеры.
Предмет изобретения
Способ изготовления съемно-разъемных щинно-пневматических баллонов с ленточными камерами, отличающийся тем, что перед вулканизацией производят;; загибание концов камерной трубки внутрь ее полости с последующим наложением полоски сырой резины на полученные торцы камеры и установки металлической прокладки между торцами.
LAll
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ БАЛЛОНОВ ШИННО-ПНЕВМАТИЧЕСКИХ МУФТ | 1993 |
|
RU2102234C1 |
| ПНЕВМАТИЧЕСКАЯ ШИНА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2008 |
|
RU2471643C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| ШИНА СВЕРХНИЗКОГО ДАВЛЕНИЯ | 1995 |
|
RU2095256C1 |
| Способ восстановления пневматических шин | 1985 |
|
SU1289698A1 |
| СПОСОБ УПРАВЛЕНИЯ ОБЪЕМОМ ИЗДЕЛИЯ В ПРЕСС-ФОРМЕ ПОСТОЯННОГО ОБЪЕМА | 2009 |
|
RU2510884C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ И ПНЕВМАТИЧЕСКАЯ ШИНА, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2012 |
|
RU2599671C2 |
| БРЕКЕР ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ С ЭКРАНИРУЮЩИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2535686C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-КОРДНЫХ ЭЛАСТИЧНЫХ ПНЕВМОПОДЪЕМНИКОВ | 1969 |
|
SU248966A1 |
| ПРОМЕЖУТОЧНО ИЗГОТАВЛИВАЕМОЕ ИЗДЕЛИЕ ДЛЯ БЕСКАМЕРНОЙ ПНЕВМАТИЧЕСКОЙ ШИНЫ И БЕСКАМЕРНАЯ ПНЕВМАТИЧЕСКАЯ ШИНА | 1996 |
|
RU2155674C2 |
fl.
