1
1 техничес-
Изобретение относится к Koii лилгИостике вра1цпн)щихгя печей и может быть использовано в цементной, химической и металлургической отраслях промышленности.
Целью изобретения является повышение точности определения толщины гюдбандажных прокладок путем исключения величины упругой радиальной деформации подбандажной обечайки,
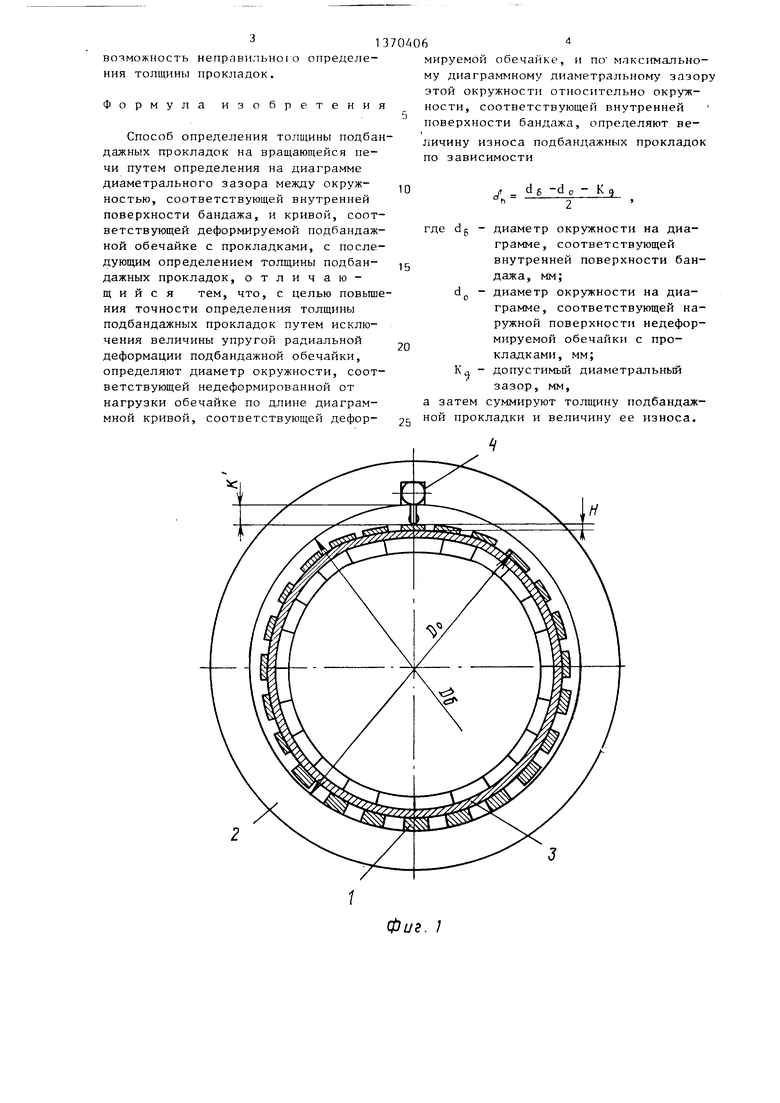
а фиг. 1 изображена вращающаяся печь с зазоромером для осуществления способа определения то/пцины под- бандажных прокладок, поперечный разрез; на фиг. 2 - диаграмма зазоро- ме р а.
Способ осуцестпляют слс; ,ую1цим образом.
Толщину И подбандажных прокладок определяют по величине зазора К, со- отг етс пзующего расстоянию между внутренней поверхностью бандажа 2 и па- р ткной поверхностью подбандажной обечайки 3 с прокладками 1 в р едеформи- pdnaHHOM состоянии. Для этого па Д1 :1грамме зазоромера 4 строят окружность диаметра d -, длина которой равна ;1ди1не кривой, соответствующей под банда;кно 1 обечайке 3 с прокладками а величину зазора оп1)еделяют по за- висит.щсти
где d , Л иаметр окружности на диаграмме , соответствующей внутреннем - диаметру бандажа 2, мм.
Подбандажная обечайка 3 с проклад ками 1 опирается }ia бандаж 2. К торцу бандажа 2 крепится зазоромер 4. После полного o6opiiTa бандажг 3 совместно с зазоромером 4 (или нескольких оборотов) последний снимают, предварительно зафикс1гроБав измери- тел1-пы 1 иггок. Поворачивая прибор на 360, записывают на его диаграмме 5 окружность 6, соответствующую внутреннему диаметру бандажа 3, т.е. ок
ружность диаметром d . Измерив курвиметром ;,лину 7, кривой 7, соответст- Byiiiiut-fi ({jopNie по/1бандажной обечайки 1 с ггрокла;и ами 2, определяют диаметр d окружности 8, соответствующей недеформированному состоянию обечайки с .палками, по формуле d l/iT. Прорисовываю 1 (К11ужность диаметром d-, чт)б1,1 00 точка соприкаса06лась
с OKp HOCTbro 6 диаметром d
6
Это соответствует оииранию недефор- мированрюй обечайки 1 на внутреннюю поверхност, бандажа 3. При этом расстояние Л от верхней точки сг кривой 7 до такой же точки в окр ткности 8 характеризует величину упругой радиальной деформации подбандажной обечайки, а расстояние от точки bдо точки d на окружности 6 есть действительный диаметральньй зазор
15
-d , 6 с
Величину износа подбандажных прокладок определяют по зависимости
d (1
K-Kg dfi-dp-K 2 2
где
К - допустимый (проектный) диаметральньп зазор, мм. Толщину вновь устанавливаемых прокладок определяют по формуле
II h +
К-К.
где h - толщина из ноше FI ной прокладки, мм.
Определение ве1П1чины диаметрального зазора К в процессе работы печи позволяет своевременно определить сроки проведения ремонтных работ, так как при увеличен1П1 зазора возрастает величина радиальной деформации подбандажной обечайки 3, что отрицательно сказывается на стойкости футеровки и на общем сроке межремонтного пробега печи.
Предлагаемый способ позволяет точно определить величину износа подбандажных прокладок 1 в процессе работы печи, повысить качество ремонта
печи, что, в свою очередь, обеспечивает более длительный межремонтньш период ее эксплуатации. Определение величины упругих радиальных деформаций обечайки дает возможность контролировать распределение нагрузок на опоры печи и своевременно проводить регулировочные работы, обеспечивающие равномерное распределение нагрузок на эти опоры, что также способствует
повышению срока службы агрегата.
Более точное определние толщины подбандажных прокладок позволяет значительно сократить время ремонтных работ, так как при этом исключается
н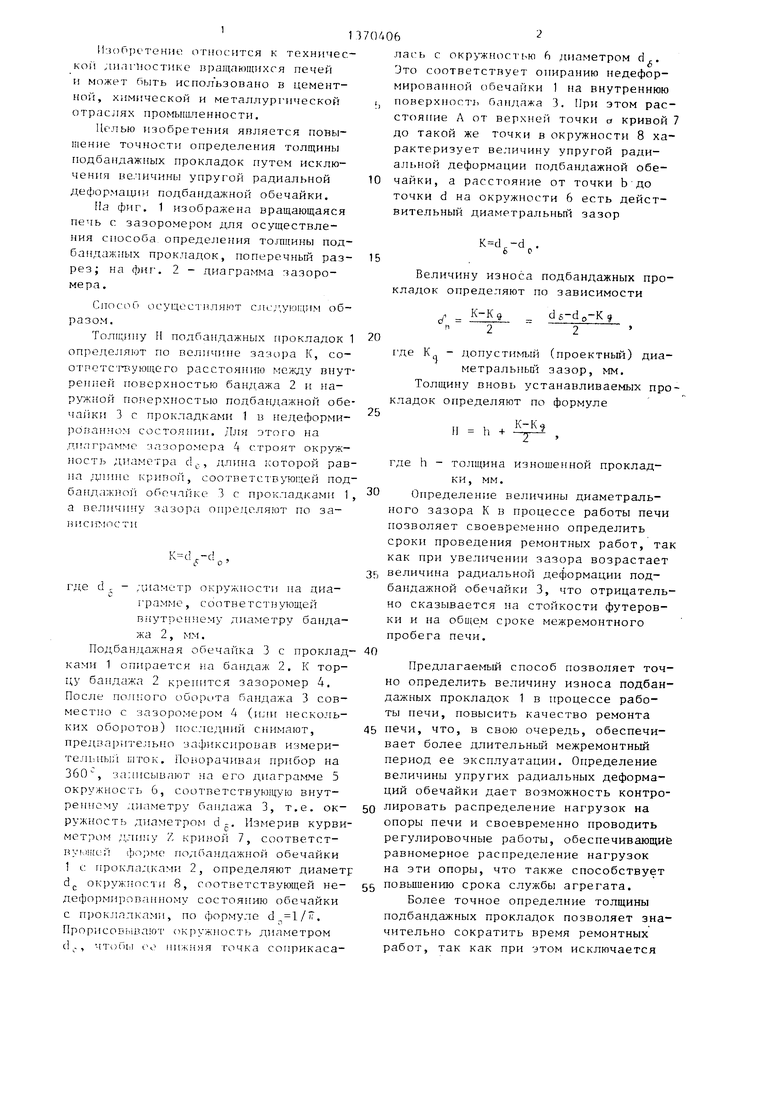
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления бандажа на корпусе вращающегося барабана | 1983 |
|
SU1149113A1 |
| Устройство для крепления бандажа на корпусе вращающейся печи | 1981 |
|
SU1011980A1 |
| Способ диагностирования вращающейся печи | 1985 |
|
SU1296810A1 |
| Бандажный узел вращающейся печи | 1988 |
|
SU1566184A1 |
| Узел крепления бандажа на корпусе вращающейся печи | 1981 |
|
SU976250A2 |
| Способ диагностирования корпуса вращающейся печи | 1987 |
|
SU1418555A1 |
| Устройство для крепления бандажа на корпусе вращающейся печи | 1989 |
|
SU1691679A1 |
| Узел крепления бандажа на корпусе вращающейся печи | 1985 |
|
SU1354013A1 |
| Способ исправления корпуса вращающейсяпЕчи | 1977 |
|
SU808813A1 |
| СПОСОБ ФОРМОВКИ АКТИВНОЙ ЧАСТИ ОБМОТОЧНОГО ПОЯСА БЕСПАЗОВОГО ЯКОРЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2328815C1 |
Изобретение относится к технической диагностике вращающихся печей и может найти применение в цементной, химической и металлургической отраслях промышленности. Целью изобретения является повышение точности определения толщины подбандажных прокладок путем исключения величины упругой радиальной деформации подбандажной обечайки. На диаграмме зазоромера записывают форму подбандажной обечайки в виде кривой и окружность, соответствующую внутренней поверхности бандажа, а действительньпЧ зазор между обечайкой и бандажом определяют как расстояние от окружности бандажа :до окружности, соответствующей обечайке в недеформированном состоянии. При этом толщина прокладок Н определяется по зависимости (K-K )/2, где h - толщина изношенной прокладки, мм; К - диаметральный зазор между внутренней поверхностью бандажа и наружной поверхностью подбандажной обечайки с прокладками в недеформированном состоянии, мм; К а - допустимый диаметральный зазор, мм. 2 ил. « (/
Фиг. 1
8
фие.2
| Никольский Ю.Н., Кравченко В.М | |||
| Выверка и центровка промышленного оборудования | |||
| Киев: Будивельник, 1979, с | |||
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
