Фиг.1
Изобретение относится к конструктивным элементам вращающихся печей цементного, химического и других производств, а именно к конструкции бандажного узла печи.
Цель изобретения - повышение надежности и долговечности конструкции.
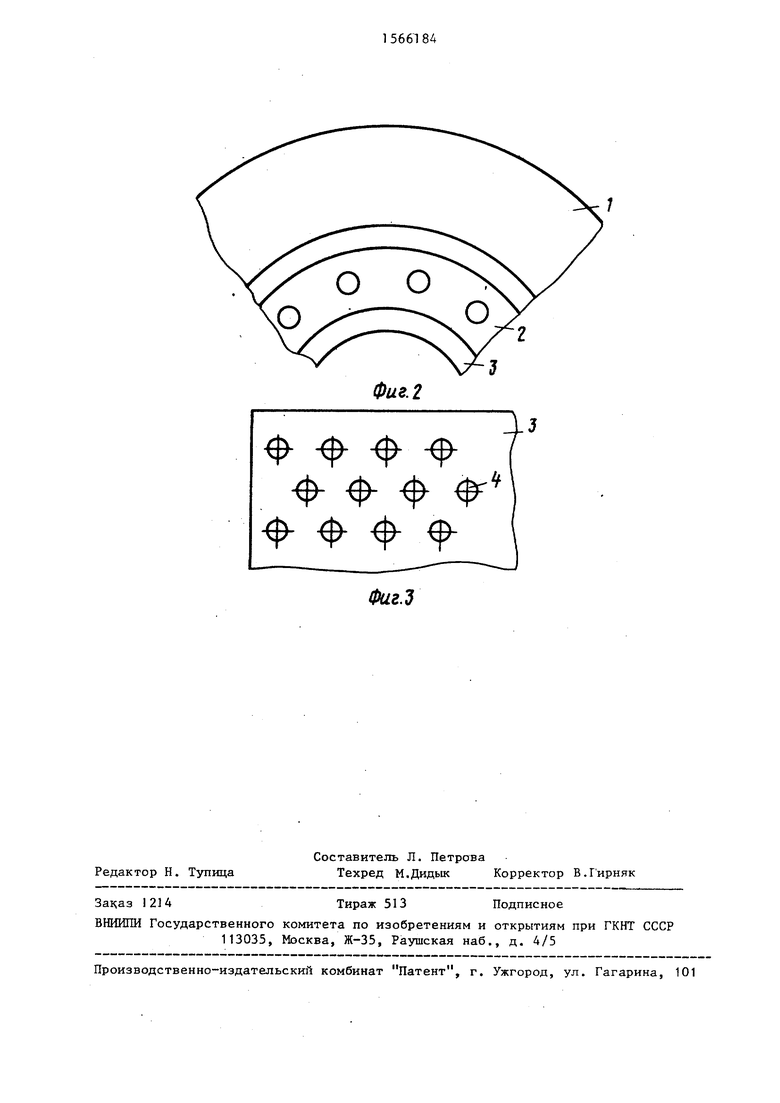
На фиг. 1 показан схематически бандажный узел, разрез; на фиг.2 - то же, вид сбоку{ на фиг. 3 - часть наружной поверхности подбандажной обечайки.
Бандажный узел содержит бандаж 1, Фланцы 2, подбандажную обечайку 3 с несквозными отверстиями 4 частей обечаек 5 печи. Размеры элементов узла определяются в зависимости от диаметров бандажа 1 и обечаек 3 и 5. Так, наружный диаметр Фланцев 2 равен диаметру внутренней кромки кольцевой проточки на торцах бандажа 1, внутренний диаметр фланцев 2 равен внутреннему диаметру обечайки 5 печи. Диаметр d{ отверстий во фланцах составляет 0,4 величины радиального зазора между подбандажной обечайкой 3 и бандажом 1, расстояние между центрами отверстий равно 4d,.Диаметр d2 несквоз ных отверстий 4 подбандажной обечайки 3 составляет 0,5 толщины ее (S ),глубина 0,S , расстояние между центрами отверстий и рядами их Ad,, . Толщину фланцев 2 определяют расчетом на прочность их и сварных швов.
Эти зависимости составлены на основании расчетов и конструктивных соображений, обеспечивающих упругость элементов узла. Проектный вариант решения разработан на примере комплекта стандартного бандажа J ф 6100/ /5300 мм и обечайки 5 печи 05000 мм , нагрузка на опоре составляет 650 т. Толщина обечаек 5 печи 35...60 мм, толщина подбандажной обечайки 3 60 мм Наружный диаметр фланцев 2 должен быть равен диаметру кольцевой проточки по ее внутренней кромке, а внутренний диаметр 5000 мм - т.е., равен диаметру обечайки 5 печи. Толщина фланцев 2 определена расчетом на проч ность, она составляет 70 мм. Диаметр отверстий во фланцах 2 40 мм, шаг отверстий (по окружности их центров) 120 мм. Диаметр несквозных отверстий 4 на подбандажной обечайке 3 30 мм, глубина сверления 40 мм. Ширина бур0
5
0
5
0
5
0
45
0
5
тиков, к которым привариваются флан-, цы 2, равна толщине последних 70 мм, Кольцевые проточки полукруглой Формы имеют ширину 120 мм. Наличие проточек- способствует лучшему прогреву кромки бандажа 1 при сварке, снижает отток тепла в массу металла бандажа 1 и тем самым улучшает качество сварных швов. Использование в конструкции бандажного узла деталей, облегченных отверстиями 4, придает ему упругие свойства, снижает внутренние напряжения, вызываемые сваркой, способствует более плавной передаче нагрузок, повышению надежности и долговечности всего узла.
Сборка, центровка и сварка узла производится по известной технологии. Между бандажом 1, Фланцем 2 и обечайкой 3 образуется полая камера. Бандаж 1 удален от поверхности печи (в данном случае на 100 мм), благодаря чему он меньше нагревается, чем стандартные сварные бандажи. Кроме того, са- мовентиляиия полой камеры атмосферным воздухом снижает температуру бандажа 1, предотвращая явление раскатывания поверхностного слоя и образования наплывов, искажение правильной формы бандажа 1.
При применении предлагаемого бандажного узла увеличивается межремонтный период работы печи, что обеспечивает выпуск дополнительной продукции. Кроме того, внедрение изобретения дает возможность использовать имеющиеся на заводе старые бандажи и отказаться от приобретения новых.
Формула изобретения
Бандажный узел вращающейся печи, содержащий бандаж прямоугольного сечения с кольцевыми проточками полукруглой формы на торцах, соединенный с обечайками печи, причем подбандаж- ная обечайка выполнена с отверстиями, отличающийся тем, что, с целью повышения надежности и долговечности конструкции, соединение выполнено посредством кольцевых фланцев со сквозными отверстиями, соединенных при помощи сварных швов по наружному диаметру с бандажом и по внутреннему диаметру с обечайками печи, а отверстия в подбандажной обечайке выполнены несквозными и расположены на ее внутренней поверхности.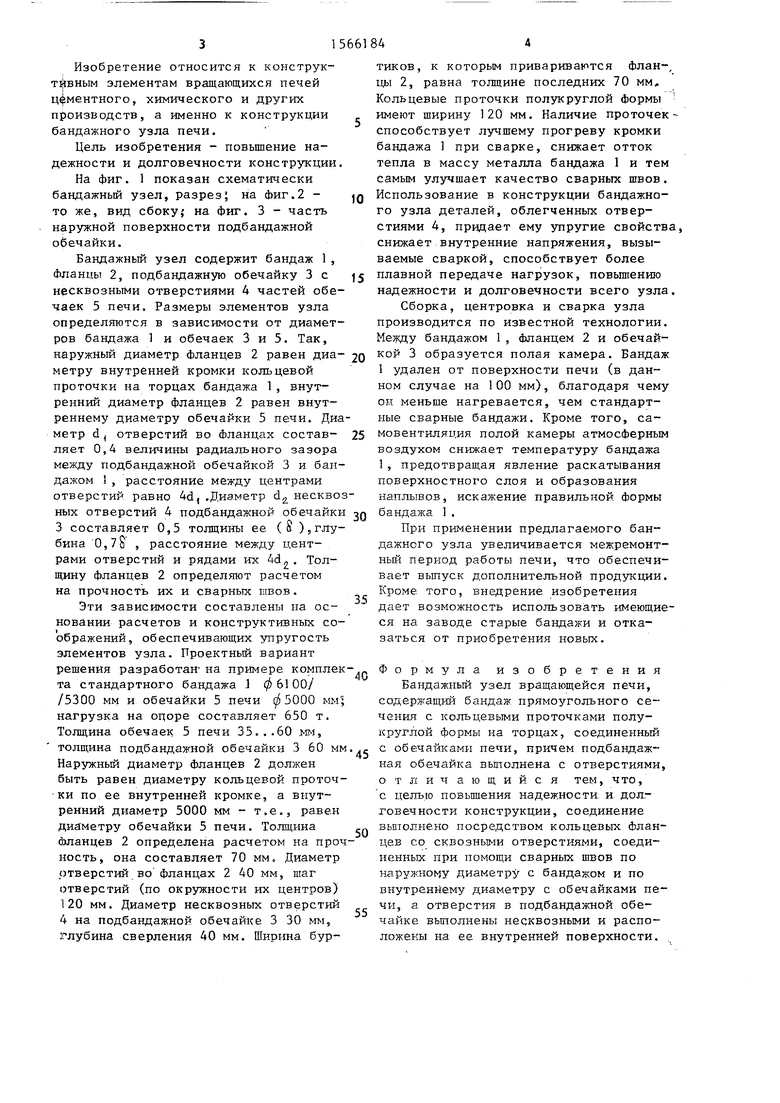
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел крепления бандажа на корпусе вращающейся печи | 1981 |
|
SU976250A2 |
| Способ замены бандажа вращающейся печи | 1985 |
|
SU1448181A1 |
| Устройство для крепления бандажа на корпусе вращающегося барабана | 1983 |
|
SU1149113A1 |
| Бандаж врашающейся печи | 1986 |
|
SU1350459A1 |
| Бандаж вращающейся печи | 1976 |
|
SU581363A1 |
| Способ определения толщины подбандажных прокладок на вращающейся печи | 1986 |
|
SU1370406A1 |
| Способ диагностирования вращающейся печи | 1985 |
|
SU1296810A1 |
| Устройство для крепления бандажа на корпусе вращающейся печи | 1981 |
|
SU1011980A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ СФЕРИЧЕСКОЙ ФОРМЫ СО СКВОЗНЫМ ТРУБЧАТЫМ КАНАЛОМ | 1998 |
|
RU2157290C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЕМКОСТЕЙ ИЗ ФТОРОПЛАСТА-4 | 1991 |
|
RU2024406C1 |
Изобретение относится к конструктивным элементам вращающихся печей цементных заводов, а именно к бандажному узлу печи, и может быть применено в ряде производств, использующих вращающиеся печи. Целью изобретения является повышение надежности и долговечности конструкции. Бандажный узел включает бандаж 1 прямоугольного сечения, фланцы 2 с отверстиями, подбандажную обечайку 3 с несквозными отверстиями 4, соединенными сварными швами. 3 ил.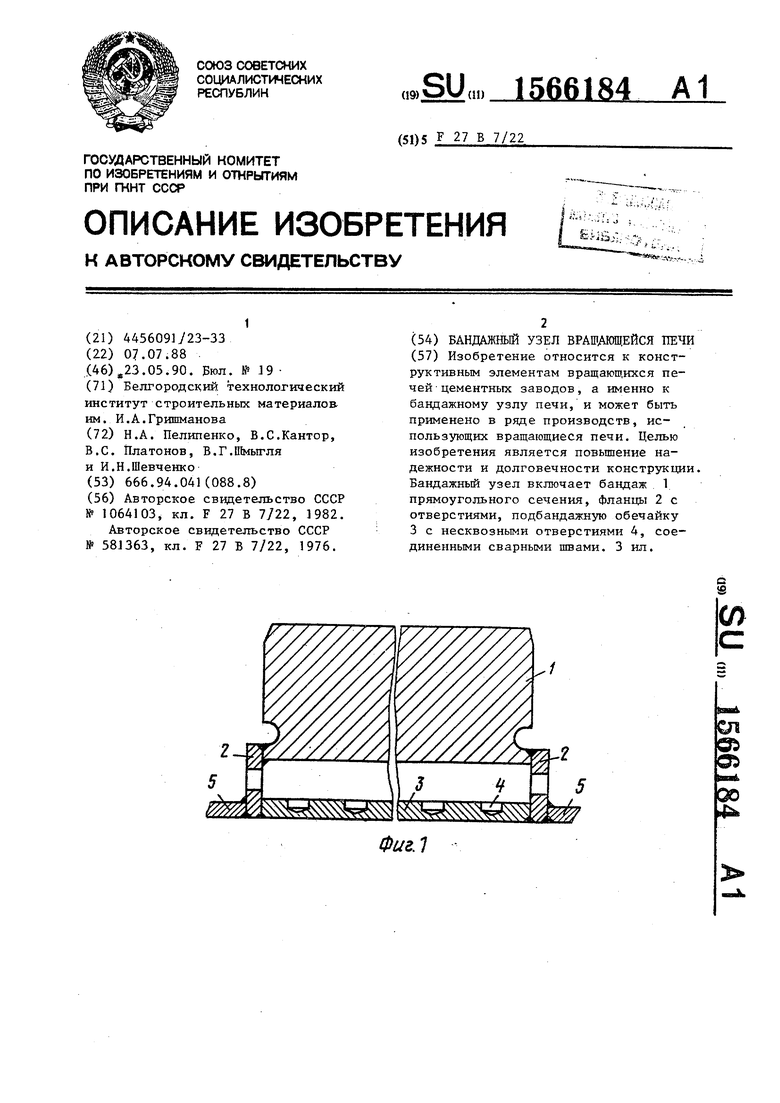
Фиг. 2
Фиг.З
| Бандаж вращающейся печи | 1982 |
|
SU1064103A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Бандаж вращающейся печи | 1976 |
|
SU581363A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
